Q690E高強鋼窄間隙MAG立焊工藝
2015-05-08 12:58:12陸漢忠張華軍賈小磊趙德龍
造船技術 2015年4期
陸漢忠, 張華軍, 蘭 虎, 賈小磊, 趙德龍
(1. 上海振華重工(集團)股份有限公司, 上海 200125; 2. 哈爾濱理工大學, 黑龍江 哈爾濱 150080;3. 上海海工裝備智能焊接制造工程技術研究中心, 上海 200125)
Q690E高強鋼窄間隙MAG立焊工藝
陸漢忠1, 張華軍1, 蘭 虎2, 賈小磊3, 趙德龍3
(1. 上海振華重工(集團)股份有限公司, 上海 200125; 2. 哈爾濱理工大學, 黑龍江 哈爾濱 150080;3. 上海海工裝備智能焊接制造工程技術研究中心, 上海 200125)
針對海洋平臺樁腿齒條板傳統焊接質量穩定性差和生產效率低的現狀,提出雙面窄間隙MAG立焊新工藝。對雙面窄間隙MAG立焊工藝過程進行說明,并與手工電弧焊工藝進行比較,最后進行雙面窄間隙MAG立焊焊接試驗。試驗過程中針對試板雙面焊接采用雙機器人異步焊接方法保證焊接質量提升焊接效率。依據工藝評定規范AWS D1.1 2010,對焊接接頭開展的工藝評定試驗,評定結果表明雙面窄間隙MAG立焊工藝滿足規范要求,推進了雙面窄間隙MAG立焊工藝應用于樁腿齒條板焊接的進程。
低合金高強鋼 機器人 窄間隙MAG立焊
1 引言
鉆井平臺樁腿是平臺移動、安裝和作業過程中的主要承力部件。生產中,齒條對接焊采取手工焊條電弧焊,產品的質量嚴重依賴焊工水平,工人勞動強度大,生產環境惡劣。樁腿齒條板對接高效焊接方法推廣以及實現機器人自動化焊接是提升產品競爭力的重要組成部分。目前,高強鋼厚板的高效焊接方法主要有:(1) 減小焊縫截面面積,如窄間隙焊接;(2) 采用大能量輸入或復合熱源提高熔敷效率,如熱絲TIG焊;(3) 采用簡化工序的方法,如雙面雙弧焊;(4) 或是幾種高效焊接方法的組合,如窄間隙熱絲TIG焊[1~3]。
在以上方法中,窄間隙焊接以其坡口的獨特性,使其應用于大厚板焊接能夠較大程度地減少焊材消耗,降低人工強度,縮短焊接時間,改善焊接環境,易于實現自動化。樁腿焊接通常采用立焊位置實現雙面焊,提高焊接效率同時減小焊接變形。采用窄間隙MAG立焊方法進行樁腿齒條板制造成為樁腿制造智能化的關鍵環節。因而本文主要探討雙面窄間隙MAG立焊工藝,及其應用于樁腿焊接的優勢,并通過50 mm厚試板焊接工藝評定試驗,進行焊接方法的適用性評價。
2 樁腿齒條板窄間隙MAG立焊工藝分析
雙面窄間隙MAG立焊工藝主要針對樁腿齒條大厚壁、坡口填充量大、焊接效率低下、冷裂傾向大的特點,本文提出一種高效、優質、節能、低耗材的新工藝。生產效率比傳統焊接提高3~5倍,焊接填充量減少60%,-40℃低溫沖擊韌性達到69 J以上,焊接質量也得到有效保障。以下對雙面窄間隙MAG立焊工藝過程進行介紹,并與傳統手工焊條電弧焊方法進行了比較。
2.1 雙面窄間隙MAG立焊工藝過程
坡口采用雙面對稱窄間隙坡口,焊前需預熱。正面坡口需先焊多層作為打底焊,保證焊縫清根時強度,同時控制焊層數,減少非對稱變形。由于坡口窄而深,采用專用的仿形銑刀進行機械清根,清根分多次進刀,為保證根部熔合良好,需清根到正面焊接金屬。清根完畢,進行背面窄間隙立焊,背面與正面焊接時參數基本一致,焊接過程控制層高,以消除正面焊接變形。當背面坡口深度與正面等同時,開始進行雙面窄間隙交替立焊。焊后緩冷以防止冷裂紋。焊接過程采用窄間隙熔化極活性氣體保護電弧焊,一層一道,正面多層窄間隙立焊步驟中每一道的焊接工藝參數為同等,相應背面多層焊接過程工藝參數也同等。所謂的焊接工藝參數為同等是指焊接電流、電弧電壓和停留時間相同,但焊接速度、擺動幅度、擺動速度和搖動幅度能在一定的范圍內略作調整。如此可保證焊縫填充高度穩定,有效控制熱輸入和焊接變形。
2.2 樁腿齒條板雙面窄間隙MAG立焊工藝與手工焊條電弧焊工藝比較
(1) 坡口形式比較。
圖1是對于兩種坡口形式焊縫的直觀比較。其中窄間隙立焊焊縫呈魚鱗狀,坡口窄小,焊縫周圍加熱痕跡范圍小。手工焊條電弧焊蓋面層有十多道,蓋面焊縫平整度較差,需進行大量打磨,焊縫周圍加熱區域加熱痕跡明顯。

