化油器過渡孔加工新型定位方法與實現
2015-05-10 05:52:24吳磊,陳浩
機電工程技術 2015年5期
吳 磊,陳 浩
(1.中山火炬職業技術學院,廣東中山 528437;2.華南理工大學機械與汽車工程學院,廣東廣州 510640)
0 前言
過渡孔的精度對化油器各負荷點的空燃比有很大的影響[1]。宋雪濤通過研究認為過渡孔相對于節氣門尺寸是影響過渡孔分擔率的重要因素[2]。因此,過渡孔的位置精度要求高,但其加工難度卻很大。
在我國的怠速排放標準實施之前,加工過渡孔一般都是以節氣門軸定位。李培基等人對本體過渡孔加工工藝進行改進,本體過渡孔加工以節氣門軸孔為基準用高速臺鉆進行加工。首先對原有加工設備進行調整,然后對加工夾具進行改造,使之能適用于分度頭加工,這樣可避免多次裝拆造成的重復定位精度問題,又能保證節氣門軸孔與過渡孔的位置關系,加工質量得到很大提高,合格率達95%以上[3],但是由于節氣門軸、節氣門片以及本體等零件諸多的孔、軸的幾何精度產生的誤差,導致裝配以后節氣門片上沿到過渡孔上端的尺寸鏈積累誤差達0.5 mm以上[4],無法滿足排放要求。
現有的過渡孔定位方式多采用節氣門定位方式,當節氣門開度和進氣管真空度確定以后,怠速油孔和過渡孔的形狀以及節氣門與過渡孔的相對位置就可以確定[4]。根據這個理論,大部分生產廠家在加工過渡孔,尤其是主腔過渡孔時都是在裝完節氣門后,用節氣門上沿定位進行加工[5]。但是,由于過渡孔與節氣門在位置上產生的干涉,需要先用節氣門上沿進行預定位.確定好過渡孔的位置,然后打開節氣門,二次裝夾定位加工過渡孔,這樣會產生二次裝夾定位誤差,影響過渡孔的加工精度。胡遠忠、丁建武研究表明化油器過渡孔位置尺寸不穩定主要原因是沖窩點位置不準,并重新設計了沖窩控制系統環節[6]。但是該方法對夾具的調整要求很高。本文提出了一種新的定位方法,即采用模擬化油器工作狀態的過渡孔定位方法,并采用模糊PID控制對過渡孔進行定位控制。
1 化油器過渡孔加工設計
1.1 化油器過渡孔加工模型
化油器實際上就是一根圓管,管中間有一塊稱為節氣門板的可調板,用于控制通過管的空氣流量。化油器模型簡化如圖1所示。

圖1 化油器模型
1.2 定位原理
采用模擬化油器工作時定位過渡孔方法.因為化油器特定位置的負壓值與它所處位置存在一定函數關系[7-8],當負壓值為過渡孔性能要求值時,節氣門頂點在X軸的坐標即為過渡孔位置,如圖2所示。用音速噴嘴和真空泵給化油器腔內提供單位時間恒流量的氣流[9],以節氣門閉合時節氣門上沿頂點為坐標原點,緩慢轉動節氣門,節氣門角度變化,化油器特定位置的真空度發生變化,通過傳感器測量該負壓值。當負壓值達到過渡孔性能要求值時,停止轉動節氣門,以此時節氣門上沿頂點在X軸方向坐標即為過渡孔位置。
