基于PLC對鉆床Z3050控制系統的改造
2015-05-30 09:47:37劉春
企業技術開發·下旬刊 2015年5期
關鍵詞:控制
劉春

摘 要:Z3050鉆床在現在的工廠中是非常普遍的,伴隨著工作效率的越來越高,傳統的鉆床已經不能適應現在快速的工作節奏,因為構造復雜,所以經常出問題,文章結合PLC的性能在介紹Z3050鉆床基本結構的基礎上,深入分析了該鉆床的工作原理,論述了西門子PLC S7-200在Z3050的控制運用。
關鍵詞:Z3050鉆床;PLC;控制
中圖分類號:TG522 文獻標識碼:A 文章編號:1006-8937(2015)15-0102-01
1 鉆床Z3050概述
伴隨著工廠自動化的逐步成熟,工作效率逐步提高,老舊設備雖然很耐用,但是效率低、造價高、電氣線路復雜、維修難度大,這樣不但在生產作業時耗費時間而且在作業時很容易出故障,尤其是電氣控制故障。如果更換新型的設備投資又非常大,很不經濟,為了順應現在企業提倡的節能降耗,提高效率的趨勢,因此針對Z3050鉆床進行改造。
1.1 鉆床Z3050接觸器控制和西門子S7-200控制分析
①靈活性:接觸器控制不能隨意改動線路,改動起來非常復雜麻煩;PLC控制的所有邏輯都在程序里如果要進行進一步的優化改造,只需要修改程序就可以。
②可靠性:接觸器控制觸點多所以時間長就會出現老化,或者因為接線繁瑣,故障率很高等問題,所以可靠性不好;PLC無觸點都是程序在運行,線路不繁瑣,所以故障率低,可靠性高。
③維修效率:繼電接觸式控制線路由于接觸點多,所以接線繁多,線路構造復雜,不容易修理;PLC控制無觸點,所以只有外部接線,導線少,線路清晰,容易修理。
④造價:接觸器控制因為故障率高,維修難度大,所以維修費用高;PLC因為控制邏輯都是內部程序完成的,外部線路簡單明了,所以維修簡單,故障率低,所以維修費用低。
⑤靈敏度:因為接觸器都是機械接觸,所以需要一定的時間,都比ms級低,靈敏度低;PLC控制,因為都是在程序上進行控制,所以反應時間都是ms級,反應速度快而且精準。
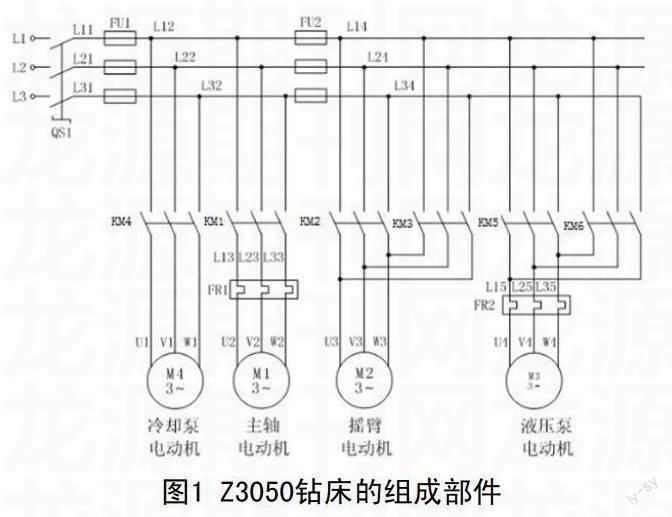
1.2 鉆床Z3050鉆床動力部分解析
Z3050鉆床主要有四臺三相異步電機進行驅動,其中包括:M1主軸電機、M2搖臂升降電機、M3液壓泵電機、M4冷卻泵電機,如圖1所示。
①主軸電動機M1:主軸電機是單向旋轉,主要有兩個作用:一是讓鉆頭旋轉打孔。二是讓鉆頭對工件進行小進給,讓鉆頭一邊旋轉,一邊能使鉆頭下降或者上升。
②搖臂升降電動機M2:搖臂電機主要是讓搖臂能夠按照自己的意愿使搖臂能進行升降運動讓鉆頭對工件進行大進給。
③液壓泵電機M3:液壓泵電機有兩部分:一部分是兩位六通閥的控制電磁線圈,另一部分是液壓泵電機。這兩部分通過相互配合將液壓油輸送的不同的夾緊液壓缸,從而實現使搖臂和主軸箱以及外立柱的放松或夾緊。
④冷卻泵電機M4:冷卻泵電機主要是在工件進行作業時對鉆頭進行降溫防止鉆頭因溫度升高而損壞。
2 PLC程序和外部接線設計
2.1 系統I/O定義
在系統改造過程中,由于主令電器及被控電器元件相對較多。為了方便系統線路裝配及控制程序設計,我們有必要進行I/O系統定義。具體分配,見表1。
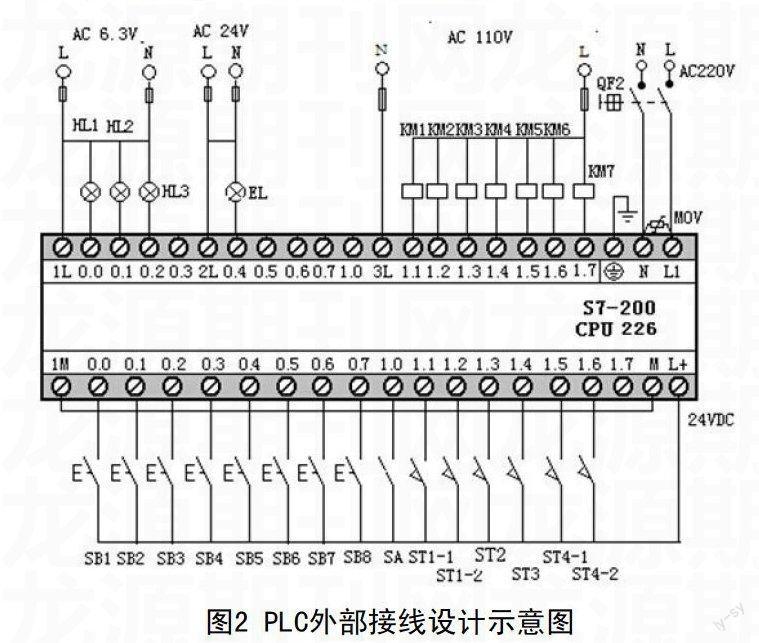
