新型船舶軸系安裝設備開發
2015-05-08 12:58:11孫世芳
造船技術 2015年4期
孫世芳
(浙江國際海運職業技術學院, 浙江 舟山 316021)
新型船舶軸系安裝設備開發
孫世芳
(浙江國際海運職業技術學院, 浙江 舟山 316021)
針對目前造船企業在船舶軸系安裝過程中耗時耗工的問題,開發出一套船舶軸系安裝專用設備。通過實船軸系安裝試驗表明,利用該套安裝設備及采用與之相應的安裝工藝可有效地縮短軸系安裝周期,降低勞動強度,從而提高船企的經濟效率。
船舶軸系 安裝設備 安裝工藝
1 項目背景
船舶軸系的安裝在船舶建造過程中占有重要地位[1],而其安裝離不開特定的安裝設備。現階段我國船舶企業對船舶動力裝置設備的安裝根據安裝設備的不同采用不同的安裝方法[2,3]:主機安裝采用龍門吊車直接吊裝到船舶機艙,然后在船體形變穩定后再做細微調整;其余設備的安裝則由龍門吊車吊裝到機艙后再利用起吊葫蘆安裝到位。軸系的整個安裝過程可以分為兩個階段:粗安裝和精確定位(如圖1所示)。粗安裝過程主要是將軸系安裝到相應位置,然后再借用起吊葫蘆和液壓裝置的幫助人工精確定位。經過對國內多家船舶企業的調研和國外相關資料的整理發現,現階段大部分船舶企業將兩個過程合二為一,即在粗安裝過程就采用人工吊裝定位,造成了整個安裝移位速度慢,耗時耗力,不利于船舶建造周期的縮短。

圖1 軸系吊裝
國內船舶企業對軸系的安裝工藝較為傳統[4],煙臺來福士、江蘇熔盛、舟山揚帆集團等船舶企業主要利用船塢起重設備加手拉葫蘆用人工方法將這些設備移動到位,然后人工精確定位,該方法工作效率低,且由于需要人工輔助,在安裝過程中易出事故。這種安裝工藝涉及到的安裝設備較少,技術含量低,所需人工勞動強度大。國外包括日本、韓國在內的船企主要采用船塢起重設備配上卷揚機通過人工移動到位的安裝方法,這樣的安裝工藝工作效率低,對安裝人員技術水平要求極高,所涉及到的安裝設備技術含量也較低。
