半閉環(huán)數(shù)控銑床銑削加工高精度圓分段式加工方法
2015-05-09 01:39:48北方信息控制集團(tuán)有限公司山西晉中030600霍一敏
金屬加工(冷加工) 2015年21期
北方信息控制集團(tuán)有限公司 (山西晉中 030600) 左 鋒 趙 江 霍一敏
1. 數(shù)控銑床加工零件情況
數(shù)控銑床的加工功能很強(qiáng),能完成各種平面、溝槽、成型表面及空間曲線復(fù)雜型面的加工,當(dāng)然圓盤類零件的加工也可以方便地在數(shù)控銑床上實(shí)現(xiàn)。數(shù)控銑床的加工精度是機(jī)床很重要的一項(xiàng)指標(biāo),在使用兩坐標(biāo)聯(lián)動(dòng)數(shù)控銑床加工圓盤狀(或孔系類)零件時(shí),在XY軸轉(zhuǎn)換部位經(jīng)常會(huì)出現(xiàn)明顯的刀痕,有時(shí)刀痕深度可達(dá)0.07~0.20mm,如圖1a所示;或產(chǎn)生不規(guī)則的圓度誤差(經(jīng)常在大直徑圓弧段中出現(xiàn)),如圖1b所示。
對(duì)于圖1a所示情況,數(shù)控銑床的絲杠性能、系統(tǒng)的質(zhì)量及運(yùn)動(dòng)的摩擦和進(jìn)給阻力都是要考慮的,只要合理選擇或調(diào)整都可將加工誤差降至最小。數(shù)控銑床加工零件存在誤差不可避免,而且引起誤差的因素有很多,比如加工速度、機(jī)械結(jié)構(gòu)等。筆者結(jié)合自己的實(shí)際經(jīng)驗(yàn),主要針對(duì)圖1b所示現(xiàn)象,對(duì)數(shù)控銑床(或加工中心)高精度大直徑孔系類零件的加工工藝進(jìn)行探討。
2. 針對(duì)數(shù)控機(jī)床工作原理的分析
在輪廓加工中,刀具軌跡必須嚴(yán)格、準(zhǔn)確地按零件輪廓曲線運(yùn)動(dòng)。插補(bǔ)運(yùn)算的任務(wù)就是在已知加工軌跡曲線的起點(diǎn)和終點(diǎn)間進(jìn)行“數(shù)據(jù)點(diǎn)的密化”。插補(bǔ)是在每個(gè)插補(bǔ)周期內(nèi),根據(jù)指令、進(jìn)給速度計(jì)算出一個(gè)微小直線段的數(shù)據(jù),刀具沿著微小直線段運(yùn)動(dòng),經(jīng)過若干個(gè)插補(bǔ)周期后,刀具從起點(diǎn)運(yùn)動(dòng)到終點(diǎn),完成這段輪廓的加工。
