基于數(shù)控車床剃削螺紋半牙的拓展與應(yīng)用
2015-05-09 01:39:54德州聯(lián)合石油機(jī)械有限公司山東253034侯祖剛王立源
金屬加工(冷加工) 2015年21期
關(guān)鍵詞:數(shù)控車床
德州聯(lián)合石油機(jī)械有限公司 (山東 253034) 侯祖剛 王立源
在2012年第20期《金屬加工(冷加工)》期刊上,刊登了黃明剛老師的《在普通數(shù)控車床上剃削螺紋半牙》一文,深受讀者喜愛(ài),一些工廠和學(xué)校紛紛效仿,用以解決困擾多年的螺紋毛邊問(wèn)題。筆者長(zhǎng)期從事數(shù)控機(jī)床編程與操作,實(shí)踐中積累了不少經(jīng)驗(yàn)。在黃明剛老師的基礎(chǔ)上,以機(jī)械加工中應(yīng)用最廣的三角螺紋和FANUC數(shù)控系統(tǒng)為例,對(duì)剃削螺紋半牙程序做了一些拓展與優(yōu)化。
1. 綜合分析
眾所周知,數(shù)控車床在螺紋切削中有著不可替代的優(yōu)勢(shì),加工效率高,勞動(dòng)強(qiáng)度低,尺寸一致性好,美中不足的是在螺紋入口和出口處留有一些飛邊和毛刺,影響裝配精度和操作安全。一些要求較高的螺紋部件,在技術(shù)文件中明確規(guī)定切除不完整螺紋。小螺距的工件可以用銼刀和油石手工解決,大螺距的只能轉(zhuǎn)到鏜床或數(shù)控銑床加工,無(wú)形中增加了制造成本。轉(zhuǎn)運(yùn)途中還容易出現(xiàn)磕碰現(xiàn)象,造成螺牙損傷。切除螺紋半牙一直是數(shù)控車削的難題,編程高手們想了很多辦法,都不能做到完美無(wú)缺。
黃老師在普通數(shù)控車床上剃削螺紋半牙的方法很實(shí)用,也很高效,為提高螺紋表面質(zhì)量走出了一條新路。不足之處在于實(shí)例中引用的方牙螺紋是非標(biāo)準(zhǔn)螺紋,其牙頂寬度和牙底寬度都等于螺距的一半,此種類型的螺紋在機(jī)械行業(yè)中很少遇到,加工方法和程序模式存在一定的局限性,不能夠做到大范圍的普及應(yīng)用。這主要表現(xiàn)在以下幾個(gè)方面:
(1)在數(shù)控車床上加工完螺紋后,緊接著用該螺紋車刀剃削螺紋半牙,此方法僅限于方牙螺紋,若是常用的三角螺紋或梯形螺紋,需要另安裝一把平行于牙頂?shù)膶捜械毒撸紤]到切除螺紋半牙一般不超過(guò)1/2圈,選擇略寬于1/2螺距的數(shù)控切刀最為合適。
(2)剃削螺紋半牙就是切除扣頭和扣尾的一段不完整螺紋,此時(shí),剃扣刀的起點(diǎn)坐標(biāo)與螺紋刀的起點(diǎn)坐標(biāo)在軸向距離上正好相差半個(gè)螺距,黃老師采用螺紋起始角度相差180°的編程方法,刀具只能朝一個(gè)方向偏移,雖然可以不改變螺紋起點(diǎn)和螺紋終點(diǎn)的軸向位置尺寸,避免出現(xiàn)撞刀事故。但是,方牙螺紋只是一個(gè)特例,當(dāng)用同一把刀具切除三角螺紋的兩端半牙時(shí),很可能刮傷完整螺紋的側(cè)面。程序拓展后,通過(guò)刀補(bǔ)值的切換來(lái)實(shí)現(xiàn)剃扣刀沿牙底螺旋線的左右偏置,靈活方便,具有很好的通用性。
(3)原剃削螺紋半牙程序段:
G0 X320 Z20;
G32X299 Z-1.4 F8 Q18000;