船舶軸系安裝設備及安裝工藝發展滯后,造成我國造船企業船舶建造周期較長,在國際競爭中缺乏優勢。為提高造船技術含量,縮短船舶建造周期,從而提高勞動效率和企業的經濟效率,開發新型的安裝設備及適應新設備的安裝工藝便具有現實意義。圖1為軸系吊裝。
2 軸系安裝新工藝
針對軸系的安裝現狀,擬采用框架式的安裝方式,即設計出軸系安裝車,包括移動裝置(含夾持裝置),結構框架,導軌,支撐裝置。當動力軸由龍門吊車吊至機艙后直接放置到安裝車上,然后龍門吊車就可以省去,有安裝車直接將軸系輸送到位。以尾軸為例(尾軸有部分軸伸出船體外,相對中間軸安裝更加復雜)進行說明,當尾軸(尾軸在安裝前會安裝一滑移導軌,目的是利于尾軸伸出機艙外,由滑移導軌起到支撐力的作用,卸去前滑移裝置,使尾軸繼續移動)由龍門吊車放置在安裝平臺上(見圖2),安裝平臺上的夾持裝置固定尾軸(分前后兩部分)后沿導軌移動(見圖3),當尾軸一部分伸出機艙外,前置安裝平臺裝置移去后由支撐滑塊支撐尾軸一端重力(見圖4),此時尾軸的支撐點就成為后移動裝置和機艙外的支撐滑塊,然后尾軸繼續在安裝車移動裝置的驅動下繼續移位,直接安裝到位(見圖5)。最后再用兩個起吊葫蘆分別吊掛尾軸的兩端,這樣安裝車就可以移去,尾軸簡單定位如圖6所示,尾軸的精確定位再由人工慢慢調整。
對于從船艉安裝的軸系,可將該裝置翻轉,框架放于船體外,支撐裝置放于船體機艙,讓軸系從船艉放入框架,然后軸系一端移動到機艙內后放置到支撐移動裝置,繼續進行軸系安裝。整個軸系安裝裝置的安裝過程如圖2~圖6所示。
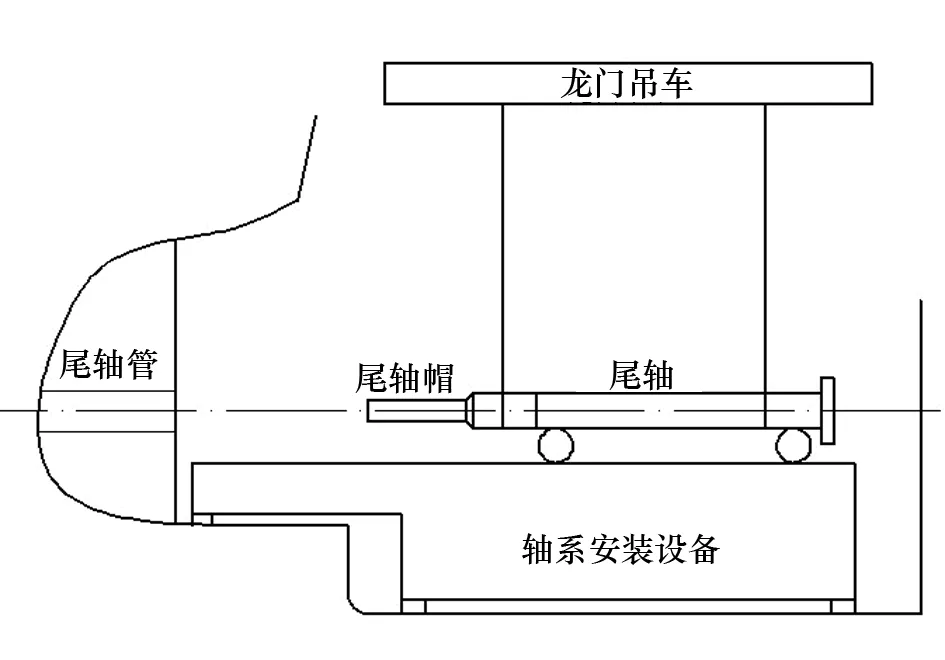
圖2 龍門吊車將尾軸吊裝到軸系安裝設備示意圖
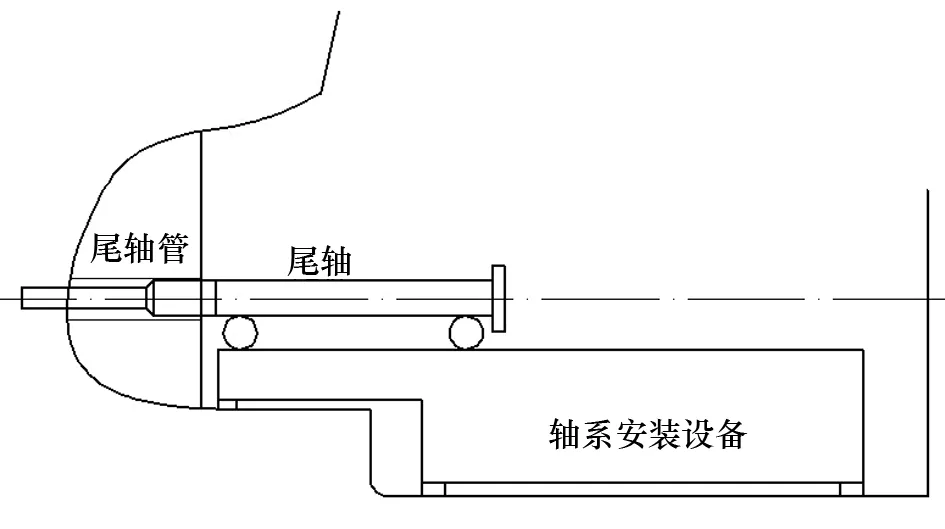
圖3 軸系安裝設備將尾軸滑動到尾軸管口
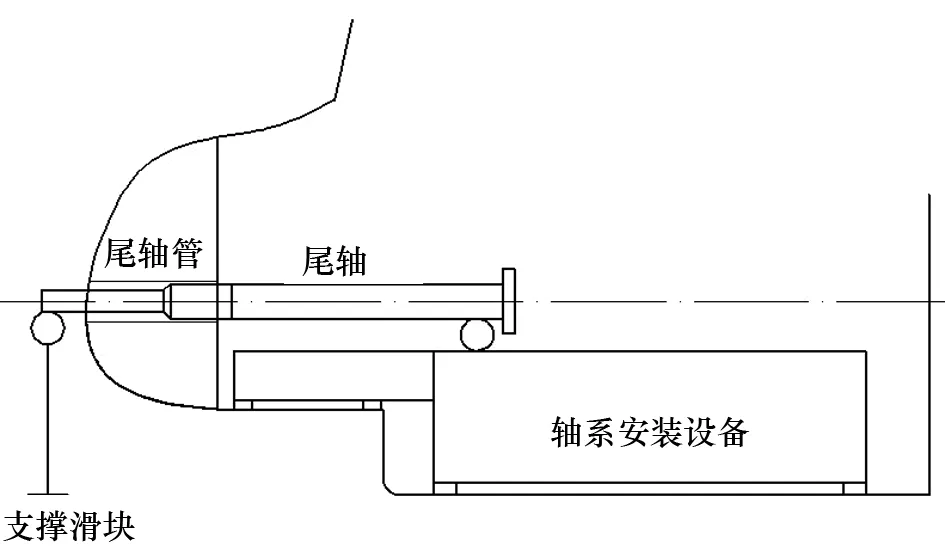
圖4 尾軸帽處由支撐滑塊起到支撐滑動的作用
這樣的安裝方式,整個過程耗時少,降低了工人的勞動強度,同時也減少了勞動人員的數量,達到省時省力、縮短安裝工作周期的效果。

圖5 尾軸在兩端支撐點的作用下完成到位安裝
