化學品船的建造變形分析與控制
2015-05-08 12:58:13邵志杰李志遠王先孔
造船技術 2015年4期
林 坤, 邵志杰, 黃 燕, 李志遠, 王先孔
(滬東中華造船(集團)有限公司, 上海 200129)
化學品船的建造變形分析與控制
林 坤, 邵志杰, 黃 燕, 李志遠, 王先孔
(滬東中華造船(集團)有限公司, 上海 200129)
雙相不銹鋼是一類集優良的耐腐蝕、高強度等諸多優點于一身的材料,越來越成為化學品船的內殼材料首選,本文主要對變形趨勢進行分析,并結合典型產品介紹其典型應對控制措施。
雙相不銹鋼 變形控制
1 引言
雙相不銹鋼是一類集耐腐蝕、高強度優點于一體的鋼種。其物理性能介于奧氏體不銹鋼和鐵素體不銹鋼之間,但更接近鐵素體不銹鋼和碳鋼。其耐腐蝕能力明顯大于300系列奧氏體不銹鋼,而強度較奧氏體而言也表現更為優異,特別適合工程使用。圖1為2205雙相不銹鋼材料與普通不銹鋼材料對比。

圖1 2205雙相不銹鋼材料與普通不銹鋼材料對比
我公司新承接的化學品船,貨艙內膽設計全部采用2205雙相不銹鋼材料,涉及雙層底內底板、縱、橫隔艙壁、舷側內殼板、貨艙反頂甲板等位置,單船材料使用量達到2 500 t。雙相不銹鋼的建造質量將直接影響整個產品的建造,其中,變形的預測與控制措施十分重要。表1為2205雙相不銹鋼元素分布表。

表1 2205雙相不銹鋼元素分布表
2 變形預測重要性分析
一般認為,雙相不銹鋼的鐵素體與奧氏體比例為30%~70%時,可以獲得良好的性能。如圖2所示,在溫度升高時,部分鐵素體(α)與奧氏體(γ)會發生轉變,相體平衡之間也會發生相應變化,同時會產生有害金屬間相,從而影響整個雙相不銹鋼的性能。因此,雙相不銹鋼產品一般不建議采用火工矯正的方式,而采用冷加工矯正方式。
雙相不銹鋼材料的主要力學性能如表2所示,其屈服強度達到標準奧氏體不銹鋼的2倍多,在產品上可以減小壁厚。然而由于強度大,塑性變形需要更大的外力,因此,一旦產生變形,需要更大的外力來矯正。
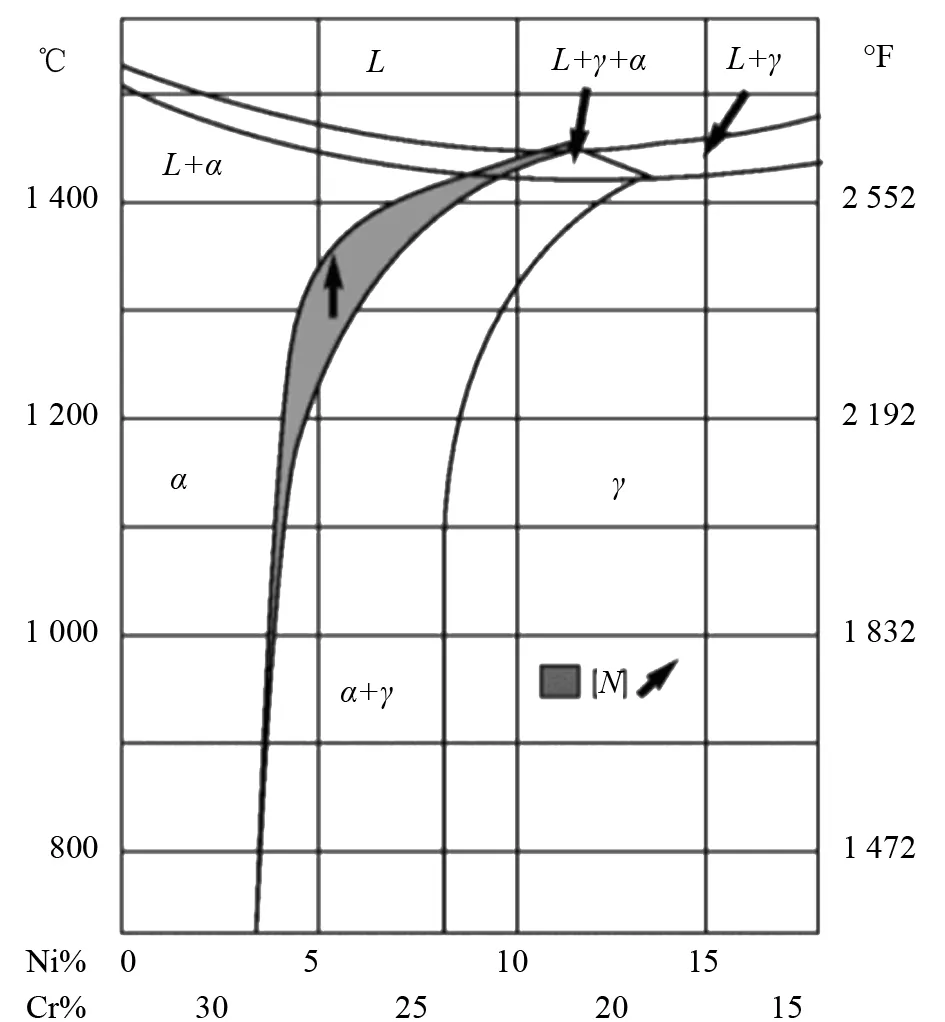
圖2 Fe-Cr-Ni三元截面相圖

