淺談線切割錐度編程與加工實例
2015-05-12 21:15:22孫耀恒房明馬永紅
智能制造 2015年4期
孫耀恒 房明 馬永紅
線切割加工技術應用廣泛,主要用于模具加工,貴重金屬下料等。優點是加工時不會產生切削力,無切屑。本文通過在北京迪蒙卡特線切割機床上,對一個模具的加工案例,對線切割錐度加工進行了探索性研究,并提出了電參數選擇、程序編制以及實際操作等方面的一些具體措施。
一、加工工藝分析
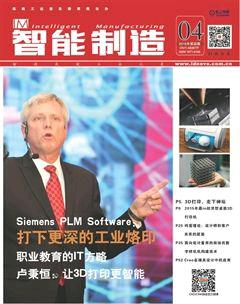
工件如圖 1所示,零件材質為 Cr12mov,需要對型腔加工。因為不是批量生產,型腔尺寸精度要求高,加工深度大。夾具選擇螺栓壓板。線切割加工幾乎不會產生切削力。加工的過程中合理選擇電加工參數,否則易短絲,影響零件加工精度。因此加工工藝為:先加工 8度斜面加工,可以使殘料容易脫落,最后加工精度要求高的直型腔保證加工精度。
二、加工準備
在加工前一定要校正鉬絲的垂直度,校正的方法是使用垂直塊,放電檢查鉬絲的垂直度。編制加工程序,在加工的過程中可以選擇手工編程和計算機編程,手工編程方便簡單,容易修改。計算機編程快捷。可以選擇線切割機床自帶的 TCAD軟件進行編程,在編程時先繪制加工圖形,才能生成加工程序。
1.手工編程
錐度編程采用絕度坐標(單位為微米),要求上下平面圖形的坐標系統一,編程時每一直紋面為一段。直紋面是由上平面的直線段或圓弧段與對應下平面的直線段或圓弧段構成的特殊曲面。編程時要求出直線或圓弧起點、終點、圓心點坐標,而且上下平面的起點和終點一一對應。上下平面線段的段數相同。
程序格式如下:
X1 Y1上平面起點坐標 X2 Y2上平面終點坐標L或者 C上平面為直線用 L,圓弧用 C,若為 “C”,
則需要加入下列兩行:
X0 Y0 圓心點坐標
C或 W C為逆圓弧 W為順圓弧
X3 Y3 下平面起點坐標
X4 Y4 下平面終點坐標
L或者 C上平面為直線用 L,圓弧用 C,若為 “C”,則需要加入下列兩行:
X0 Y0 圓心點坐標
C或W C為逆圓弧W為順圓弧
A或 Q A為段之間的分隔符,Q為程序結束符
2.計算機編程
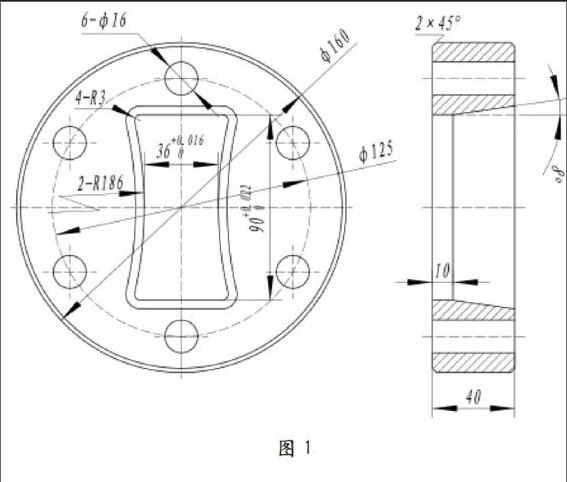
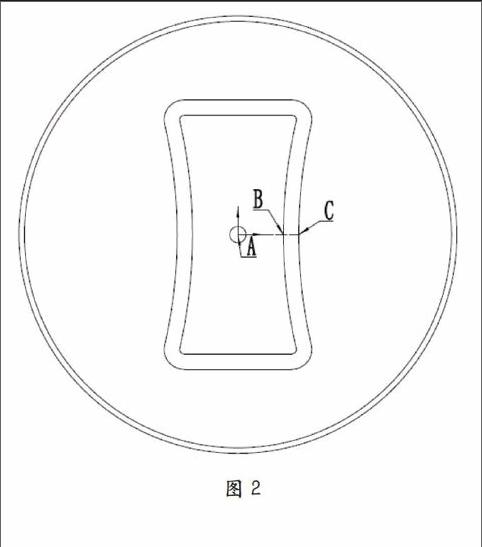
(1)在 TCAD中繪制如圖 2所示圖形。因為錐度程序生成需要上下截面圖形的圖元數目一樣,即所生成的程式代碼條數一樣。例如:上平面為一個矩形,下平面為一個圓,因為上下截面圖形的圖元數目一樣,所以在作圖過程中,要把整圓分成 4部分圓弧,如圖 3在 A、B、C、D四個地方把圓打斷與另一截面矩形的頂點相對應。
