數控銑“圓弧插補指令G02、G03”的教學過程探討
2015-04-28 09:36:26趙玉鳳金亞云程洋張福豹
科技視界 2015年12期
趙玉鳳 金亞云 程洋 張福豹
【摘 要】《數控加工與編程》是高等職業教育中機電類專業的核心專業課程之一。該課程實踐性較強,基本指令的教學非常重要,數控銑削加工中,圓弧插補指令G02、G03難度比較大,本文結合筆者的教學經驗,總結出圓弧插補指令G02、G03編程的學習步驟,非常有利于學生的學習和靈活應用圓弧插補指令。
【關鍵詞】數控銑削;圓弧插補;編程
0 引言
《數控加工與編程》是高等職業教育中機電類專業的核心專業課程之一。該課程實踐性較強,教學過程中,基本編程指令:G00、G01、G02、G03、G40、G41、G42等的學習是學生在數控機床操作訓練中必須掌握的指令。結合理論教學與機床實際操作,發現學生在圓弧插補指令G02、G03的應用中問題較多。G02、G03在應用中的錯誤主要出現在如下幾個方面:(1)圓弧順時針、逆時針的方向判別;(2)使用編程格式不當。為了較好的掌握圓弧插補指令G02、G03,本文結合筆者的教學經驗,從以下幾個方面著手。
1 課前準備工作
采用多媒體授課結合仿真軟件,現場授課通過CRT顯示屏模擬,銑床仿真加工外輪廓和內腔程序,課前輸入到仿真系統或數控銑床,上課時打開演示G02、G03的走刀路線。
2 教學基本思路
在教學過程中以數控加工仿真實訓室和數控加工實訓中心為第一課堂,采用“教學做合一”的教學模式,利用現代教育技術和實訓室先進的設備條件,邊講解、邊演示、邊實驗、邊訓練,達到強化學生知識、技能、能力三者融會貫通的目的,開放式實訓教學滿足了不同程度學生的實踐需求,為學生創新意識和創新能力的培養提供了廣闊的平臺。
3 教學過程
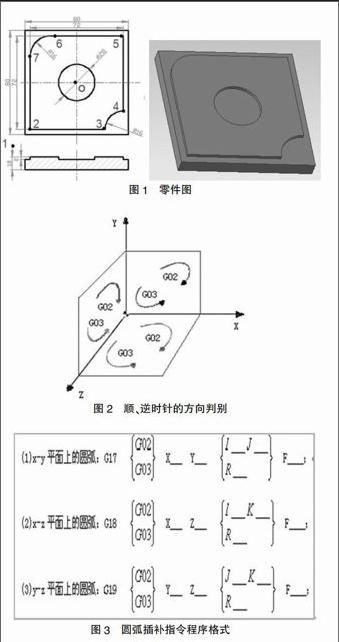
(1)復習及導入新課:首先以提問的方式簡單復習上節課所學習的G00、G01、G40、G41、G42的編程指令,寫出編程格式。然后以提出任務的方式,編寫圖1所示工件加工程序。分析圖形,圖中不僅有直線段還有圓弧段,加工圓弧的程序應該如何編寫,從而引出本節課的教學目標,導入本節課所要講解的指令。
(2)教學目標:①知識目標 掌握G02、G03插補指令的編程格式、各參數的含義且及能夠在實際編程是正確應用G02、G03指令;②能力目標 培養學生正確分析圖紙、確定輪廓加工時的走刀路線,編制完整程序的能力,學會運用G02、G03指令編程格式和加工,引導學生體驗探究的過程,提高學生對數控加工與編程課程的興趣;③德育目標 形成嚴謹的學習習慣并樹立自信心;④重點 圓弧插補指令G02、G03的編程格式及編程應用;⑤難點 圓弧順、逆方向的判斷;終點坐標+圓弧半徑的編程格式,以及R正負的確定;終點坐標+圓心半徑的編程格式,圓心坐標I、J的坐標計算。
