BOP吊車安裝精度控制工藝方法研究
2015-05-09 00:50:13周長江江齊鋒
造船技術 2015年5期
關鍵詞:工藝
周長江 , 江齊鋒, 周 俞
(1.上海熔圣船舶海洋工程技術有限公司, 上海 200444; 2.大連中遠船務有限公司, 遼寧 大連 116113; 3.上海外高橋造船有限公司, 上海 200137)
BOP吊車安裝精度控制工藝方法研究
周長江1, 江齊鋒2, 周 俞3
(1.上海熔圣船舶海洋工程技術有限公司, 上海 200444; 2.大連中遠船務有限公司, 遼寧 大連 116113; 3.上海外高橋造船有限公司, 上海 200137)
對“大連開拓者號”鉆井船上的BOP吊車特點和難點進行了分析,并對該吊車的整個安裝過程及精度控制要點進行了詳細的分解,依據其特點及現狀實際給出針對性的精度控制方法,從而保證BOP吊車順利完成安裝。
鉆井船 BOP吊車安裝 精度控制 工藝方法
1 引言
BOP吊車是深水鉆井船的核心設備之一,也是在鉆井船遭遇井噴時提供安全保障的重要設備。該型BOP吊車重量重、跨距大、操作空間有限、精度要求高,做好其前期的技術研究工作對保證現場順利施工的意義十分重大。
2 “大連開拓者號”鉆井船BOP吊車特點及難點分析
2.1 BOP吊車特點介紹
(1) BOP吊車布置于DRILL FLOOR平臺后端,雙250 t鉤頭配置,最大吊裝載荷500 t,軌道跨距10 m,具體如圖1所示。
(2) 該吊車兩軌道位于不同的水平面,且兩平面落差達16 m。
(3) 由于甲板設備布置空間限制,該吊車的軌道下平臺為專門設置的獨立平臺。
(4) 該吊車由立腿和吊梁兩部分組成,如圖2、圖3所示。
2.2 BOP吊車難點分析
(1) 吊車跨距大,兩軌道間距10 m。
(2) 吊車兩軌道位于不同的平面,且兩平面落差達16 m。
(3) 因軌道平面落差較大,不能提前地面吊車組裝,給船上安裝帶來一定的操作難度和安全風險。
(4) 該吊車精度要求高,軌道間距公差:10 000±3 mm,即軌道平行度3 mm,單軌平面度:2 mm/2 000,雙軌道面垂向高度公差:16 010±5 mm,導軌與軌道的平面度:2 mm。具體如圖4所示。

圖1 BOP吊車布置圖

圖2 BOP吊梁圖

圖3 BOP立腿圖

圖4 BOP吊車軌道公差圖
3 BOP吊車安裝精度控制的步驟及工藝措施
3.1 BOP吊車軌道安裝的精度控制
(1) 提前對軌道面原結構進行精度測量,并依據各點實際測量數值確定軌道墊板的厚度值(見圖5),對墊板表面進行機加工,以保證墊板上表面的整體平整度值。

圖5 BOP吊車軌道墊板(加工前)
(2) 設立測量標桿,利用全站儀測量兩軌道墊板的平面度、軌道中心的平行度及高度偏差值。確保基礎數據精度可控。
(3) 兩條軌道的裝配定位同樣需用全站儀各狀態的精度數據。
(4) 為保證軌道和導軌的定位精度,需制作定位檢測用白鋼樣板,如圖6所示。