表2 2205不銹鋼的力學性能
同時,由于材料硬度大,與碳鋼、奧氏體不銹鋼相比,余量的切割、打磨則會變得十分困難。粗略統計,處理同樣長度的余量板縫,雙相不銹鋼材料花費人工與碳鋼相比在4倍以上。
綜合以上三點,分析雙相不銹鋼材料的變形趨勢,從而采取措施進行前期干預和預防十分重要。
3 變形理論分析與計算
3.1 焊接變形預測基本方法
國內外學者對焊接變形的研究至今已有半個多世紀的歷史,關于焊接變形預測方法也取得了不少研究成果。這些方法歸納起來可分為三類:經驗(試驗)法,解析法和數值模擬法。
經驗(試驗)法是通過實驗建立經驗公式和數據曲線,用經驗公式和數據曲線來估計焊縫的收縮量及角變形量。這些經驗數據是在一定條件下的試驗或生產實際中得到的,一般被限制在特定的變形模式上,具有一定的局限性。
解析法(彈性理論方法)是基于經典彈性理論的研究,忽略熱彈-塑性的研究方法。該方法是建立在平截面假定和其它一些假定基礎之上,推出焊接加熱條件與變形間的關系。該法只能適用于一些簡單的焊接構件,如簡單梁板的焊接收縮變形和角變形。
焊接數值模擬法自上世紀70年代提出以來,得到迅猛發展。其中,熱彈塑性有限元法和固有應變有限元法是常用的數值模擬方法。其理論上通過對復雜或不可觀察的焊接現象進行模擬以及對極端情況下尚不知的規則的預測,以助于認清焊接現象的本質,弄清焊接過程的規律,從而優化結構設計和工藝設計。
3.2 本產品分析方法的選擇
焊接數值模擬法,作為目前前沿的焊接變形預測方法,大量的實驗數據顯示,在輸入合理的實驗參數和邊界條件,并結合典型材料、典型接頭和不同的焊接工藝方法下的焊接變形數據庫,可以獲得與實測結果相比較為精確的計算數據。然而,該方法存在計算量龐大,邊界條件精確選取難度大,材料高溫性能參數數據不足等各種問題。
在新產品的策劃過程中,單純應用焊接數值模擬法進行預測變形從周期上、成本上都不能滿足生產的需要。因此,在本船變形分析中,最終采用了經驗數據與固有應變法中典型接頭變形數據相結合的分析方法。
3.3 變形數據分析
從表3及表4中我們可以發現,與碳鋼相比,2205雙相不銹鋼熱膨脹系數基本一致,但導熱率較碳鋼小很多,焊接過程中的熱量不易傳導散發,焊接輸入熱量比較容易產生局部變形,在收縮方面,理論上應與碳鋼基本一致。

表3 熱膨脹系數
(來源:生產商數據)

表4 導熱率
(來源:生產商數據)
(1) 拼板收縮。
根據產品板厚及結構特點,設計了橫向四拼板的試驗方案(見圖3),拼板間隙與產品一致,控制在1 mm以內,對焊接前后的縱向(L1,L2)、橫向(W1,W2)以及對角(D1,D2)尺寸進行統計,如表5所示。