(2)以穿絲孔的圓心為起切點 A。
(3)選取切割路徑:選擇“線切割→線切割→ M →點取屏幕下方的輔助指令“引入”→選擇起切點 A →點切入點,屏幕下方的中點→點取圓弧找出中點 B點→選取圖元→拾取里面的圖元→指定切割方向”。
(4)使用同樣的方法以 C點為切入點,選取外面的圖元,保證兩個切割方向一致。
(5)生成加工代碼:選擇“線切割→線切割→ P →點取輔助指令 S →加入路徑程式補償 0.1,退出→點擊鼠標右鍵,輸入要生成的文件名 10 →點擊 P里面的 E →屏幕上顯示生成的代碼”。
(6)選擇“文件→放棄作圖→是”。
(7)執行TCAD里面的 TRAN文件。具體操作步驟:C:\TCAD>TRAN
(8)加工時按照存儲路徑調出加工程序即可 C:/TCAD/10.RES。
注意:根據編程時選取里邊和外邊的先后順序不同,加工出的錐度不同。
三、錐度加工操作
在加工錐度時,需要測量以下參數。
(1)工件高度:所切工件的實際高度(40mm)。
(2) Z軸高度:上下導輪中心距(需要實際測量后應當記錄,以備下次使用)經過實際測量上下導輪中心距為142mm。
(3)導輪半徑:北京迪蒙卡特機床導輪半徑為 17mm(此參數已經設置好,無需改動)。
(4)下導輪與工件下平面的(工作臺面)距離:此參數出廠前設置好,無需改動。查閱機床使用說明書下導輪到工作臺面的距離為 57.4mm。
加工系統進入錐度加工,按”F6”設置機床參數,將已經測量完的參數輸入到機床參數對話框中。設置完參數后如圖 4所示。
四、電加工參數的選擇
根據加工工件的厚度選擇脈寬,當加工工件較薄時,可以選擇小脈寬,工件厚度較大時選擇大脈寬,由于工件的薄厚不同,以及表面質量要求,脈沖參數根據實際情況靈活選取。可以根據表選擇。
五、容易出現的問題及解決措施
鉬絲回直操作,在加工的過程中如果出現短絲現象,需要將鉬絲回到垂直狀態,可以在如圖 4所示中按下 “F6”鍵,鉬絲在原地回直,按“F5”鍵回到起切點,穿好鉬絲,再開始加工。
短路回退操作,導致短路的原因一般是鉬絲狀態不好以及電加工參數調整不恰當造成的。短路回退以后,消除短路狀態繼續向前加工,如在沒有到達短路點之前,在發生短路,此時抬起控制柜操作面板的“加工”鍵,使用本機變頻信號使機床走到原短路點。如果短路沒有消除,按F4鍵繼續回退,調慢進給速度,直至短路消除。樣件如圖5所示。
六、結語
本文通過在線切割機床上加工錐度模具零件的實踐經驗,把編程的思路、操作技巧和電參數的選擇做了詳細的闡述。從實例中可以發現,合理的編制錐度加工程序和合理選擇電加工參數可以保證零件的加工精度,對于不同錐度零件的加工,只要改變一下相關參數,例如:工件的高度,導輪的中心距,便可以完成其它錐度零件的加工。