卷取機AJC踏步控制
2015-05-05 22:39:31王正坤何茂松
科技與創新 2015年7期
王正坤 何茂松

摘 要:全液壓地下卷取機助卷輥卷取方式一般分為3種,即恒壓力方式(壓力控制)、連續打開(位置控制)和踏步方式(壓力和位置控制)。其中,踏步方式對控制的要求最高。踏步功能作為熱軋卷取機最為重要的功能之一,對減少帶鋼頭部壓痕、減少帶鋼頭部卷取時對設備的沖擊、提高成品鋼卷的卷取質量起著非常重要的作用。本文結合軟件編程設計思路和工程實踐,對影響踏步控制的關鍵因素——帶鋼頭部跟蹤、跳躍量和起跳時機、助卷輥輥縫計算等進行了分析,此功能已在寧波1 780 mm熱軋改造項目中得到了應用,效果良好。
關鍵詞:踏步控制;帶鋼跟蹤;輥縫計算;位置控制
中圖分類號:TG333.2+4 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2015.07.013
在帶鋼的連續軋制過程中,卷取機起著十分重要的作用。帶鋼卷取作為最后一道工序,對帶鋼最終的產品質量有重要影響。自動踏步控制作為現代卷取機最重要的功能之一,對帶鋼進入卷取機后的最初卷取質量起著決定性的作用。
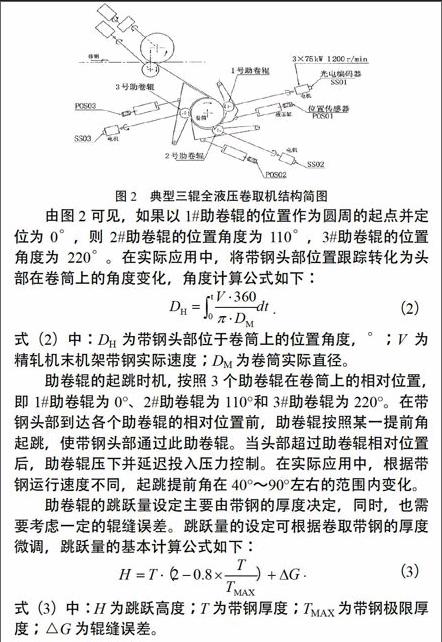
精準的踏步控制需要精確的帶鋼頭部跟蹤、正確的助卷輥輥縫計算、適當的跳躍量設定和準確的跳躍時機。當帶鋼頭部即將到達助卷輥時,助卷輥提前跳開一個高度,使帶鋼通過且不對設備產生沖擊;當頭部通過助卷輥時,助卷輥關閉并延遲投入壓力控制,壓緊帶鋼使帶鋼貼緊卷筒卷取;每個助卷輥重復以上動作,直至帶鋼張力建立且助卷輥打開為止,踏步控制結束。踏步控制的投用能在厚帶鋼卷取時減小最初幾圈的頭部壓痕、對設備的沖擊,從而提高帶鋼的成材率。對于薄規格帶鋼的卷取,踏步控制的作用并不明顯,因此,一般建議軋制厚度在3.5 mm規格以上的帶鋼時投用踏步功能。
1 卷取機內帶鋼頭部的位置跟蹤
準確的卷取機內部的帶鋼頭部位置跟蹤是自動踏步控制能否順利實現的基礎。圖1為寧波熱軋廠檢測器的布置方案。
由圖1可知,卷取機內部沒有布置檢測帶鋼頭部的激光檢測器,夾送輥和1#助卷輥也沒有設置加速度計,這增加了準確跟蹤帶鋼頭部的難度。
在實際應用中,沒有使用HMD觸發帶鋼頭部跟蹤的方法,而采用了通過夾送輥有鋼信號觸發帶鋼頭部跟蹤的方法,并取得了非常好的效果。夾送輥有鋼信號的判斷綜合了帶鋼頭部位置窗口、HMD402/403檢測信號、夾送輥兩側的位置和壓力波動。在調試過程中,通過對頭部位置窗口參數、夾送輥位置波動參數個夾送輥壓力波動參數的優化,使夾送輥有鋼判斷的命中率達到了99.5%以上(通過PDA數據統計一周的數據)。
由于精軋機末機架的實際速度是通過軋輥實際速度與前滑量同時決定的,而前滑量的計算由L2級根據每塊帶鋼的厚度、溫度等數據綜合計算得出,且存在偏差,即△S.因此,其會影響帶鋼頭部位置的計算。
2 跳躍量和跳躍時機
根據三輥全液壓地下卷取機的結構,AJC踏步的位置,即每個助卷輥相對于卷筒的位置是固定的,如圖2所示。
圖4為軋制厚規格帶鋼時踏步控制的實時PDA曲線。由圖4可知,頭部跟蹤始于夾送輥咬鋼,踏步時機準確,跳躍量的設定,符合實際卷徑變化,踏步控制得到的實際效果較好。
3 助卷輥輥縫計算
助卷輥輥縫計算基于助卷輥機械設備的相對位置和幾何關系。將助卷輥臂的固定支點選定為坐標原點,分別做X軸和Y軸組成坐標系;利用助卷輥液壓缸的固定支點、活動支點和助卷輥臂的固定支點組成三角形,根據余弦定理求出變化角;根據助卷輥與固定支點的距離和在坐標系中的角度確定助卷輥中心在坐標系中的坐標;卷筒中心點與助卷輥中心點之間的距離減去卷筒半徑和助卷輥的半徑,求出實際輥縫值。