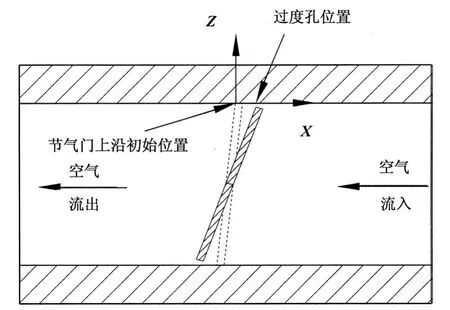
圖2 定位原理圖
1.3 化油器過渡孔加工控制原理
化油器過渡孔加工控制通過氣壓傳感器、角位移傳感器、控制系統、電動機與節氣門實現。其中,氣壓傳感器測量化油器特定位置的負壓、角位移傳感器檢測電動機轉軸的角位移、控制系統的作用是控制電動機的轉速與轉向[10]、電動機帶動節氣門閥芯旋轉,進而控制節氣門的開口面積,達到調節化油器負壓的目的,如圖3所示[11]。
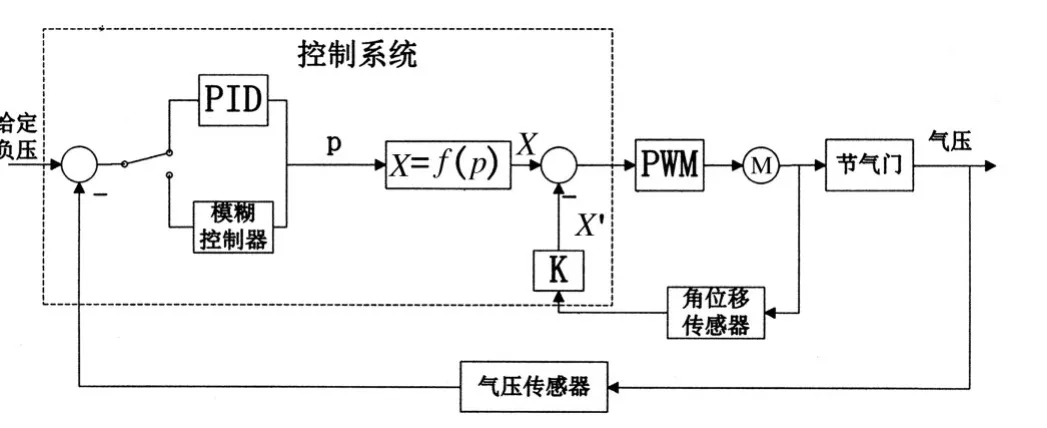
圖3 化油器過渡孔加工控制原理圖
控制系統包含函數關系x=f(p),x代表節氣門上沿水平位移給定量,p代表模糊PID復合控制器輸出的負壓。
控制系統的作用在于對化油器負壓與節氣門上沿水平位移的閉環控制,其中負壓閉環控制采用了模糊PID復合控制算法。給定負壓與氣壓傳感器所測實際負壓信號相減后得到負壓偏差量。負壓偏差量經過模糊PID復合控制器后轉換為負壓控制量,再通過函數x=f(p)得到節氣門上沿水平位移給定量x。電動機轉軸的角位移信號進入到控制系統后乘以系數k,轉換為節氣門上沿水平實際位移x′,x-x′為節氣門上沿水平位移偏差量。通過脈寬調制(PWM)控制輸出電壓大小,實現電動機的轉速調節[12]。當系統穩定時,節氣門上沿所對的位置即為過渡孔加工位置。
1.4 氣壓傳感器測量位置的選取
采用CFX仿真的方式判斷氣壓傳感器的測量位置,節氣門上沿水平實際位移x為2 mm,氣流量為14.4 kg/h,化油器中心截面負壓分布仿真結果如圖4所示。
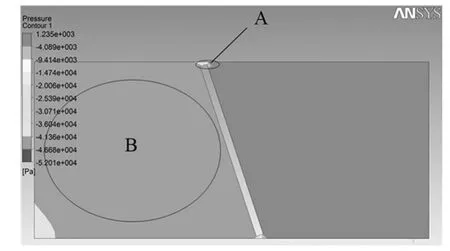
圖4 化油器負壓分布仿真結果
通過仿真數據及實際加工情況,氣壓傳感器測量位置應在A或者B區域,A區域的負壓值從3 613 Pa升至42 020 Pa,其升幅達到1060%;而B區域負壓值從45 530 Pa降至44 580 Pa,降幅為2.08%。因而B區域的負壓相對穩定,方便負壓值的測量,因而選取B區域的中心點作為氣壓傳感器測量位置。
2 數學模型的建立