圖1 X型坡口與窄間隙坡口對比圖
圖2所示為雙面窄間隙坡口截面示意圖,雙面窄間隙坡口相對傳統X型坡口填充量小的優勢隨著工件厚度增加而增加。這一特性決定其在大厚板焊接中能極大減少焊材使用量。統計數據表明坡口減少量在50%~80%之間[4]。針對123.36 m樁腿,177.8 mm厚齒條板焊接試驗表明,窄間隙焊接焊絲填充量約為12.5 kg,而X型坡口則需要約30 kg焊條。

圖2 窄間隙坡口焊縫示意圖
(2) 電弧行為比較。
窄間隙MAG立焊焊接電弧運動方式是搖動加擺動的復合運動效果,充分利用窄間隙空間確保側壁融合。其熱源移動過程與手工焊條電弧焊有較為明顯的區別,如圖3所示。
首先,由于窄間隙MAG立焊采用了復合運動的方式,其電弧移動速度在運動過程中變化。從側壁一側開始到另一側過程中,側壁處速度最小,焊道中心位置速度最快。其次,電弧移動的軌跡如圖3所示類似鋸齒形,其中弧線運動速度較沿直線位置時的速度大的多。模擬電弧從焊道左側轉移至右側的過程中熔池形態如圖4所示。在側壁位置電弧速度較小,熱輸入大,熔深較深,熔池形態為橢球形。之后電弧移動速度加快,電弧前端熔深減小,但由于之前焊接周期預熱的緣故熔池區域并未減小。電弧移動至焊縫中心后,速度達到最大,熱輸入最小,并有拖尾現象。繼續移動,電弧速度減小,熔深逐漸加大,拖尾減小,最終呈橢球形。然而由于右側金屬預熱相比不夠充分,其熔池大小相較左側偏小。
整個焊接過程熱輸入不均勻,熱流主要在側壁位置集中,除了側壁上升階段其它位置電弧移動速度較快,熱輸入小的多。電弧擺動過程,同時帶動側壁熔化金屬向焊縫中間流動,因而即便焊縫熱輸入較小,同樣能夠與側壁具有相等填充高度。由此可知電弧快速遠離和熔池的重新分配都使得側壁位置熔池降溫較快,熱影響區減小。正是如此特性,使得焊縫接頭焊縫脆化區減小,性能提高,減小低合金高強鋼的焊縫冷裂情況發生。
(3) 工藝效率比較。
由于坡口較小,窄間隙焊接可以很大程度上降低填充金屬量,節省工時,增加場地流轉效率,大幅降低生產成本[5]。坡口形式簡單,結構穩定適用于自動化焊接進而提高生產效率。目前生產齒條板多采用X型坡口手工焊條電弧焊焊接工藝,其焊接過程耗費工時約為兩個焊工連續生產三天三夜,而采用雙面窄間隙立焊機器人焊接的方式后,實際焊接過程耗時約為12 h。由此對比可以看出對于樁腿生產,雙面窄間隙MAG焊接工藝效率有較大幅度的提高。