圖3 拼板試驗模型圖

試件階段L1L2W1W2D1D21收縮量0067772收縮量0287773收縮量2367874收縮量1167765收縮量006756平均收縮值0.61.26.476.86.6
試驗結果顯示,內底板不銹鋼拼板焊接沿長度方向基本無收縮,寬度方向收縮量在6~7 mm左右,考慮到裝配間隙,單根焊縫寬度方向收縮約為1.8 mm,與碳鋼基本一致,這也印證了前述收縮方面雙相不銹鋼應與碳鋼基本一致的理論分析。
(2) 拼板平整度變形。
化學品船由于洗艙要求,為防止洗艙積液,對平整度要求很高,根據IACS.NO.47規范以及現場船東要求,本船單位面積的平整度要控制在5 mm之內。為此,我們設計中含有多個十字接頭、丁字接頭,同時對板厚存在變化的復雜拼板的平整度變化情況進行試驗。
如圖4所示,試驗拼板由9張板組成,焊接方式為埋弧自動焊。該實驗包括十字接頭2處,T型接頭4處。試驗板材包括10 mm厚度板7張,14 mm厚度板2張。
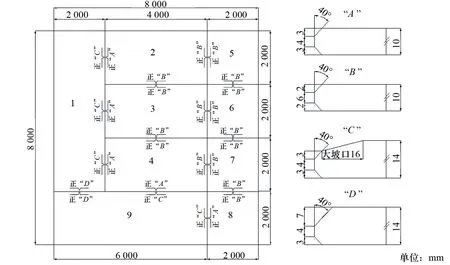
圖4 拼板試驗圖
試驗先進行2、3、4、5、6、7板材的拼板,完成2處十字接頭焊縫。拼接好的板再和1、8、9板材進行拼接。考慮到焊接起弧端的變形較小,我們對焊接順序進行了策劃,如圖5所示。

圖5 焊接順序圖
試驗在每塊拼板(含翻身前后)焊接結束待焊縫處溫度降低到室溫之后,對產生的平整度變化全過程進行了記錄,數據采集點及最終數據如圖6、表6所示。

表6 平整度測量數據

續表6 平整度測量數據

圖6 平整度測量采集點
同時,我們對焊縫T型接頭處進行了拍片探傷,共拍片19張,有3張不合格。分析原因如下:① 焊接過程中出現了定位焊的開裂,應力較大產生了裂紋。② 由于精度原因進行了打底焊接,打磨處理時沒有完全清除內部的夾渣。
通過試驗,總結得出以下結論:① 雙相不銹鋼拼板平整度變形較碳鋼要大。② 冷卻時間基本在2 h左右,壓鐵可以在焊接結束2 h吊離。③ 熄弧端的焊接變形比起弧端的變形要大,變形的大小和焊縫的長度成正比。④ 采用適當的焊接順序能夠在一定程度上較少焊接變形。⑤ 通過探傷拍片發現,拼板的T型和十字型接頭數量越多,焊接缺陷的發生率越高。
根據以上結論及數據,我們對具體產品上的拼板工藝、焊接順序進行了策劃。力求通過合理的工藝步驟源頭上減少平整度變形。
(3) 構架收縮。
構架的收縮比較復雜,與板厚,板架形式、裝配順序、建造方法等都有一定的關系,考慮到在收縮趨勢上雙相不銹鋼材料理論上與碳鋼基本一致,在分析策劃時主要參考傳統的碳鋼收縮趨勢,即按照每檔收縮0.2~0.3 mm計算。
3.4 典型分段余量分析與數據加放
以縱隔艙為例,該分段由兩道縱隔艙壁,三只平臺以及內部構件組成。分段形式如圖7所示。

圖7 縱隔艙分段示意圖
(1) 拼板順序。
根據拼板平整度變形試驗得出的結論,熄弧端的焊接變形比起弧端的變形要大,變形的大小和焊縫的長度成正比,為了保證小拼板完成后與大拼板的裝配性,制定了縱艙壁板拼板順序圖,如圖8所示。
(2) 余量/系統補償量加放。
① 船長方向。
拼板收縮:三根拼板縫,總體收縮1.8×3=5.4 mm。
構架收縮:縱艙壁每600 mm一道垂直扶墻材或肋板,分段長19.8 m,每檔按0.3 mm收縮計算,總體收縮值為0.3×20=6 mm。
來料公差:按照鋼廠來料±2 mm公差范圍,考慮極小板情況,累計誤差為2×4=8 mm。

