G72指令在數(shù)控車(chē)床加工復(fù)雜溝槽的研究
2015-05-12 21:14:04洪超吳萍
智能制造 2015年4期
洪超 吳萍
對(duì) G72指令在數(shù)控車(chē)床加工編程方法的研究,分析了數(shù)控車(chē)床各種溝槽的不同加工方法,比較了 G72、G73和G75指令加工溝槽的特性,分析了編程加工時(shí)的注意事項(xiàng)。結(jié)合加工實(shí)例,闡明了 G72指令在數(shù)控車(chē)削復(fù)雜溝槽零件時(shí)的編程方法和技巧。G72加工復(fù)雜溝槽的獨(dú)特效能證明,熟練掌握和靈活運(yùn)用編程指令,是提高加工效率的重要途徑。
一、引言
FANUC系統(tǒng)數(shù)控車(chē)床在生產(chǎn)加工中已得到廣泛使用,零件編程加工時(shí),常用循環(huán)指令:G71、G72和 G73指令,使用時(shí)比較簡(jiǎn)單實(shí)用。在生產(chǎn)加工中 ,溝槽加工也是數(shù)控車(chē)常見(jiàn)的加工方法之一,加工中會(huì)遇到各種形狀的溝槽。在 FANUC數(shù)控系統(tǒng)中,切削溝槽常使用 G75循環(huán)指令,但是 G75只適合切削簡(jiǎn)單的直溝槽。當(dāng)加工需一次完成斜槽或者槽肩和槽根處有倒角、倒圓角的復(fù)雜槽型時(shí) ,G75指令就不再適合,無(wú)法加工了。G73指令可加工復(fù)雜溝槽,但由于加工時(shí)刀具是沿工件表面輪廓層層深入加工,空行程很多,加工效率極低。宏程序也可加工復(fù)雜溝槽 ,但編程復(fù)雜,使用不方便。G72指令卻可以簡(jiǎn)單方便完成復(fù)雜溝槽加工。
二、G72指令溝槽加工
FANUC-0i系統(tǒng)數(shù)控車(chē)床 G72代碼指令是端面復(fù)合循環(huán)加工指令 ,主要用于盤(pán)類(lèi)零件的加工,是軸向進(jìn)給,徑向切削的端面的加工循環(huán)指令。G72指令的功能,根據(jù)加工工件、刀具不同,加工范圍也不同。在實(shí)際生產(chǎn)中,通常采用切削刃平行與軸線的 90°偏刀,對(duì)軸向尺寸精度相對(duì)要求較高、徑向尺寸精度要求較低,零件輪廓外形是單調(diào)遞增或單調(diào)遞減,直徑相差較大的盤(pán)套類(lèi)零件毛坯進(jìn)行車(chē)削加工。內(nèi)孔則采用刀刃平行于軸線的鏜孔刀,加工長(zhǎng)度短、直徑差大的零件端面。從指令定義上理解它與溝槽加工無(wú)任何關(guān)系。但是 G72指令切削方向與溝槽的切削方向相同 ,而且它可以進(jìn)行曲面輪廓的描述加工。同樣對(duì)于內(nèi)環(huán)槽的加工也可以采用循環(huán)指令。綜合以上特點(diǎn) ,G72指令正符合復(fù)雜溝槽加工需求,因此可選用 G72指令加工溝槽。
1.溝槽加工刀具選擇
溝槽加工刀具不能使用外圓車(chē)刀 ,而選擇切槽刀。切槽刀一般使用在切斷或切槽的加工,且切槽刀的 2個(gè)刀尖都可加工工件,它具有軸向切削強(qiáng)度差,徑向切削性能好的特點(diǎn)。切斷刀的寬度與刀具的強(qiáng)度、切削時(shí)的切削阻力有關(guān)。刀具寬度較大時(shí),刀具強(qiáng)度增大,軸向切削性能較好,但徑向切削阻力大。刀具寬度較小時(shí),軸向切削性能差,徑向切削力小。所以切槽刀在加工時(shí)應(yīng)選擇較合適的寬度,以滿足加工需要。