助卷輥與卷筒的相對位置關系如圖5所示。
在實際應用中,通過理論計算的輥縫值與實測值會存在一定的偏差,這種偏差可通過助卷輥輥縫標定清除。標定后的助卷輥會使其關閉到2 mm輥縫的位置,卷筒手動旋轉時助卷輥與卷筒沒有物理接觸,人工現場確認標定后輥縫是否正確。
4 卷徑計算
在實際應用中,要對計算結果進行平滑濾波處理,并根據帶鋼的實際速度和厚度對計算結果進行修正或限幅等。
5 結束語
踏步控制功能在寧鋼1 780 mm熱軋改造現場投入使用后,厚帶鋼卷取時頭部卷取質量得到了明顯改善,帶鋼頭部壓痕減輕,卷取時設備受到的沖擊減小。實踐證明,帶鋼頭部卷取的踏步控制功能已經成為卷取機必不可少的重要功能之一,在各條熱軋帶鋼生產線上得到了廣泛應用。
參考文獻
[1]孫敏.梅鋼熱軋卷取機控制系統的設計思想[J].制造業自動化,2002(10).
[2]蔡少華.攀鋼熱軋板廠全液壓卷取機自動控制系統[J].冶金自動化,2005(3).
[3]李曉剛,李小新.唐山不銹鋼1 580 mm熱軋助卷輥AJC控制功能[J].控制工程,2009(7).
[4]呂曉云.卷取機助卷輥AJC跳步時間計算及控制分析[J].山西冶金,2005(1).
〔編輯:張思楠〕
Abstract: Full hydraulic underground coiler roll winding approach is generally divided into three kinds, namely, the constant pressure mode (pressure control), continuous open(position control)and the stepping mode(pressure and position control). Among them, the stepping mode for maximum control requirements. One of the stepping function as coiling machine most important function of reducing the strip head indentation, reducing the impact of strip head coiling equipment, improve the quality of the finished coil winding plays a very important effect. In this paper, software programming design ideas and engineering practice, the key factors affecting the Step Control - the strip head tracking, jumping off the amount and timing of wrapper roll joints were analyzed to calculate, this feature has been in Ningbo, 1 780 mm Hot-rolled reconstruction project has been applied to good effect.
Key words: step control; strip tracking; roll gap calculation; position control