2.2 PLC外部接線設計
因為鉆床的安全用電,所以在輸出都進行了降壓處理,線圈用了交流110 V,指示燈用了24 V指示燈,外部接線時要考慮控制柜背板的布線,避免將低壓信號線和通訊電纜與交流供電線和高能量、開關頻率很高的直流線路布置在一個線槽中。
S7-200設備的設計采用自然的對流散熱方式,在器件的上方和下方都必須留有至少25 mm的空間,以便于正常的散熱。前面板與背板的板間距離也應保持至少75 mm。在垂直安裝時,其允許的最高環境溫度要比水平安裝時低10 ℃,而且CPU應安裝在所有擴展模塊的下方在安排S7-200設備時,應留出接線和連接通訊電纜的足夠空間。當配置S7-200系統時,可以靈活地使用I/O擴展電纜。如圖2所示。
2.3 梯形圖設計
①主軸電動機M1的控制。按下主軸電機啟動按鈕SB1,這時KM1得電,主軸電機轉動,同時KM1自鎖,啟動信號燈HL1亮,當按下主軸電機停止按鈕SB2時主軸電機停止。
②照明控制。當按SB9時,HL4得點,照明燈亮;按下SB10時,HL4失電,照明燈滅。
③冷卻泵電機M4控制。在主軸電機啟動后KM1閉合,按下冷卻電機啟動按鈕SB5時,KM4得電,冷卻泵電機轉動,當按下冷卻泵停止按鈕SB6冷卻泵停止或者當主軸電機停止時,KM4斷電斷開,冷卻泵停止,但是原來的鉆床沒有這樣的聯鎖機構,而是直接進行通斷,這樣會導致在鉆床沒有啟動時可以開啟冷卻泵,如果開關失靈冷卻泵會啟動造成不良后果。
④搖臂升降啟動。按下搖臂電機上升SB3或者下降SB4時中間繼電器M0.0和斷電延時繼電器T33通電,但是達到上升或者下降的限度時,限位開關ST1-1或者ST1-2斷開,搖臂電機停止。搖臂電機是點動式電機,當到達所要求的高度時就松開按鈕,這時電機停止轉動,搖臂停止上下升降。
3 結 語
利用西門子PLCS7-200對Z3050鉆床進行改造,改造后鉆床的功耗變低,外部接線構造簡單清晰,維修簡單,因為PLC運行速度快,靈敏度高,所以工作效率很快。輸入電壓低所以安全性也大大提高,經過改造,既不用花高昂的費用買新鉆床,也不用擔心可靠性差的問題。
參考文獻:
[1] 王永華.現代電器控制及PLC應用技術[M].北京:北京航天航空大學出版社,2008.
[2] 余雷聲.電氣控制與PLC應用[M].北京:機械工業出版社,2001.
[3] 高鐘毓.機電控制工程(第二版)[M].北京:清華大學出版社,2002.
[4] 齊占慶.電氣控制技術(第二版)[M].北京:機械工業出版社,2002.
[5] 程子華.PLC原理與編程實例分析(第一版)[M].北京:國防工業出版社,2007.
[6] 何波.電氣控制與PLC應用(第一版)[M].北京:中國電力出版社,2008.
[7] 張浩風.PLC梯形圖設計方法與應用實例(第一版)[M].北京:機械工業出版社,2008.
猜你喜歡
中國科技博覽(2016年18期)2016-10-19 08:43:03
科技視界(2016年21期)2016-10-17 17:06:18
商(2016年27期)2016-10-17 05:41:05
大眾理財顧問(2016年9期)2016-10-11 17:10:17
科技視界(2016年20期)2016-09-29 13:07:14
大眾理財顧問(2016年8期)2016-09-28 14:00:43
