組合刀具在深孔加工中的設計與應用
2015-04-25 05:13:40黑玉龍楊英梅潘宏宇
制造技術與機床 2015年2期
李 娟 黑玉龍 楊英梅 莫 菲 潘宏宇
(齊齊哈爾北方機器有限責任公司,黑龍江 齊齊哈爾161000)
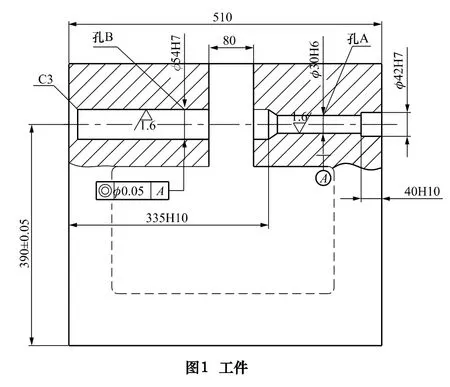
筆者公司批量生產的箱體類工件,其結構如圖1所示。工件上有一階梯形的通孔,該孔的位置公差為±0.05 mm,內徑為Φ30H6、Φ54H7,表面粗糙度要求為Ra1.6 μm,同軸度要求為Φ0.05 mm。
1 難點分析
該工件需要加工的孔是小直徑的深孔,孔B 的直徑尺寸為Φ54H7 深335 mm,深徑比為335/54=6.2 mm。孔A 的直徑尺寸為Φ30H6,深度尺寸為510-40=470 mm,深徑比為470/30=15.7 mm。根據以往加工經驗,深徑比大于4 的小直徑長孔,加工時因鏜桿的振動會使孔的加工精度下降。該孔屬于深孔加工,特別是內孔Φ54H7 與Φ30H6 要求同軸度為Φ0.05 mm,較難保證。
2 工藝方案
(1)方案一
采用調頭鏜法。因該工件Φ30H6、Φ54H7 兩孔要求同軸,兩孔相距較遠,可以采用調頭鏜法。調頭鏜是在工件的一次安裝下,先鏜出箱體右端的孔Φ30H6后,將鏜床工作臺回轉180°,再鏜左端的孔Φ54H7。但是,我公司目前數控設備占少數,應用最多的還是普通鏜床T68,工作臺回轉180°時精度不夠,兩端鏜孔軸線不重合,同軸度Φ0.05 mm 很難保證。
(2)方案二
利用已加工孔做支承導向。應用這個方法時,可以先加工Φ54H7 孔定寸。再在該孔內裝一導向套,支承和引導鏜桿加工Φ30H6 孔。此方法僅適用于兩孔相距較近的同軸孔的加工。該工件Φ54H7 孔較深,經過鉆孔、擴孔、鏜孔時由于刀具自重容易產生走偏。再以此孔導向,加工Φ30H6 孔,孔的坐標位置精度±0.05 mm 在出口處難以保證。若該工件單件生產,可以采取這種方法。
(3)方案三