2.溝槽加工的編程軌跡選擇
G72指令粗加工切削軌跡路線是從右到左,退刀至工件端面的安全處。精車(chē)路線是從左到右,自大直徑到小直徑,只有這樣可加工因大直徑差預(yù)留的軸向加工余量。精、粗加工編程由于加工起終點(diǎn)不同,粗、精加工圓弧指令程序的順逆圓正好相反。且系統(tǒng)規(guī)定精加工程序的第一個(gè)程序段只能沿 Z方向進(jìn)刀,不能出現(xiàn) X軸的運(yùn)動(dòng)指令。G72指令加工時(shí)可使用 2個(gè)刀尖正反兩個(gè)方向加工溝槽,編程和加工既簡(jiǎn)單又方便,減少了加工時(shí)間、提高了生產(chǎn)效率。
3.溝槽加工退刀量選擇
用G72指令編寫(xiě)零件切槽加工時(shí), Z軸方向是不能有退刀量,并且不留精車(chē) Z向的余量,因此 G72指令中的 R值和第二行中 W值必須為 0。在編寫(xiě)精車(chē)輪廓時(shí),由于切斷刀是左右 2個(gè)刀尖加工,對(duì)刀是以左刀尖對(duì)刀,加工溝槽時(shí),槽右側(cè)則由右刀尖加工,這樣必須考慮切槽刀的寬度,加工長(zhǎng)度減去刀具的寬度。
4.切削用量選擇
加工時(shí)背吃刀量的大小選用一定要慎重,由于采用切斷刀加工,背吃刀量過(guò)大,殘留余量就較大,精加工時(shí)軸向切削力大,刀具加工時(shí)會(huì)變形甚至損壞,影響加工質(zhì)量。背吃刀量過(guò)小,加工效率就低。應(yīng)根據(jù)不同的加工材料和刀具,選擇合理的背吃刀量。由于是選用切斷刀加工,應(yīng)選用較小的進(jìn)刀速度和合理的切削速度。下面就形狀復(fù)雜溝槽零件加工,應(yīng)用 G72代碼指令編寫(xiě)程序進(jìn)行介紹。
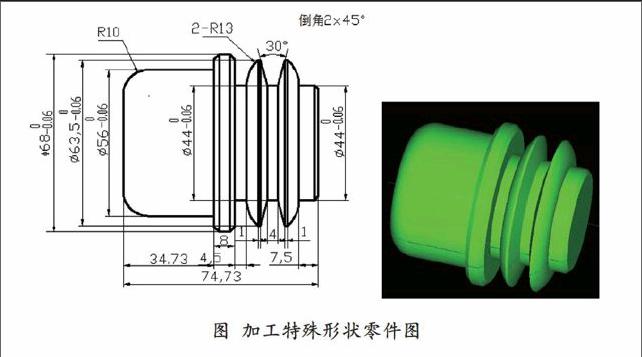
三、G72加工特殊形狀零件
加工特殊形狀零件圖所示,由于是非單調(diào)遞增的輪廓,大家首先考慮使用 G73來(lái)編制加工程序。但 G73指令加工過(guò)程,由于加工時(shí)刀具是沿工件表面輪廓運(yùn)動(dòng),空行程很多,加工效率極低,再加上 G73運(yùn)行軌跡方式是采用切槽刀的副刀刃來(lái)加工,這樣就暴露了切槽刀本身結(jié)構(gòu)上強(qiáng)度差的問(wèn)題,所以這樣加工造成每刀的背吃刀量必須很小,極大地影響了加工效率。使用 G72指令加工時(shí),刀具幾乎沒(méi)有空行程,特別是 G72的運(yùn)行軌跡完全符合切槽刀所擅長(zhǎng)的切削方式,提高了零件加工效率。
1.加工刀具和切削用量選擇
為了保證刀具的強(qiáng)度,車(chē)刀不易過(guò)長(zhǎng),比槽深3mm~ 5mm即可。裝刀時(shí)保證主刀刃與工件軸線垂直 ,即主刀刃與工件外圓平行。加工零件材料為硬鋁 LY12,加工刀具:切槽刀(刀寬 4毫米),轉(zhuǎn)速:粗車(chē) 550r/min,精車(chē) 750r/min,進(jìn)給量:粗車(chē) 0.05mm/r,精車(chē) 0.05mm/r,背吃刀量: 2mm。