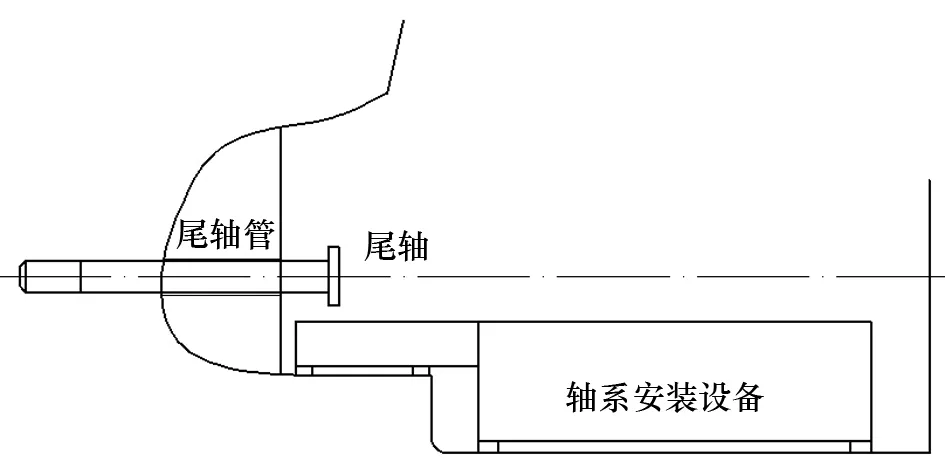
圖6 將尾軸兩端的支撐點拆去后精細調整定位安裝
3 新型安裝設備介紹

圖7 船舶軸系安裝設備結構圖
在船舶機艙中安裝拆分式的軸系安裝框架(根據船舶的實際情況確定該框架的高度),用于承載移動平臺、夾持裝置及所安裝軸系。其上安放移動平臺,驅動電機控制該平臺的移動與停止,實現遠程控制。移動平臺上安放夾持裝置,用于軸系的支撐與夾持,通過夾持裝置可實現軸系的位置微調(如圖7所示)。用龍門吊車將軸系直接吊裝在該平臺的夾持裝置上,通過夾持裝置的微調,調整軸系的垂直高度,在移動平臺驅動電機的驅動下將軸系安放在相應的位置,將該套設備拆除,即完成了軸系的安裝。圖7為船舶軸系安裝設備結構圖。
3.1 夾持裝置
此裝置安裝在軸系安裝設備的工作平臺上,用于支撐、夾持軸系,為軸系的移動提供平臺。裝置包括:旋轉手柄、拉移絲杠、支撐圓柱、支撐架、保護裝置、基座、絲杠固定塊、絲杠拉移塊、支撐墊塊、心軸、移動槽。拉移絲杠的特點在于以絲杠中心,兩側螺紋方向相反并在此處斷開,當絲杠左右旋轉時,與絲杠連接的拉移塊同向或反向移動;絲杠固定塊的特點在于只固定拉移絲杠的軸向位置而不阻礙其轉動;支撐墊塊的特點在于拉移絲杠穿過支撐墊塊與其不接觸;移動槽的特點在于使絲杠拉移塊與支撐墊塊在槽內運動,限制其移動方向。表1為夾持裝置的部件及作用。圖8為夾持裝置結構圖。
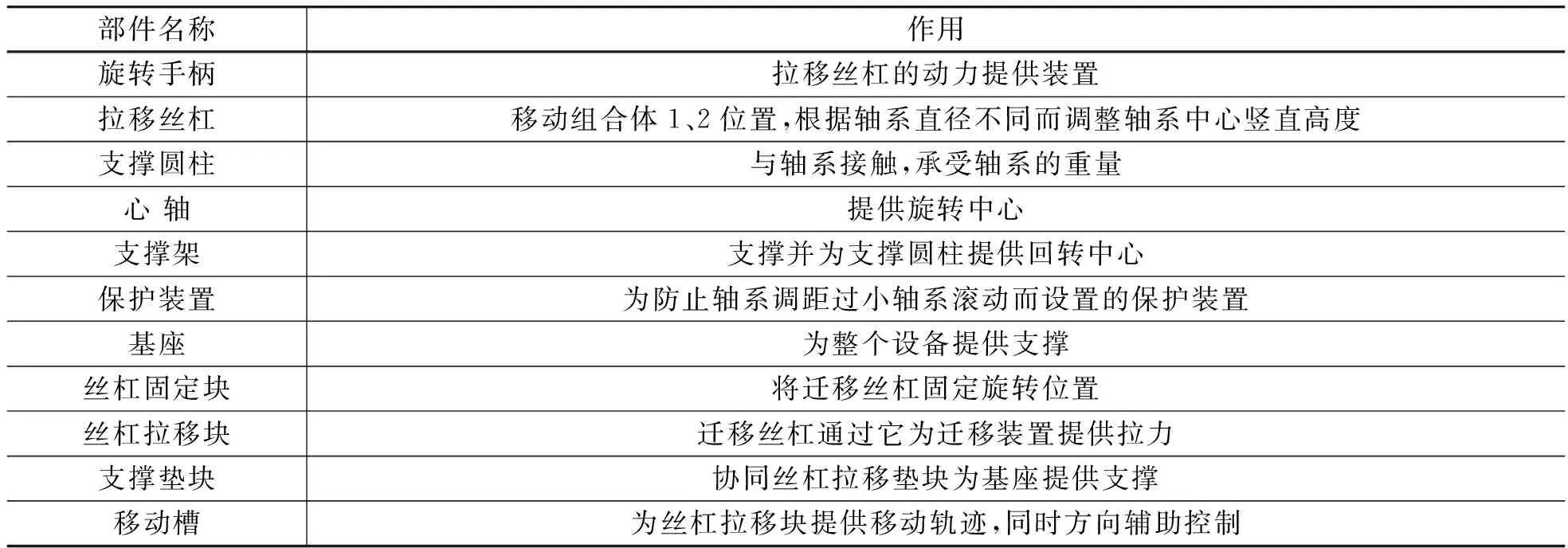
表1 夾持裝置的部件及作用

圖8 夾持裝置結構圖
3.2 工作平臺
本裝置安裝在軸系安裝裝置的結構框架上,可以在其上移動,軸系的夾持裝置安裝在該平臺上。該裝置用于運送所安裝的軸系。工作平臺包括:安裝平臺、滾輪、支撐架、心軸、驅動裝置及其控制系統。心軸的特點在于與滾輪、驅動裝置連接,即支撐滾輪,又將動力電機的能量傳遞給滾輪,使滾輪運動。控制系統的特點在于同時控制兩部驅動裝置,使其同步運行,并且實現遠距離控制。表2為工作平臺的組件名稱及作用。圖9為工作平臺結構圖。