G32 X310 F20;
前面的G32是一段引導(dǎo)螺紋,負(fù)責(zé)沿螺旋線切除1/6圈螺紋半牙,后面的G32是一段沿X+軸方向的徑向螺紋,用于在規(guī)定的收尾圈數(shù)內(nèi)切除螺紋牙深,程序的不妥之處在于后面的G32沒(méi)有沿軸向螺旋線連續(xù)切削。螺距由F8改變?yōu)镕20,人為的增加了計(jì)算難度。工件旋轉(zhuǎn)時(shí),螺紋牙頂?shù)妮S向位置隨螺旋線移動(dòng)變化,如果這種程式移植到三角螺紋中,同樣使用 4mm寬的切刀,剃削扣頭、扣尾時(shí),在剃扣刀的徑向切削軌跡與工件螺旋線的交叉處,會(huì)出現(xiàn)螺紋牙頂?shù)臍埲辈蝗信d趣的讀者可以試驗(yàn)一下。拓展后的刀具路徑采用沿螺旋線連續(xù)切削的方法,既切除了不完整螺紋半牙,又削平了倒角處的牙頂尖棱,一舉兩得。
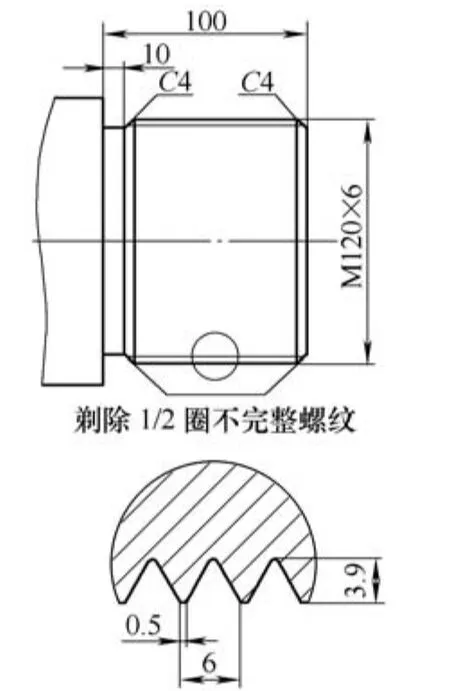
M120X6外螺紋
2. 程序優(yōu)化
數(shù)控車床剃除螺紋半牙的方法并不復(fù)雜,利用連續(xù)螺紋切削功能就可以做到,F(xiàn)ANUC 0i數(shù)控系統(tǒng)在這方面做得很到位,當(dāng)前面的程序段是螺紋插補(bǔ),當(dāng)前程序段也是螺紋插補(bǔ)時(shí),系統(tǒng)無(wú)需等待主軸編碼器檢測(cè)一轉(zhuǎn)的信號(hào)即可立即執(zhí)行當(dāng)前程序段的螺紋切削,即使在螺紋插補(bǔ)過(guò)程中改變切削深度和進(jìn)給方向,也可以正確加工而不損壞螺紋,達(dá)到光滑流暢的過(guò)渡效果。
如附圖所示,剃除兩端的1/2圈螺紋半牙。設(shè)置工件右端面與軸線交點(diǎn)為程序原點(diǎn),在螺紋外圓上選擇統(tǒng)一的對(duì)刀參考點(diǎn)。挑扣刀(T01)選用山特維克成型螺紋車刀,以刀尖中心為基準(zhǔn)對(duì)齊參考點(diǎn),生成1# 刀補(bǔ);剃扣刀(T03)選用4mm寬大后角切刀,以左側(cè)刀尖為基準(zhǔn)對(duì)齊參考點(diǎn),生成3#刀補(bǔ);以右側(cè)刀尖為基準(zhǔn)對(duì)齊參考點(diǎn),生成4#刀補(bǔ);挑扣與剃削螺紋半牙一氣呵成,加工程序如下:
車削螺紋:
S200 M03;
T0101; (換1號(hào)挑扣刀)
G0 X140 Z14; (定位至螺紋循環(huán)起點(diǎn))
G92 X119 Z-95 F6; (車削螺紋)
X118.5;
X118;
…… ;
X112; (進(jìn)刀至小徑尺寸,完成螺紋車削)
G0 X300 Z300;
剃削扣頭螺紋半牙:
T0303;(換3號(hào)剃扣刀,執(zhí)行3#刀補(bǔ),以切刀左側(cè)刀尖為基準(zhǔn))
#24=119; (設(shè)定X軸坐標(biāo)值變量)
N10 G0 X#24 Z14;(螺紋起點(diǎn)的軸向位置不變)
G32 Z-3.0 F6;(切除1/2圈不完整螺紋半牙
G32 U20 W-10 F6;(沿螺旋線45°斜向退刀,削平倒角處的牙頂尖棱)
G0 Z14;(快速返回螺紋起點(diǎn))
#24=#24-0.5;(X軸變量值遞減0.5)