圖8 縱艙壁板拼板順序圖
船長方向出現極端偏小誤差為19.4 mm。分段一端正作,一端加放20 mm系統補償值。
② 船深方向。
拼板收縮:五根拼板縫,總體收縮1.8×5=9 mm。
構架收縮:平臺、球扁鋼產生收縮量,每檔按0.3 mm收縮計算,總體收縮值為3.9 mm。
來料累計公差:10 mm。
總組熔透坡口間隙:縱艙壁與內底板、甲板之間為熔透焊,需加放熔透焊間隙各5 mm。
船長方向出現極端偏小誤差為22.9 mm,除去10 mm的熔透焊間隙,綜合考慮總組方式,分段上端正作,下端加放10 mm系統補償值。
③ 內部構架。
肋板無熔透要求,在上下端面分別加放+5 mm系統補償值,用來控制坡口間隙。
平臺兩端正作,不加放補償值。
4 其它建造控制措施
4.1 分段劃分
全船雙相不銹鋼按照結構特點劃分為雙層底、舷側、甲板、縱橫隔艙等分段,長度、寬度等分段主尺度基本一致,使得相似分段的變形趨勢相對一致,易于后續對接、搭載。
4.2 建造法
雙相不銹鋼分段大量采用片段化建造,片段安排在專門場地專用胎架上建造,建造方式考慮盡可能減少翻身,作PS劃分的分段要求同胎制造,進一步確保變形可控。
4.3 余量加放
在前述變形趨勢分析基礎上,同步考慮來料的公差產生的累積誤差,原則上保證出現極端負公差累積誤差不影響分段完工主尺度。
4.4 制定準用的加強工裝
對槽形壁分段、甲板分段以及片段等未形成框架式結構的物件,差別化地制定運輸、翻身、吊裝過程中的加強措施和加強專用工裝,減小過程中產生塑型變形。
4.5 嚴格工藝紀律
針對不同分段類型制定了作業指導書并張貼在作業現場,對制作工藝流程,焊接電流、電壓操作注意事項等規定明確,確保工藝有效執行。
5 結束語
焊接過程不均勻地加熱和冷卻使得焊縫及其附近金屬產生非均勻的膨脹和收縮,從而產生焊接殘余應力和各類焊接變形,復雜船體結構的焊接變形本身就是多種多樣基本變形的組合,精確預測焊接變形是一個很困難的問題。
在面對雙相不銹鋼這一接觸較少的新材料時,通過理論分析,梳理出其變形趨勢與我們相對熟悉的碳鋼材料變形趨勢之間的關系,并通過一定的試驗佐證,分析出主要節點的變形趨勢,制定出適合的制作工藝指導生產。同時結合管理措施,確保工藝執行,對確保雙相不銹鋼化學品船的順利建造具有非常重要的實際應用價值。
[1] 國際鉬協會(IMOA).雙相不銹鋼制造加工實用指南(第二版)[M].2009.
[2] 李鴻,任慧龍,曾驥.預測船體分段焊接變形方法概述[J].船舶工程,2005,27(5):55-58.
[3] 徐琳,佘昌蓮,周旭春等. 焊接變形預測的研究進展[J].機械工程師,2006,2:27-29.
[4] 羅宇,魯華益,朱枳鋒.固有應變的概念及其在船舶建造中的應用[J].造船技術, 2005,2:35-39,20.
[5] 羅宇,鄧德安,江曉玲等.熱變形的固有應變預測法及實例[J].2006,27(5):17-20.
[6] 羅宇,朱枳鋒,魯華益.船用大型焊接結構的焊接變形預測實例[J].造船技術,2005,3:34-37.
Deformation Analysis & Control Method in Chemical Tanker Construction
LIN Kun, SHAO Zhi-jie, HUANG Yan, LI Zhi-yuan, WANG Xian-kong
(Hudong Zhonghua Shipbuilding (Group) Co., Ltd., Shanghai 200129, China)
Duplex stainless steel becomes more and more popular for the chemical tankers′ inner shell for it enjoys supreme corrosion resistance and structure strength.Deformation trend of duplex stainless steel is analyzed here.And deformation control method is introduced basing on typical products.
Duplex stainless steel Deformation control
林 坤(1983-),男,工程師。
U671
A
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