圖3 焊槍移動路徑示意圖及焊接速度
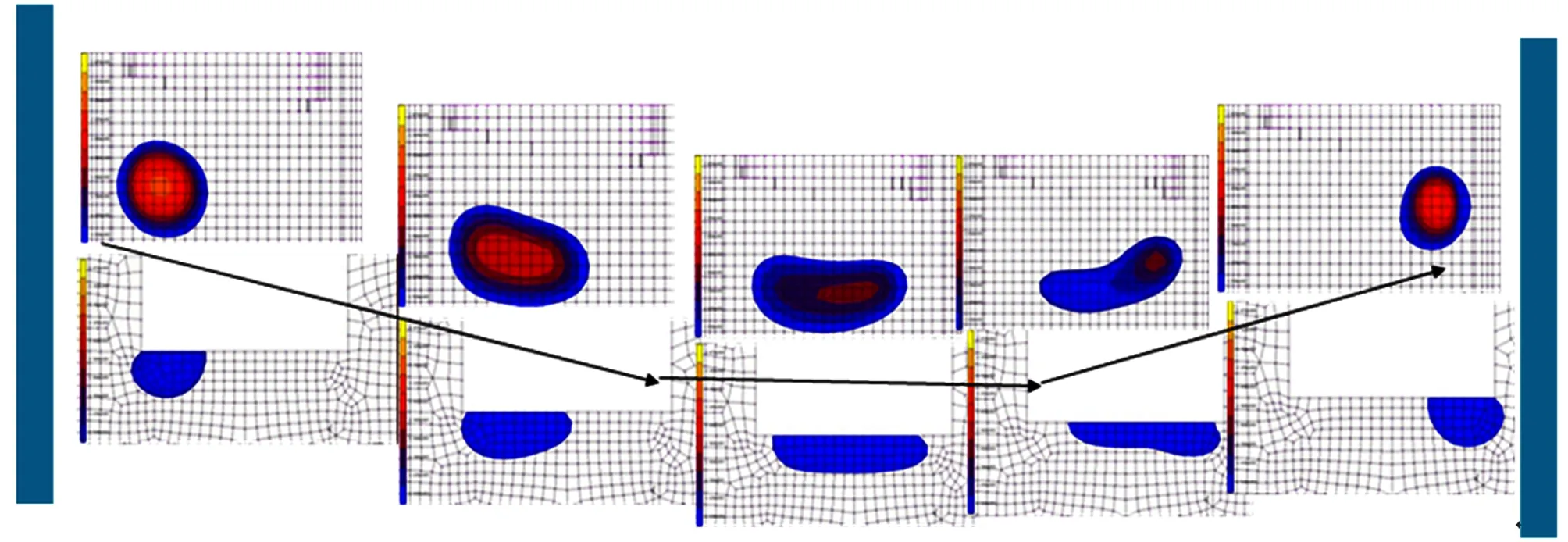
圖4 擺動過程熔池形態
3 工藝評定試驗
依據AWS D1.1 2010評定標準采用優化工藝參數進行窄間隙立焊焊接評定。表1為試驗條件的介紹。
3.1 實驗材料及條件
試板選用高強鋼Q690E,其化學成份如表2所示。
預制坡口形式如圖2所示,具體尺寸如表3所示。

表1 試驗條件

表2 試板材料化學成分

表3 裝配參數
通過前期諸多試驗證明,該焊材立焊位置成型良好,接頭性能能夠滿足強度需要。
評定所用試板為Q690E低合金高強鋼,為避免焊后裂紋的出現,需對焊接試板進行焊前預熱及后熱處理。針對50 mm厚試板,預熱溫度確定為100℃~150℃。后熱250℃~300℃,保溫2 h~3 h。加熱使用電加熱陶瓷板,兩面同時進行,加熱過程采用硅酸鋁纖維毯包裹。
3.2 焊接參數
依據對設備調試試驗得到的合理的焊接規范進行焊接試驗。表4為工藝參數介紹。