(3)講授新課:詳細講解圓弧插補指令格式,講解圓弧順逆方向的判斷;講解格式中各參數的含義并舉例。圓弧插補指令的用途:圓弧插補指令命令刀具在指定平面內按給定的進給速度F作圓弧運動,切出圓弧輪廓。
圓弧插補指令順時針、逆時針的方向判別:從不在圓弧平面的坐標軸正方向往負方向看,順時針用G02,逆時針用G03,如圖2所示。
圖1 零件圖
圖2 順、逆時針的方向判別
圖3 圓弧插補指令程序格式
圓弧插補指令程序格式如圖3所示,數控系統在上電后一般默認為G17,我們主要以G17平面為主,進行講解。
格式一:G17 G02(或G03)X_Y_R_F_;
指令說明:X、Y為圓弧終點坐標,R為圓弧半徑,F為進給速度,
圓心角≦ 180°時R_為正值,圓心角﹥180°時R_為負值。
注意:整圓編程不能用R格式,只能用I,J,K格式。
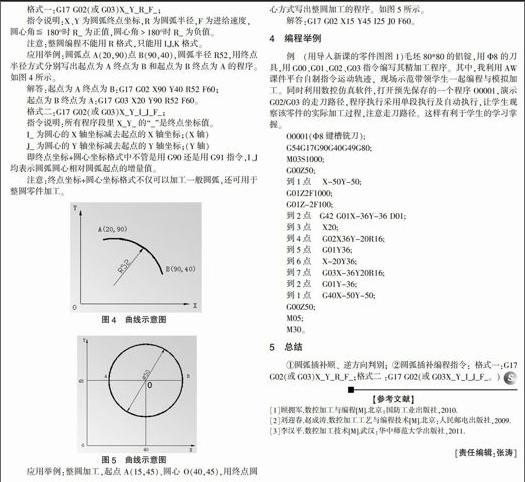
應用舉例:圓弧點A(20,90)點B(90,40),圓弧半徑R52,用終點半徑方式分別寫出起點為A終點為B和起點為B終點為A的程序。如圖4所示。
解答:起點為A終點為B:G17 G02 X90 Y40 R52 F60;
起點為B終點為A:G17 G03 X20 Y90 R52 F60。
格式二:G17 G02(或G03)X_Y_I_J_F_;
指令說明:所有程序段里X_Y_的“_”是終點坐標值。
I_為圓心的X軸坐標減去起點的X軸坐標;(X軸)
J_為圓心的Y軸坐標減去起點的Y軸坐標;(Y軸)
即終點坐標+圓心坐標格式中不管是用G90還是用G91指令,I、J均表示圓弧圓心相對圓弧起點的增量值。
注意:終點坐標+圓心坐標格式不僅可以加工一般圓弧,還可用于整圓零件加工。
圖4 曲線示意圖
圖5 曲線示意圖
應用舉例:整圓加工,起點A(15,45)、圓心 O(40,45),用終點圓心方式寫出整圓加工的程序。如圖5所示。
解答:G17 G02 X15 Y45 I25 J0 F60。
4 編程舉例
例 (用導入新課的零件圖圖1)毛坯80*80的鋁錠,用Φ8的刀具,用G00、G01、G02、G03指令編寫其精加工程序。其中,我利用AW課件平臺自制指令運動軌跡,現場示范帶領學生一起編程與模擬加工。同時利用數控仿真軟件,打開預先保存的一個程序O0001,演示G02/G03的走刀路徑,程序執行采用單段執行及自動執行,讓學生觀察該零件的實際加工過程,注意走刀路徑。這樣有利于學生的學習掌握。
5 總結
①圓弧插補順、逆方向判別;②圓弧插補編程指令:格式一:G17 G02(或G03)X_Y_R_F_;格式二 :G17 G02(或G03X_Y_I_J_F_。)
【參考文獻】
[1]顧擁軍.數控加工與編程[M].北京:國防工業出版社,2010.
[2]劉迎春.趙成濤.數控加工工藝與編程技術[M].北京:人民郵電出版社,2009.
[3]李漢平.數控加工技術[M].武漢:華中師范大學出版社,2011.
[責任編輯:張濤]
