
提高齒輪零件滾齒定位精度的方法
2015-05-09 01:39:48河南林業職業學院洛陽471000安存勝
金屬加工(冷加工) 2015年21期
河南林業職業學院 (洛陽 471000) 安存勝
河南衛華重型機械股份有限公司 (新鄉 453400) 聶福全
對于一些軟齒面及中硬齒面齒輪,滾齒加工是齒輪部位的最終加工工序,因此滾齒加工的精度決定著齒輪零件最終的裝配和使用精度。齒輪類零件一般分為齒輪和齒輪軸兩大類型,在齒輪加工的實踐中,我們發現一個問題,除設備自身的精度外,上述兩大類型齒輪零件的加工精度誤差主要是由于齒輪或齒輪軸在滾齒機上的安裝定位精度誤差造成的,因此如何提高齒輪或齒輪軸類零件在滾齒機上的定位精度,消除定位偏差對齒輪加工精度的影響,是滾齒加工作業時確保齒輪加工精度最基本也是最有效的方法。本文分別以齒輪和齒輪軸為例,介紹一種在滾齒機上加工作業時提高定位安裝精度的方法。
1. 齒輪零件安裝定位精度的提高
(1)常規定位方法存在的問題和解決措施。齒輪在進行滾齒加工作業時,一般采用滾齒心軸安裝定位作為定位工裝,為提高定位精度,對齒坯的定位內孔和端面有著較高的形位精度要求,同時為避免心軸與齒坯之間由于定位間隙過大而造成齒輪滾齒時出現幾何偏心誤差,在采用心軸將齒坯定位安裝好后,還需要通過采用千分表校正齒坯外圓和端面的跳動精度誤差,以驗證心軸定位精度。采用此方法由于實際裝配的是基準齒坯內孔,而加工校正的是齒坯外圓精度,因此就對齒輪滾齒前道工序內孔和外圓的加工同軸度精度誤差有著嚴格要求。但是由于存在基準轉換及前道工序的誤差積累,因而對齒輪加工精度總會或多或少地帶來一些不利的影響,因此如何消除定位心軸與齒坯內孔之間的定位間隙,在滾齒作業時消除幾何偏差對齒輪加工和使用精度的影響,是提高齒坯在滾齒機上定位安裝精度的關鍵。通過工藝分析,借鑒可脹心軸的設計原理,設計一種滾齒定位專用可脹心軸,該工裝利用錐度自定心原理,通過合理的心軸、脹緊套設計及彈簧壓緊裝置,可以快速準確地將齒輪裝夾在滾齒機床上,進行滾齒加工,且加工基準與裝配基準一致,從而達到提高生產效率、提高產品質量的目的。
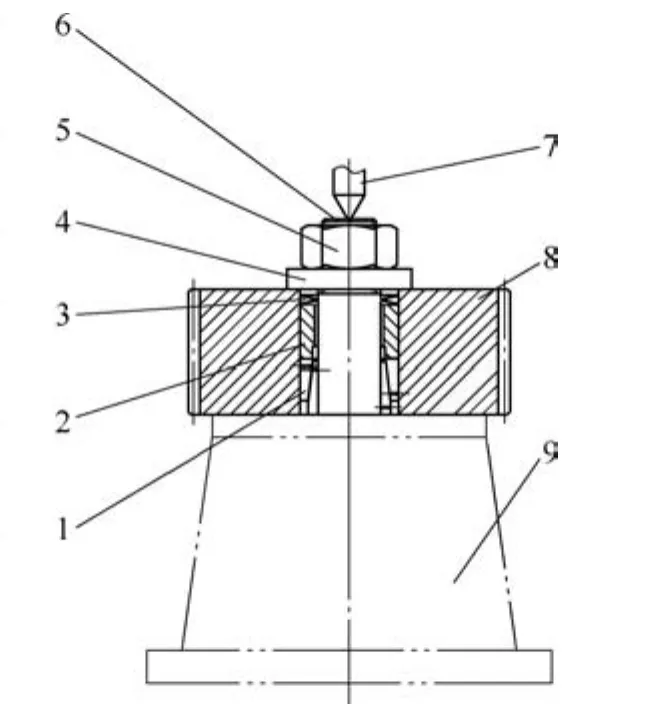
圖1 自定心可脹心軸
河南林業職業學院 (洛陽 471000) 安存勝
河南衛華重型機械股份有限公司 (新鄉 453400) 聶福全
介紹提高齒輪類零件在滾齒機上定位精度的方法。通過使用簡單的工裝,能快速在滾齒機上定位齒輪坯件,并保證定位精度,從而保證齒輪的加工精度。
(2)工裝設計結構和制作工藝。該工裝(見圖1)由心軸6、壓緊螺母5、壓板4、壓縮彈簧3、開口式內錐套2、外錐套裝置1組成。外錐套1和心軸6采用過盈配合方式聯接,開口式內錐脹套2和帶有對稱開口的外錐脹套1錐面配合,通過調整壓緊螺母5、壓縮彈簧3、軸套2,使開口式內錐脹緊套2與開口式外錐套1之間產生滑動,在錐度配合的脹力作用下,將開口式內錐脹緊套2撐開,實現與齒輪內孔緊密配合,同時通過壓緊螺母5及壓板4將工件壓緊在滾齒機工作臺上,實現齒坯的快速定位和裝夾的一體化作業。由于壓縮彈簧3的柔性壓緊,因而開口式內錐脹緊套2的脹開速度非常均勻,通過該工裝可快速地將齒輪精確、無間隙的定位在心軸上,利用加工與實際裝配基準一致的齒輪內孔和端面作為基準,消除基準不重合誤差帶來的影響,確保加工齒輪精度提高,縮短工件裝夾時間,提高生產效率。
為提高內外錐面和心軸的配合精度,工裝在制作時應采用模擬實際使用狀態配對加工工藝,即先將心軸6加工好,然后裝入開口式外錐套1,磨削開口式外錐套1至錐度要求。開口式內錐脹緊套2先單獨加工出內錐孔,然后按照圖1所示方式將工裝裝配在一起,并鎖緊壓緊螺母5,使開口式內錐脹緊套2脹開至一定尺寸,處于模擬工作狀態,然后在外圓磨床上以兩頂尖定位方式,磨削開口式內錐脹緊套2外圓表面至要求尺寸和形位精度。在磨削外圓時一定要達到無火花磨削狀態,這樣加工出的可脹心軸自身的定位精度最高,使用效果也最好。