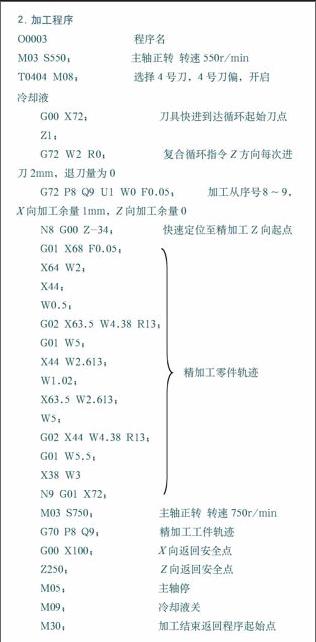
2.加工程序
O0003 程序名
M03 S550; 主軸正轉(zhuǎn)轉(zhuǎn)速 550r/min
T0404 M08; 選擇 4號(hào)刀, 4號(hào)刀偏,開(kāi)啟冷卻液
G00 X72;刀具快進(jìn)到達(dá)循環(huán)起始刀點(diǎn) Z1;
G72 W2 R0;復(fù)合循環(huán)指令 Z方向每次進(jìn)刀 2mm,退刀量為 0
G72 P8 Q9 U1 W0 F0.05;加工從序號(hào) 8~9,X向加工余量 1mm, Z向加工余量 0
N8 G00 Z-34;快速定位至精加工 Z向起點(diǎn)
G01 X68 F0.05;
X64 W2;
X44;
W0.5;
G02 X63.5 W4.38 R13;
G01 W5;
X44 W2.613;精加工零件軌跡
W1.02;
X63.5 W2.613;
W5;
G02 X44 W4.38 R13;
G01 W5.5;
X38 W3 N9 G01 X72;
M03 S750;主軸正轉(zhuǎn)轉(zhuǎn)速 750r/min
G70 P8 Q9;精加工工件軌跡
G00 X100; X向返回安全點(diǎn)
Z250; Z向返回安全點(diǎn)
M05;主軸停
M09;冷卻液關(guān)
M30;加工結(jié)束返回程序起始點(diǎn)
四、結(jié)語(yǔ)
在數(shù)控機(jī)床加工過(guò)程中,由于加工對(duì)象復(fù)雜多樣,特別是輪廓曲線的形狀及位置千變?nèi)f化,加上材料不同、批量不同等多方面因素的影響,在對(duì)具體零件制定加工方案時(shí),應(yīng)該進(jìn)行具體分析和區(qū)別對(duì)待,靈活處理。通過(guò)上述的編程和加工分析 ,可清楚地看到 ,任何一個(gè)零件的加工可以有很多的方法。熟練掌握和運(yùn)用指令,不但可以加工常規(guī)或非常規(guī)的各種形狀、結(jié)構(gòu)零件,甚至能創(chuàng)造性地運(yùn)用到一些特殊零件上,解決一些較難的加工問(wèn)題。endprint
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
輪胎工業(yè)(2021年10期)2021-12-24 17:23:35
輪胎工業(yè)(2020年9期)2020-03-01 18:58:44
制造技術(shù)與機(jī)床(2019年12期)2020-01-06 03:17:48
測(cè)控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測(cè)試(2018年18期)2018-11-14 02:30:34
制造技術(shù)與機(jī)床(2017年4期)2017-06-22 11:18:05
江西理工大學(xué)學(xué)報(bào)(2015年3期)2015-12-22 05:26:21
機(jī)床與液壓(2015年3期)2015-11-03 07:02:03
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:05:42