表2 工作平臺的組件名稱及作用
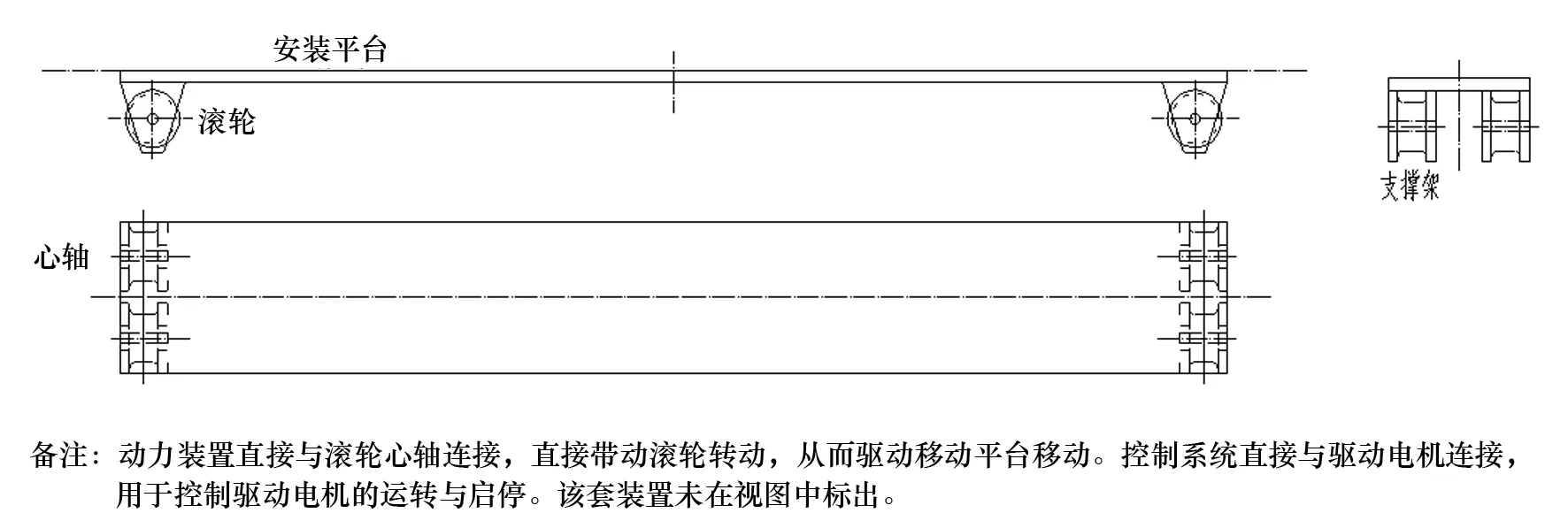
圖9 工作平臺結構圖
3.3 結構框架
軸系安裝設備的結構框架設計為階梯狀(通常情況下機艙的底艙有一個深凹型平臺和尾艙平臺),包括:體結構框架(框架上平面安裝有車用導軌,兩段)、支撐地腳、限位器。
其功能是:(1) 移動小車的安裝平臺,移動小車在該平臺上前后移動;(2) 支撐整套設備,承受軸系的重量;(3) 可調整軸系的安裝高低位置,為軸系的準確移動定位提供調整作用;(4) 軸系安裝設備的固定裝置固定該設備時穩定,拆除該設備時對主機平臺無損傷。表3為結構框架組件名稱及作用。圖10為結構框架結構圖。
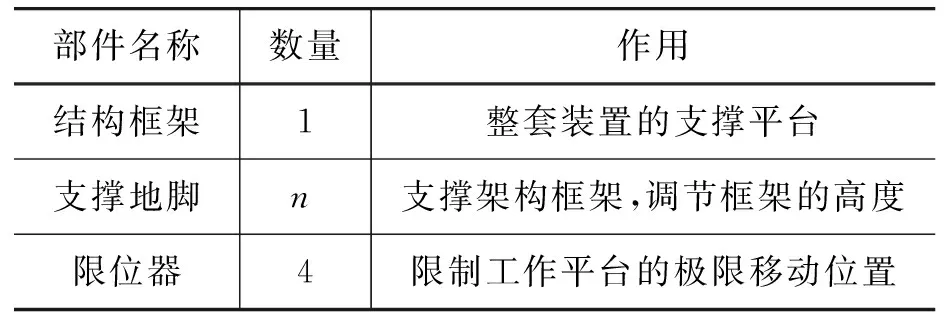
表3 結構框架組件名稱及作用

圖10 結構框架結構圖
4 基于安裝設備的軸系安裝過程及運行特點
當尾軸起吊到位后,需要夾持裝置進行工作。通過轉動搖臂 ,使絲杠拉桿轉動,拉移絲杠在轉動過程中拉動絲杠拉移塊同向或反向運動,由于絲杠拉移塊與其上的支撐架為一體,因此可改變支撐圓柱的中心距,進而可以準確調整支撐位置的高低,為其提供升降性。為防止當調整兩支撐圓柱中心距時出現中心距較近,導致軸系發生側移滾動,保護裝置起到保護作用,其下有支撐墊塊,將支撐架受力傳遞給移動平臺,防止支撐架受力過大而產生折斷的現象。
當夾持裝置將尾軸固定后,操作人員遠距離操作工作平臺的驅動電機,移動工作平臺的位置,將軸系向尾軸管處推進,技術人員在附近可以觀察軸系的移動情況,防止出現軸系滾動側滑事故的發生。在安裝過程中,軸系的位置可通過夾持裝置微調。誤差過大時,可對結構框架支腳的不同高度進行調整。
通過在船舶企業的試驗檢測,該套設備具有以下運行特點:
(1) 該套設備與國內現有安裝設備相比較,具有結構簡單,操作方便,可快速將設備安裝到位。
(2) 據項目負責人在船舶企業實際考察,船舶軸系(中間軸、尾軸各一根)安裝到位需要兩個工時;采用該套設備,利用與之相應的安裝工藝后,整套軸系的安裝工時將為一個工時,安裝周期縮短一半,進而縮短了整個造船周期。產生了巨額的經濟效益。