控制系統中包含節氣門上沿水平位移x與氣壓傳感器測量位置的負壓p的函數關系x=f(p),根據過渡孔的加工要求,其位置偏差應在±0.05 mm,為了達到相應的精度要求,確定函數x=f(p)非常重要。由于節氣門的開口形狀復雜,難以用現有的物理公式進行推導,因而采用CFX仿真的形式進行相應數據的采集并進行數據擬合。
2.1 氣流流量與負壓的函數關系
采用控制變量法確定氣流流量與負壓的關系,即保持位移x不變,通過仿真讀取不同恒定流量q下選定位置的負壓值,仿真采用的邊界條件為無滑移絕熱壁面,流體域采用25℃空氣,根據仿真結果,圖5給出不同位移x下,不同恒定流量q下特定位置的負壓值。根據表格數據負壓值與流量平方成正比。
因而氣流流量與負壓的函數模型應為:

圖5 流量與負壓值關系的仿真結果

其中,q的單位為kg/s。
2.2 位移與負壓的函數關系
同樣采用控制變量法確定位移與負壓的關系,即保持氣流流量為0.004 kg/s,通過仿真讀取不同位移x下選定位置的負壓值。由于PID控制涉及到傳遞函數,為方便數學模型的拉氏變換,采用指數函數形式對數據點進行擬合,氣流流量q為0.004 kg/s時,該氣壓傳感器所測位置負壓p與位移x的擬合函數模型為:

其中,p的單位為kPa,x的單位為mm。
2.3 控制系統傳遞函數模型
結合(1)(2),氣壓傳感器所測位置負壓p與位移x及空氣恒定流量q的函數模型為:

此次加工采用的空氣流量q恒定為0.004 kg/s,故由(3)可導出控制系統傳遞函數模型:

為方便加工過程的仿真,由(3)導出位移位移x在空氣流量q恒定為0.004 kg/s時與負壓p的近似關系式:

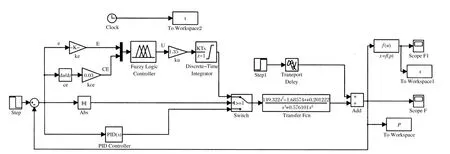
圖6 模糊PID復合控制仿真模型
3 模糊PID復合控制系統的設計
3.1 模糊控制器設計
PID控制器由于結構簡單、穩定性好、工作可靠、調整方便,因而得到了廣泛的應用,并成為工業控制的主要技術之一[13]。模糊控制的基本思想是利用計算機來實現人的控制經驗,模糊控制系統的穩定性和魯棒性強[14],干擾和參數變化對控制效果的影響被大大減弱[15]。模糊PID復合控制系統是根據誤差的大小來選擇模糊控制或PID控制,當誤差絕對值較大時,采用模糊控制,提高響應速度,當誤差絕對值較小時,采用PID控制,提高控制精度。
模糊控制器采用二維模糊控制機構,雙輸入單輸出模型[16]。輸入分別為負壓誤差e和負壓誤差變化率ce,輸出為負壓控制量u。模糊控制器的輸入量和輸出量需要用量化因子ke、kce和ku分別把語言變量誤差、誤差變化率和輸出的語言值轉化到模糊子集上。設定輸入變量e、ce及輸出控制量u的語言值的模糊子集均為{負大,負中,負小,零,正小,正中,正大},分別簡記為{NB,NM,NS,ZE,PS,PM,PB},假設誤差和誤差變化率的基本論域均為[-6,6]。