IF[#24 GE 112] GOTO 10;(X軸變量值若≥螺紋小徑112,繼續(xù)加工)
G0 X200 Z200;
剃削扣尾螺紋半牙:
T0304;(執(zhí)行4#刀補(bǔ),以切刀右側(cè)刀尖為基準(zhǔn))
#24=130;(設(shè)定X軸坐標(biāo)值變量)
N20 G0 X#24 Z-82;(螺紋起點(diǎn)的軸向位置前移16個(gè)整倍螺距)
G32 U-10 Z-87 F6;(沿螺旋線45°斜向進(jìn)刀, 削平倒角處的牙頂尖棱)
G32 Z-90 F6;(切除1/2圈螺紋半牙)
G0 X140;(X軸快速回退)
Z-82;(返回螺紋起點(diǎn))
#24=#24-0.5;(X軸變量值遞減0.5)
IF[#24 GE 122] GOTO 20;(X軸坐標(biāo)值若≥122,繼續(xù)加工)
G0 X300 Z300;
M5;
M30;
3. 注意事項(xiàng)
運(yùn)用G32連續(xù)切削功能剃削螺紋半牙,編程和操作一定要小心謹(jǐn)慎。遇到不同的牙型和螺距時(shí),要根據(jù)螺紋牙根寬度選擇合適的切刀,必須注意的是:剃削扣尾的螺紋半牙時(shí),編程路線從螺紋大徑向螺紋小徑切削,所用切刀應(yīng)磨有較大的主后角,避免與螺紋外圓發(fā)生干涉。G32 Z-90 F6這一步非常重要,計(jì)算螺紋終點(diǎn)坐標(biāo)時(shí)要考慮切刀的寬度,兩者相加不得超出退刀槽的范圍。
程序試切加工中,要密切觀察機(jī)床動(dòng)作和刀具切削軌跡,沿螺旋線45°斜向進(jìn)刀、退刀只是參考值,如果剃削后的螺紋半牙圈數(shù)不合格,或者倒角處仍留有尖角毛刺,可適當(dāng)調(diào)整直螺紋的終點(diǎn)位置和錐螺紋的斜向角度。螺紋半牙剔除1/3圈,還是1/2圈要根據(jù)技術(shù)要求和螺紋外圓兩端的倒角尺寸而定。操作者可按照實(shí)際情況壓縮程序中的空刀路徑,盡量減少走刀次數(shù),首件合格后,方可批量加工。
4. 結(jié)語(yǔ)
經(jīng)批量加工和實(shí)踐驗(yàn)證,拓展后的剃削螺紋半牙方法,成功解決了三角螺紋的飛邊毛刺問(wèn)題,兩端倒角處的牙頂沿螺旋線削平過(guò)渡。
猜你喜歡
裝備制造技術(shù)(2020年4期)2020-12-25 05:26:22
制造技術(shù)與機(jī)床(2019年12期)2020-01-06 03:17:48
制造技術(shù)與機(jī)床(2017年6期)2018-01-19 02:41:24
制造技術(shù)與機(jī)床(2017年4期)2017-06-22 11:18:05
制造技術(shù)與機(jī)床(2017年2期)2017-05-04 04:17:34
現(xiàn)代工業(yè)經(jīng)濟(jì)和信息化(2016年12期)2016-05-17 05:37:48
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:08
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:05:42
裝備機(jī)械(2015年1期)2015-02-28 22:19:52
組合機(jī)床與自動(dòng)化加工技術(shù)(2014年9期)2014-03-01 02:21:42