(3) 在傳統安裝方法中,整個軸系安裝過程所需要的人員包括技術人員、安檢人員、操作工共計20人。采用該方法后,整個安裝過程只需要6人(技術人員2名,安檢人員2名、操作工2名)。以一個船塢一年建造6條船舶計算,僅僅在人工上,可為企業節省10 000元/年。
5 結論
本文通過自主創新的方式,研發船舶軸系所需要的安裝設備,從而開發相應的安裝工藝,制定相應的工藝標準,使船舶軸系的安裝過程達到提高技術含量、縮短安裝周期、降低勞動強度和勞動力的目的。
由于該套設備設計時考慮到經濟成本的關系,設計過程中只是采用了機械傳動和操作,故科技含量有待提高,可在以后的設計過程中采用較為成熟的液壓技術。液壓技術將能顯著提高設備的操作性和技術含量,顯著降低操作過程中的勞動強度,使操作人員能把精力專注于安裝過程而非操作過程,更可提高安裝效率和降低安裝過程中的危險性。
作者認為軸系的安裝過程分為粗定位和精安裝,本文主要是介紹提高粗定位過程的勞動效率方法,今后可以將精定位作為一個研究方向。現階段國內及國外的船舶行業在精定位過程中主要采用人工定位,技術含量有待提高[5,6],可采用液壓技術和精確控制技術,提高安裝精度和生產效率。
[1] 胡忠平. 某艦超長軸系安裝工藝研究和應用[J]. 造船技術, 2008, 3: 26-27.
[2] 許寶森. 船舶動力裝置及安裝工藝[M]. 北京:人民交通出版社, 2006.
[3] 周偉. 尾機型船舶推進軸系安裝工藝[J]. 船海工程, 2004, 6:15-17.
[4] 劉興永. 53500噸散貨船軸系安裝及校中[J]. 造船技術, 2010,3:15-18.
[5] 張金香. 船舶軸系安裝及校中[J]. 機電技術, 2005, 2:104-108.
[6] 王水,楊盛浩. 3 676 kW三用拖輪軸線校準與軸系安裝工藝[J]. 機電設備, 2010, 3:7-9.
The Equipment Development of Shaft Installation in New Ship
SUN Shi-fang
(Zhejiang International Maritime College, Zhoushan Zhejiang 316021, China)
In view of the time-consuming problem of a ship shafting installation process ship-building enterprises, a set of special equipment for ship shafting installation was developed. Indicated by a real ship shafting installation testing: using the installed equipment and corre-sponding installation technique, it can effectively short the installation period, reduce the labor intensity, improve ship enterprise's economic efficiency.
Ship shaft Installation of equipment Installation process
浙江省教育廳科研項目:船舶軸系安裝工藝研究(編號:Y201226159)。
孫世芳(1980-),男,碩士。
U664
A
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
中國特種設備安全(2022年6期)2022-09-20 02:52:28
船舶(2021年4期)2021-09-07 17:32:22
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
消費者報道(2014年7期)2014-07-31 11:23:57