數(shù)控銑床(主要指半閉環(huán)伺服系統(tǒng))進(jìn)行圓弧插補(bǔ)運(yùn)動(dòng)時(shí),系統(tǒng)只對(duì)圓弧的起點(diǎn)和終點(diǎn)進(jìn)行位置檢測(cè),而起點(diǎn)和終點(diǎn)之間的所有圓弧上的點(diǎn),都只靠系統(tǒng)的插補(bǔ)運(yùn)算來控制,沒有位置檢測(cè),再加上機(jī)床工作臺(tái)運(yùn)動(dòng)相對(duì)于插補(bǔ)指令的滯后,一定會(huì)產(chǎn)生機(jī)床運(yùn)動(dòng)軌跡的偏差。圓弧段越長,偏差越大,而整圓的圓弧段最長,所以整圓的偏差值最大。機(jī)床的機(jī)械精度對(duì)圓弧加工有重大影響。進(jìn)給速度對(duì)圓的精度也有影響,進(jìn)給速度越快,跟隨誤差也越大。
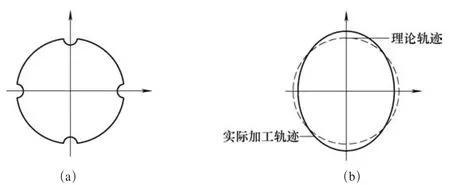
圖 1
3. 基于MasterCAM的探討
Master CAM是美國CNC Software NC公司開發(fā)的基于PC平臺(tái)的計(jì)算機(jī)輔助制造系統(tǒng)軟件。該軟件在二維輪廓、孔加工和三維曲面等加工方面能產(chǎn)生符合機(jī)床的自動(dòng)加工代碼,由于數(shù)控系統(tǒng)只對(duì)圓弧的起點(diǎn)和終點(diǎn)進(jìn)行位置檢測(cè),基于MasterCAM軟件強(qiáng)大的二維繪圖和加工特點(diǎn),我們可以把整圓人為地均分成若干圓弧段來進(jìn)行加工,如圖2所示。這樣就可以增加位置檢測(cè)點(diǎn),從而提高整圓的精度。均分段數(shù)應(yīng)為4的整倍數(shù)。另外還應(yīng)注意,精銑時(shí),應(yīng)適當(dāng)降低進(jìn)給速度。
圖3所示為整圓加工改進(jìn)后與改進(jìn)前的刀具軌跡對(duì)比圖。
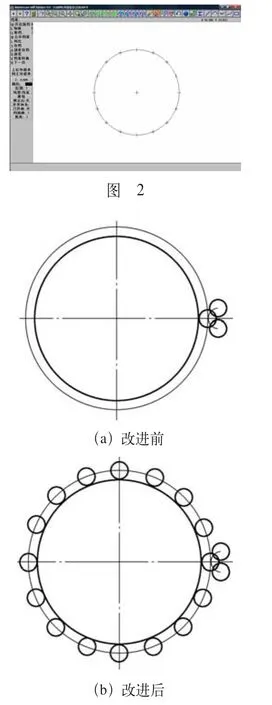
圖 3
4. 加工實(shí)例
經(jīng)過上述技術(shù)方案改進(jìn)后,在實(shí)際加工案例(見圖4)中,通過將這兩種零件的φ140h6外圓和φ160H7內(nèi)孔在MasterCAM制圖時(shí)全部打斷為20段,粗銑后留余量0.5mm,用φ12mm立銑刀精銑,進(jìn)給速度f=500mm/min,程序?yàn)?0段圓弧加工后,經(jīng)檢測(cè),φ140h6外圓實(shí)測(cè)為φ139.99mm,圓度誤差≤0.01mm,φ160H7內(nèi)孔實(shí)測(cè)為φ160.02mm,圓度誤差≤0.015mm。經(jīng)過改進(jìn)后的方法比原方法加工的零件尺寸精度高,表面質(zhì)量好,能夠滿足圖樣要求。
提示
作者投稿時(shí)請(qǐng)留下詳細(xì)的通信地址和聯(lián)系方式,以便編輯部能夠及時(shí)將稿件錄用情況通知給作者,感謝您的關(guān)注與支持。
編輯部
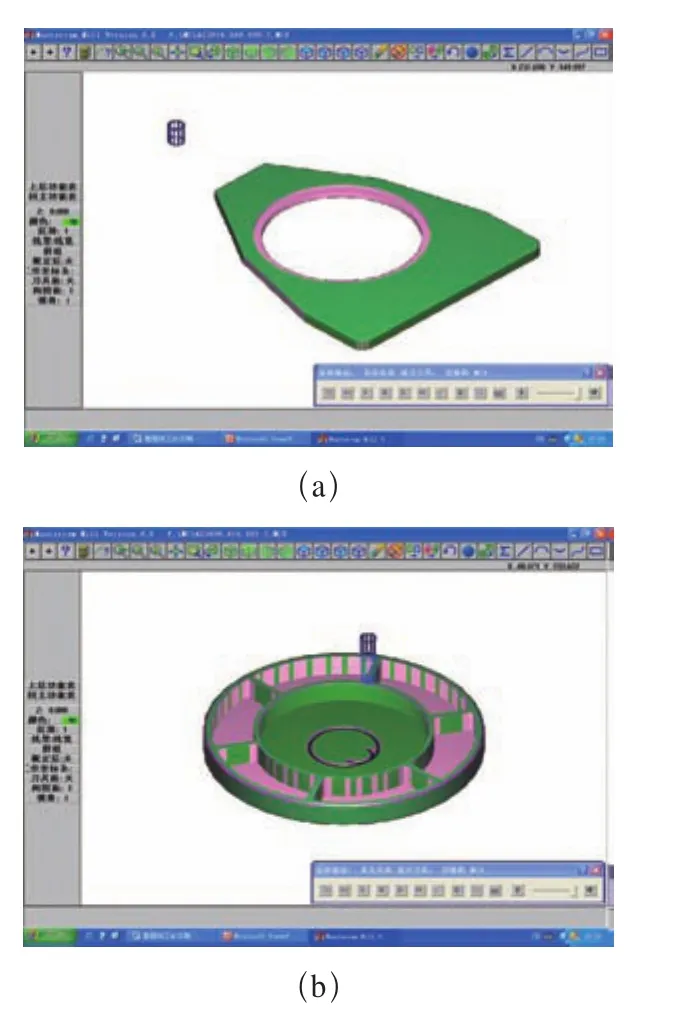
圖 4