(3)工裝的使用方法。如圖1所示,使用時先將心軸6緊固在滾齒機底座上,采用千分表校正心軸與工作臺回轉中心一致,安裝外錐套和內錐脹緊套及其他工裝零件,將齒輪裝入心軸,使外錐套外圓與齒坯內孔配合,旋緊壓緊螺母5,通過壓板4、壓縮彈簧3和開口式內錐套2將壓力作用在錐套裝置1上,使外開口式內錐套2脹開,均勻脹開的內錐套2外圓緊緊地與齒坯內孔貼合,充分消除齒坯內孔與定位心軸之間的間隙,從而將齒輪無間隙地精確定位在心軸6上,同時壓板4的作用力將齒輪壓緊在工作臺底座上,齒坯就精確定位安裝在滾齒機上了,將滾齒機頂尖頂入心軸中心孔,就可以正常進行滾齒加工。該裝置具有將齒輪快速自定心及壓緊功能,可以有效提高齒坯在滾齒機上的定位安裝精度,具有加工精度高、操作快捷以及生產效率高的特點。
2. 齒輪軸零件安裝定位精度的提高
(1)常規定位方法存在的問題和解決措施。齒輪軸類零件在滾齒機上進行滾齒作業時,常規的方法采用“一夾一頂”的定位裝夾方式,即齒輪軸一端通過滾齒機床尾座上的頂尖和齒輪軸中心孔進行中心定位,另一端通過工作臺上的自定心卡盤進行定位和裝夾。滾齒機在出廠時尾座頂尖和工作臺回轉中心的同軸度精度誤差是已經經過精心調校過的,完全可以滿足滾齒時的定位精度要求,但隨著使用過程中機床的磨損和工藝系統精度誤差的積累,尾座頂尖會逐漸偏離工作臺回轉中心,此定位方法的定位精度會逐漸降低,此時再采用此種定位方法進行滾齒加工,齒輪加工精度將難以保證,容易出現噪聲大、傳動不平穩以及傳動效率低等質量問題。通過分析,設計了一種滾齒機專用可調式頂尖,該工裝利用四點可調定心原理,可快速地調整頂尖,使尾座頂尖與工作臺回轉中心同軸度精度得到有效保證,從而加工出高精度的齒輪軸類零件。

圖2 可調頂尖原理圖
(2)可調工裝的結構設計原理。如圖2所示,該工裝由鎖緊螺母7、上下各4個調整螺釘4和6、套筒5、頂尖3組成,利用滾齒機尾座的內孔,設計有一個帶上下兩排螺紋孔的套筒5,套筒5采用小過盈配合的方式安裝在滾齒機床尾座的內孔中,上下各4個調整螺釘4和6旋入套筒的螺紋孔,頂尖3的外圓同套筒5的內孔留有一定的間隙,將頂尖3裝入套筒5內,采用鎖緊螺母7將頂尖3軸向固定。頂尖3與套筒5采用間隙配合的方式,留有一定的可調間隙,通過調整螺釘4和6可以實現對頂尖進行徑向微量調整,使頂尖中心與機床工作臺回轉中心同軸度精度誤差得到有效保證,同軸度精度誤差可控制在0.005mm以內,這樣就使得齒輪軸在滾齒機上的定位安裝精度達到要求的公差范圍,確保滾齒時的基準與齒軸裝配時的基準一致,從而提高齒輪加工裝配精度。
(3)工裝的使用方法。滾齒作業時,先將千分表固定在機床工作臺上,使工作臺低速旋轉,查看千分表在頂尖外圓不同部位的跳動情況,手動調整上下兩排調整螺釘位置,直到將頂尖在整個伸出長度直線范圍內外圓的回轉跳動精度調整到預期狀態,然后將鎖緊螺母擰緊。這樣就保證了可調頂尖中心與機床工作臺回轉中心回轉同軸度精度的一致。然后將齒輪軸一端裝夾在工作臺上的自定心卡盤中,滾齒機上頂尖頂在齒輪軸另一端的中心孔內,由于事先已經將頂尖的中心與工作臺回轉中心調至一致,因此只需簡單地復核齒輪軸上部基準軸頸的跳動即可,這樣就保證了該齒輪軸的滾齒加工基準與裝配時所采用的基準一致,從而確保了零件的加工精度,達到提高齒輪軸加工精度的效果。該工裝操作便捷、精度可靠,使用調整方便,可以快速提高齒輪軸在滾齒機上的定位安裝精度。
3. 結語
上述工裝結構簡單、實用,可靠性高,成本低廉。齒輪類零件加工采用上述工裝和方法后,可以有效減小在滾齒機上的定位安裝誤差,實現齒坯在滾齒機上快速精確定位和校正的目的,為齒輪加工精度的提高提供了有效的保證。
[1] 田峰,聶福全,等. 采用兩頂尖法加工減速器高速軸齒輪[J].工程機械,2012(4):42-45.
[2] 聶福全. 防止帶內花鍵孔齒輪產生幾何偏心的制造工藝[J].工程機械,2004(10):55-53.