因該工件批量生產,孔的位置精度及同軸度要求較高,決定采取工藝方案三,即組合刀具配合鏜模法。為此,筆者設計了組合劃鉆、浮動接頭、組合式鏜桿、浮動鏜刀,配合鏜模來保證該孔的同軸度要求。
3 組合刀具的設計
3.1 組合劃鉆的設計
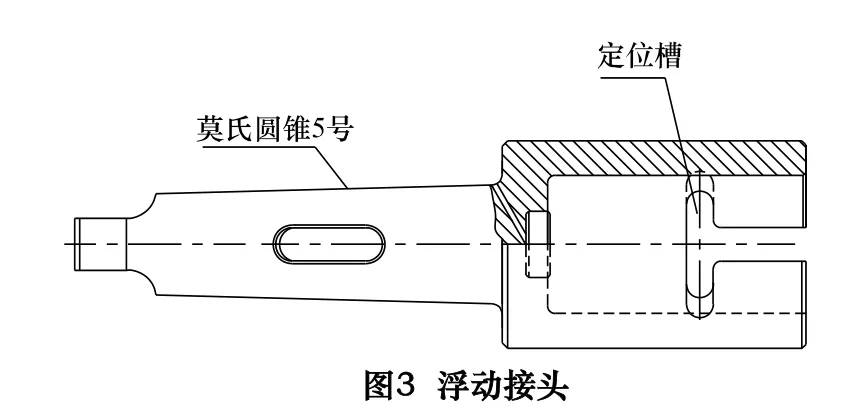
設計的組合劃鉆如圖2 所示,聯接組合劃鉆與鏜床主軸的浮動接頭如圖3 所示。工作時,先將浮動接頭的錐柄插入普通鏜床T68 的主軸錐孔(莫氏圓錐5號)內,然后將組合劃鉆的尾部插入浮動接頭的前端孔內,旋轉劃鉆體,使組合劃鉆上的圓柱銷2 卡在浮動接頭的定位槽內。鏜床主軸旋轉時,就可以帶動組合劃鉆一起旋轉。

3.2 組合式浮動鏜刀的設計
在選擇推鏜和拉鏜的加工方式時,考慮到該工件被加工孔是深孔,鏜桿很長,若采取推鏜的方式,鏜桿受軸向壓力時易于彎曲,降低孔的加工精度。所以,我們盡量采用“拉鏜”的方式進行鏜孔,拉鏜是鏜桿受拉的方式進行鏜孔,有利于提高深孔加工的精度。
經過分析該工件的結構特點,發現中間處有一個80 mm 的槽,可以先將該槽加工出來。再設計出一個組合式浮動鏜刀桿如圖4。加工時,將組合式鏜桿的裝刀孔10 的位置伸到工件80 mm 寬的槽處,利用工件上這個80 mm 寬槽的空位置,在組合式鏜桿的裝刀孔10 處,安裝加工孔Φ54H7 的浮動鏜刀。再在前端(工件的右端)裝刀孔12 處,安裝加工孔Φ30H6 的浮動鏜刀,就可以進行拉鏜了。

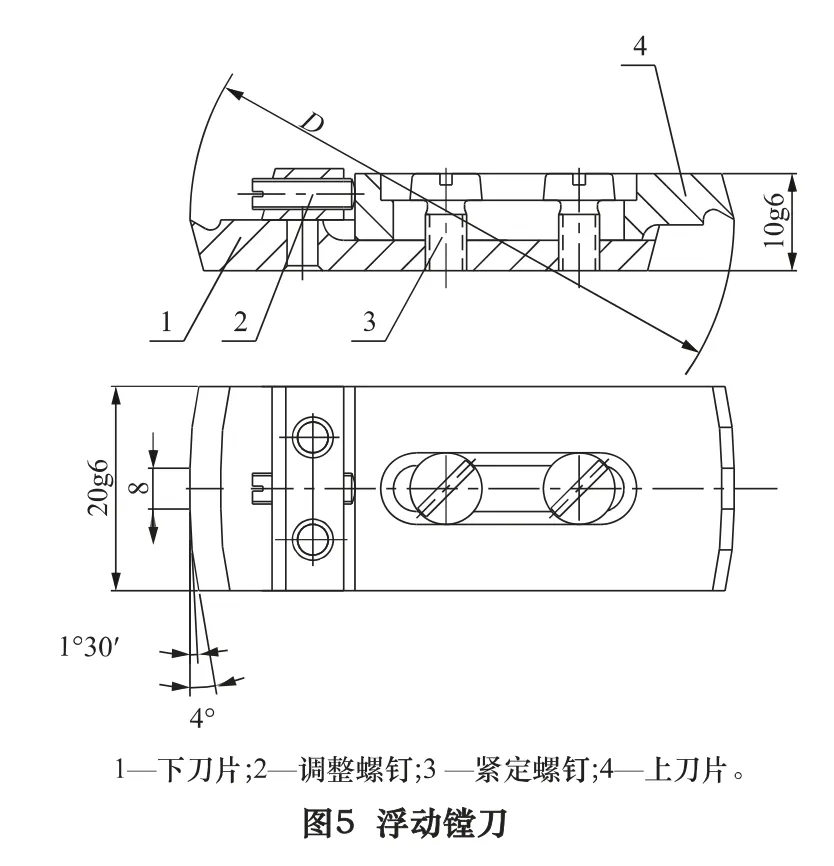
與之配合的浮動鏜刀(如圖5),直徑尺寸D為Φ54 mm 和Φ30 mm 兩種尺寸的浮動鏜刀各一件。工作時,組合式鏜桿的尾部同樣與圖3 浮動接頭聯接,旋轉鏜桿,使組合式鏜桿上的圓柱銷2 卡在浮動接頭的定位槽內。鏜床主軸旋轉時,就可以帶動鏜桿一起旋轉。采取這種浮動聯接的方式,可以防止鏜桿變形。
4 組合刀具的應用
先加工完尺寸為80 mm 寬的槽后,該孔加工工藝過程及應用的刀具如下:
在普通鏜床T68 上,找正并安裝鏜模。以工件底平面為基準,將工件裝夾在鏜模中。