而實際負壓的穩定值為45.56 kPa,因而誤差的實際論域范圍大約為[-50,70],誤差變化率的實際論域范圍大約為[-120,120]。根據量化因子的選擇原則,量化因子ke、kce應滿足如下:

故取ke為0.075,kce為0.03.經過多次調節,ku取值為1.35。
3.2 模糊PID復合控制仿真模型
使用Matlab中Simulink的Fuzzy logic toolbox工具箱來建立模糊控制仿真模型,在大偏差時采用模糊控制,提高響應速度,在小偏差時采用PID控制,提高控制精度。圖6為模糊PID復合控制仿真模型,其中,負壓誤差絕對值分界線取1 kPa。
4 仿真研究
4.1 階躍響應分析
分別對模糊PID復合控制及PID控制進行階躍響應,經對控制系統調試,確定比例放大系數、積分系數、微分系數分別為:2.2、0.001、0.000 01,響應曲線如圖7所示。圖7表明模糊PID復合控制與PID控制都能較好的使負壓穩定在理想值附近,但相對于PID控制,模糊PID復合控制的響應速度更加快,調節時間短。
4.2 加工過程仿真
對過渡孔加工過程進行模擬,化油器內的負壓值從1個大氣壓開始調節至設定氣壓,結合公式(5),得出加工過程的仿真曲線如圖8所示。仿真表明位移最終位置在x=1.982 3 mm,誤差為0.017 7 mm,要求在0.05 mm以內,符合加工要求。
5 結論
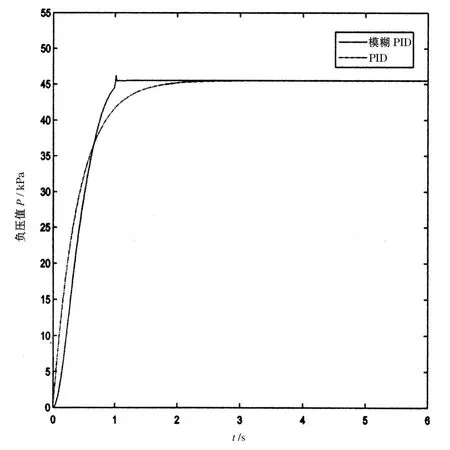
圖7 階躍響應曲線
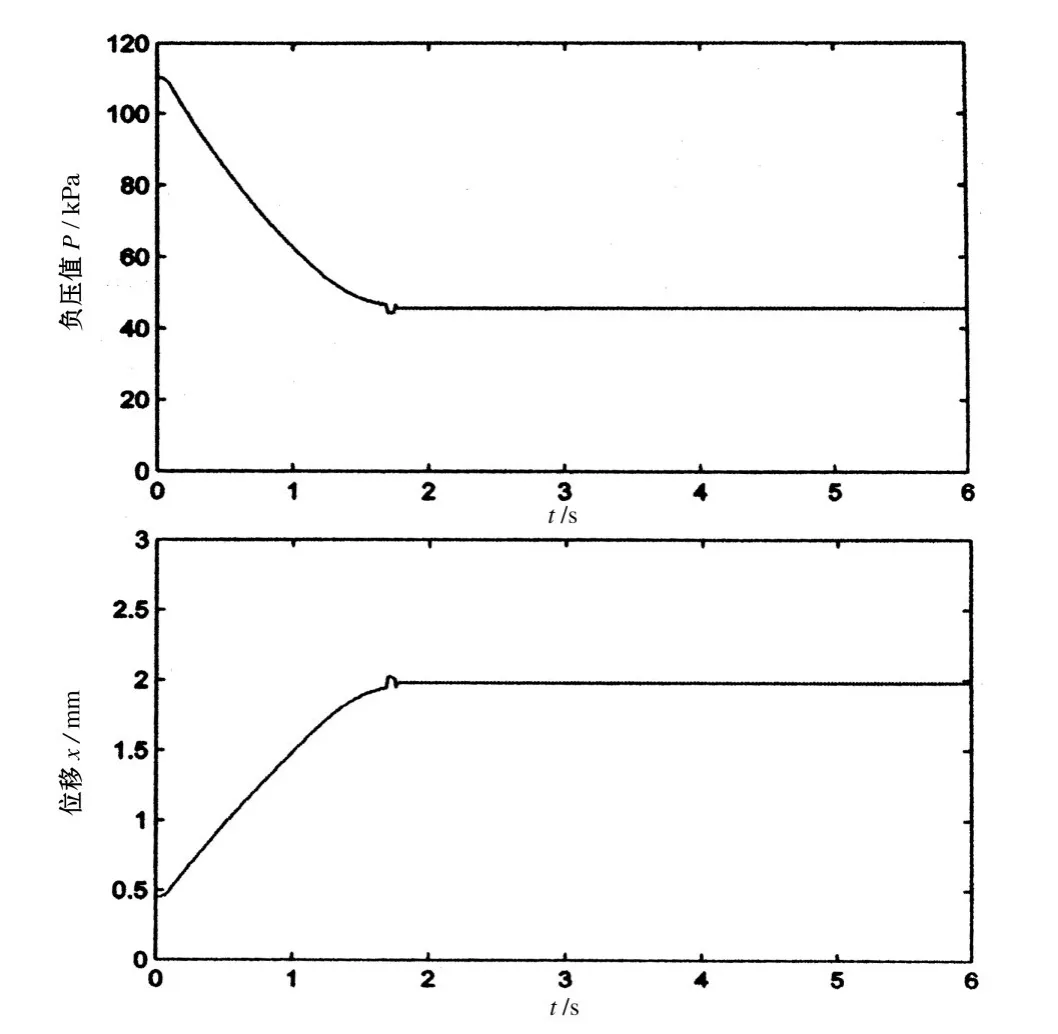
圖8 加工過程的仿真曲線
本文通過模擬化油器工作原理,提出了一種新的定位方法,采用模擬化油器工作時定位過渡孔方法,并設計了相應的化油器過渡孔加工控制原理。采用CFX仿真確定了氣壓傳感器的測量位置,并在CFX仿真數據的基礎上得出化油器負壓與空氣流量以及節氣門上沿位移之間的函數擬合關系,進一步得出傳遞函數這一控制系統的數學模型。在Matlab的Simulink模塊設計了模糊PID復合控制系統,并進行了相應的模擬仿真。結果表明模糊PID控制相對于PID控制具有響應時間短的特點。加工過程模擬也表明過渡孔的定位也在誤差范圍內,因而符合此次的設計要求。