圖6 BOP吊車軌道及導軌定位檢測樣板
(5) 為保證軌道整體水平度需用頂壓門架定位軌道位置(見圖7),導軌側面拉索鋼線測量其平行度和垂直度。

圖7 BOP吊車軌道及導軌現場裝配圖
(6) 編制合理的焊接順序以減小焊接引起的變形。
(7) 做好軌道的焊前預熱及焊后緩冷保溫,并配備紅外溫度檢測儀,以保證焊接質量及由焊接引起的精度偏差量。
(8) 對于吊車下軌道的獨立支撐平臺,從設計階段考慮該平臺具有足夠的剛度,保證結構本身變形最小,并運用有限元的計算方法分析,減少結構本身原因帶來的安裝精度超差的風險。
3.2 吊車本體的吊裝方案策劃
(1) 吊車立腿高約19 m,寬10 m,重量約90 t,如圖8所示。由于立腿頂部為法蘭連接面,特設計法蘭形式連接的專用吊耳以滿足吊裝要求,吊耳底部的圓孔為法蘭連接孔,如圖9所示。
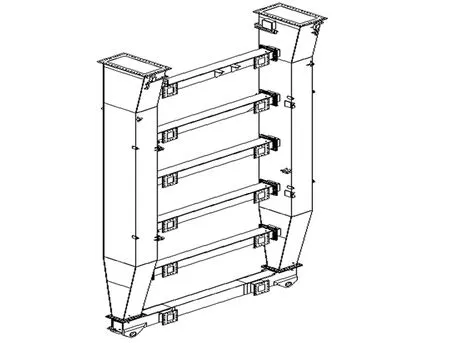
圖8 BOP吊車立腿三維模型圖

圖9 吊裝吊車立腿的特型吊耳
(2) 利用定位銷的方式解決立腿與吊車橫梁間的高空定位問題,如圖10所示。

圖10 吊車法蘭定位的定位銷
(3) 為滿足吊車整體合攏要求,立腿吊裝就位后需對其應用軟封固(手拉葫蘆形式),以保證在合攏對位時將其位置進行微調。
3.3 BOP吊車整體安裝效果
大噸位(500 t)BOP吊車的安裝精度控制,對于海工建造項目來說一直是高難度的工作之一,尤其像本項目的吊車兩軌道位于不同的水平面,更是一次嚴峻的挑戰。依據本吊車的特點和難點,針對性地對其進行攻關和周密策劃,成功設計出保證軌道和導軌精度的工藝控制方法,編制合理的焊接順序,以減小焊接變形對精度控制的影響,同時設計出專用特型吊保證立腿翻身、合攏。并依據技術工藝文件要求,現場跟蹤施工控制,保證嚴格按既定工藝程序執行。
經過技術和現場精度控制人員的精心策劃,嚴格控制,最終實現吊車軌道及吊車安裝一次交驗成功,且得到船東和吊車供應商的一致贊賞。
同時,在吊車軌道安裝過程中,為探索安裝經驗曾勘驗過火車和城市輕軌車輛的軌道,它們軌道和墊板的形式是壓接方式(見圖11),而不像船上是完全的焊接模式, 如果我們的海工設計能采用火車軌道型式的連接方式將顯著降低此種吊車的安裝難度,希望以后能在這個方面得到突破。

圖11 火車軌道的壓接方式連接
4 結束語
精度控制對海工制造項目至關重要,尤其是大型起重設備,其精度控制水平將直接影響設備服務質量,對于設備供貨商絕對不能允許超差現象的存在。為此,船廠方面,編制合理的精度控制工藝文件及焊接順序非常關鍵,且現場必須嚴格按工藝紀律進行施工控制,否則會造成返工甚至報廢設備部件的嚴重后果。
[1] 劉金武.焊接20 m超大型吊車梁精度控制工藝[J].焊接,1991,6:23-24.
[2] 邊道田,陳國榮,張傳金,等. 重型海洋工程起重機底座建造工藝及其精度控制技術[J].造船技術,2011,3:37-39.
[3] 湯明泉,李國平. 起重機軌道安裝技術及工藝要求[S]. 城市建設理論研究(電子版),2011.
Bop Crane Installation Precision Control Technology Research
ZHOU Chang-jiang1, JIANG Qi-feng2, ZHOU Yu3
(1.Shanghai RoyalSun Offshore Tech. Co., Ltd., Shanghai 200444, China;2.COSCO Dalian Shipyard, Dalian Liaoning 116113, China;3.Shanghai Waigaoqiao Shipbuilding Co., Ltd., Shanghai 200137, China)
This article analysed the characteristics and key points of installation of BOP crane on drilling ship of Dalian Developer which is built in COSCO Dalian, illustrated the installation progress and dimension control, provided targeted proposals on the precision control based on the characteristics and site situation, to ensure the BOP crane was installed successfully.
Drilling ship BOP crane installation Precision control Process method
周長江(1976-),男,項目主管。
U671
A
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52