工步1:在工件的右端,按鏜模上的鉆套找正鏜桿,鉆Φ27 mm 通孔(Φ27 mm 加長麻花鉆),通至尺寸為80 mm 的槽處;
工步2:擴孔Φ29 mm(Φ29 mm 加長擴孔鉆),通至尺寸為80 mm 的槽處;
工步3:回轉工作臺180°。在工件的左端,按鏜模上的鉆套找正鏜桿,鉆孔Φ25 mm(Φ25 mm 加長麻花鉆),通至尺寸為80 mm 的槽處;

工步4:擴孔Φ50 mm(Φ50 mm 加長麻花鉆),深335 mm;
工步5:擴孔Φ53 mm(Φ53 mm 加長擴孔鉆),深335 mm;
工步6:擴階梯孔Φ53.7 mm、Φ29.7 mm(組合劃鉆,如圖6);
工步7:鏜孔Φ54H7、Φ30H6(組合式浮動鏜刀,如圖7)。
(1)組合劃鉆的應用
如圖6 所示,在工步6 中,加工時,先將組合劃鉆的導向6 伸至鏜模前端的鉆套內,旋轉主軸,使組合劃鉆4 上的前、后兩個直徑的刃部同時切削工件,同時擴階梯孔Φ53.7 mm、Φ29.7 mm。因其前導向在鏜模內支承并引導,可以很好地保證兩孔的同軸度要求。
(2)組合式浮動鏜刀的應用
如圖7 所示,在工步7 中,加工時,先將組合式鏜刀桿伸到孔內,將裝刀孔5 位置伸至工件已加工好的尺寸為80 mm 的槽處。將圖5 中D=Φ54 mm 的浮動鏜刀6 安裝在裝刀孔5 內,調整好后,旋轉主軸,先推鏜孔至335H10 深處。再將D=Φ30 mm 浮動鏜刀8 安裝在裝刀孔9 內,調整好后,旋轉主軸,同時拉鏜Φ54H7、Φ30H6,兩孔的直徑尺寸同時定寸。
5 結語
通過以上組合刀具的應用,解決了工件小直徑深孔加工的難題,較好地保證了工件該孔的加工精度,使每批工件該孔的合格率為100%。同時提高了加工效率,保證了工件批量生產需要。
[1]楊宗德.機械制造技術基礎[M].北京:國防工業出版社,2006.
[2]陸劍中,孫家寧.金屬切削原理與刀具[M].北京:機械工業出版社,1984.
[3]李慶壽.機床夾具設計[M].北京:機械工業出版社,1983.