表4 工藝參數
4 試驗結果與分析
4.1 宏觀試樣分析
窄間隙焊接側壁處易出現焊接缺陷,比如側壁熔合不良以及與之相關形成夾雜、氣孔等現象。焊接過程中電弧穩定燃燒,且達到側壁后能夠穩定在側壁底端燃弧,并未出現電弧爬升,表明側壁距離和焊接規范合適。如圖5所示焊縫成型良好,經20%硝酸酒精溶液處理后,可以看到焊縫側壁融合線整體近似直線,焊層之間熔合無缺陷。
擺動槍頭,窄間隙焊接填充過程中電弧唯有在側壁位置時,才與母材進行接觸,而中間擺動過程可視為熔池本身內部作用。依據前文分析,窄間隙焊接熱流較傳統熱源更為集中,熱影響區小。試驗測得熱影響區寬度為2 mm~3 mm。

圖5 接頭宏觀圖
4.2 力學性能試驗
針對試板開展的力學性能試驗包括減斷面拉伸
[][]
試驗、硬度試驗、彎曲試驗、沖擊試驗。表5中拉伸試驗結果顯示斷裂位置均處于母材,表明焊縫強度高于母材,且接頭抗拉強度滿足標準要求。表6硬度試驗結果合格(420HV10)。側彎試驗結果均合格(彎曲角度180°,壓頭直徑63.5 mm)。側彎試驗反映出焊接接頭的熔合良好。硬度試驗取樣表明熱影響區硬度值遠高于母材和焊縫,但依然在標準范圍內。焊縫沖擊試驗結果如表7所示,結果表明,焊縫接頭在低溫-40℃沖擊功滿足不低于69 J的要求,低溫韌性良好。

表5 拉伸試驗結果(790 ≤σb≤ 965 N / mm2)

表6 硬度試驗(<420HV10)

表7 沖擊試驗結果
注:-40℃不低于69 J。
5 結論
(1) 雙面窄間隙MAG立焊焊接方法相比X型坡口手工焊條電弧焊,能夠極大減少厚板焊接焊材消耗和提高焊接效率,降低焊接勞動強度,易于實現自動化。
(2) 對于177.8 mm的樁腿齒條板,窄間隙立焊工藝能夠節約60%左右的焊材和人工成本,具有較明顯的經濟和技術效益。
(3) 采用雙面窄間隙立焊設備用于50 mm厚板立焊焊接工藝評定試驗達標,為后續樁腿焊接生產奠定了基礎。
[1] 高洪明,吳林. 提高焊接生產率的途徑[J]. 焊接,2002,2: 6-10.
[2] Malin V Y. The State-of-the-art of Narrow Gap Welding[J].Welding Journal, 1983,62(4):22-32.
[3] 周方明,王江超,周涌明等. 窄間隙焊接的應用現狀及發展趨勢[J]. 焊接技術,2007,8: 4-7.
[4] 王續明, 高琴, 陳樹君等. 大電流直流正接MAG焊接工藝的研究[J]. 煤礦機械, 2009, 5: 99-101.
[5] 謝敬佩. 耐磨鑄鋼及熔煉[M]. 北京: 機械工業出版社,2003.
Narrow Gap MAG Vertical Welding Process for Q690E High Strength Steel
LU Han-zhong1, ZHANG Hua-jun1, LAN Hu2, JIA Xiao-lei3, ZHAO De-long3
(1. Shanghai Zhenhua Heavy Industry Co., Ltd., Shanghai 200125, China; 2. Harbin University of Science and Technology, Harbin Heilongjiang 150080, China; 3. Shanghai Engineering Research Center of Marine Equipment Intelligent Welding, Shanghai 200125, China)
Aimed at the current situation of poor quality stability and low production efficiency in producing offshore platform pile legs, a new process of double-sided narrow gap MAG vertical welding was proposed. An introduction of the new process has been provided, subsequently welding experiment with the new process was carried out. Two robots welding in asynchronous manner at double sides of test piece for welding was launched to avoid welding disturb and promote welding efficiency. According to AWS D1.1 2010, welding procedure qualification experiment was implemented. The result showed that narrow gap MAG vertical welding process was suitable for producing pile legs. It took one step further for the application of robot double-sided narrow gap MAG vertical welding and automation of pile leg butt welding.
High strength low alloy steel Robot welding Narrow gap MAG vertical welding
陸漢忠(1975-),男,碩士。
U671
A
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