[1]于令云.化油器的中間檢測與綜合檢測[J].汽車化油器,1998(3):17-21.
[2]宋雪濤.過渡孔分擔率影響因素及工藝對策[J].汽車化油器,1997(5):17-19.
[3]李培基.化油器本體過渡孔加工工藝探討[J].汽車化油器,1997(5):13-14.
[4]田秋良.化油器過渡孔加工工藝方案分析[J].工藝工裝,2000(5):8-14.
[5]劉行兵.二汽化油器廠生產工藝及其發展[J].汽車與配件,1993(2):34-35.
[6]胡遠忠,丁建武.PZ26化油器過渡孔加工分析及工藝改進[J].裝備制造技術,2012(9):159-1161.
[7]金業權,劉剛,孫澤秋.控壓鉆床中節流閥開度與節流壓力的關系研究[J].石油機械,2012,40(10):11-14.
[8]Jewook Ryu, Cheolung Cheong, Sungtae Kim,Soogab Lee.Computation of internal aerodynamic noise from a quick-opening throttle valve using frequency-domain acoustic analogy [J] . Applied Acoustics,2005(66):1278-1308.
[9]劉景植.音速噴嘴測量真空泵氣量的原理和方法[J].武漢水利電力大學學報,1993(6):11-23.
[10] Su WS,Lee J,Lee I B.Process identification and PID control [M].Hoboken: Wiley-IEEE Press,2009:228-246.
[11]孟武勝,何瀟,李艷,等.基于Simulink的氣控液壓背壓閥仿真與設計[J].控制工程,2014,21(2):204-209.
[12]楊永軍,陳小蓉,陳孝朱.介紹一種液壓馬達性能試驗系統[J].流體傳動與控制,2006,29(2):43-47.
[13]郭宏,蔚永強.基于變結構PID控制的直接驅動閥伺服控制系統[J].電工技術學報,2007,22(11):17-19.
[14]張劍,段新會.單元機組負荷控制的DRNN解耦方法仿真研究[J].儀器儀表與分析監測,2009(3):17-20.
[15]廉小親.模糊控制技術[M].北京:中國電力出版社,2003:35-72.
[16]姚錫凡,常少莉.加工過程的計算機控制[M].北京:機械工業出版社,2004:99-120.