機器人雙軸伺服變距擰緊控制系統的設計
2015-04-25 09:57:26鄭德超白洪飛
制造業自動化 2015年22期
關鍵詞:設置
常 凱,鄭德超,白洪飛
CHANG Kai, ZHENG De-chao, BAI Hong-fei
(中國科學院沈陽自動化研究所,沈陽 110016)
0 引言
在汽車變速箱的裝配中,螺栓的擰緊是一項必不可少的環節。尤其在合箱裝配的過程中,更是需要對多個螺栓擰緊操作。所有的螺栓都需要穩定可靠的擰緊來保證變速器的性能。傳統的操作人員采用氣動扳手擰緊螺栓方式存在著擰緊精度差、人力成本增加和螺栓漏擰風險的缺陷。
本文以法士特汽車傳動有限公司某重卡變速器裝配線項目為背景,介紹一種機器人雙軸伺服變距擰緊控制系統,可實現6自由度機器人帶動雙擰緊軸的伺服變距機構對變速器后蓋多對螺栓進行多次地精確定位,并由專業的擰緊系統完成變速器后蓋螺栓的擰緊任務。控制系統目前已實現兩個品種變速器后蓋合箱螺栓擰緊的裝配。
1 擰緊對象的結構和系統設計
1.1 擰緊對象的結構
法士特傳動有限公司某重卡變速器裝配線的后蓋裝配工位需要擰緊變速器后蓋合箱的19個螺栓(A~S),變速器的殼體有9檔和12檔兩個品種。技術協議要求螺栓擰緊力矩為55Nm(精度為±3Nm),節拍為150s,運行的程序可在9檔和12檔兩個后蓋殼體之間切換,滿足這兩個不同尺寸殼體19個螺栓的擰緊要求。其中12檔變速器后蓋殼體螺栓分布如圖1所示。
1.2 系統的設計
為了達到擰緊力矩精度和避免漏擰螺栓的要求,我們需要采用專業的擰緊系統實現,每次擰緊結束可反饋擰緊結果。假如擰緊系統采用多軸甚至19軸同時擰緊,設備成本是相當高的。
在這里我們采用兩軸擰緊系統,通過一種伺服變距傳動機構實現兩個擰緊軸對每一對螺栓間距的調整,再經過6自由度機器人完成這兩個擰緊軸對這對螺栓的精確定位,通過10次擰緊軸間距的調整、機器人的定位和擰緊軸的啟動最終完成所有螺栓的擰緊任務。每次機器人和伺服變距機構對兩個螺栓定位的時間大概需要6秒,每對螺栓擰緊過程大概需要7秒,因此這10對(19個)螺栓全部擰緊完成大概需要130秒,在技術協議要求的節拍范圍內。由于設備運行的自動化,工藝布局上可要求主裝配線可在此工位對后蓋殼體進行精確定位,前一工位操作人員需要將19個螺栓預置到螺孔中。
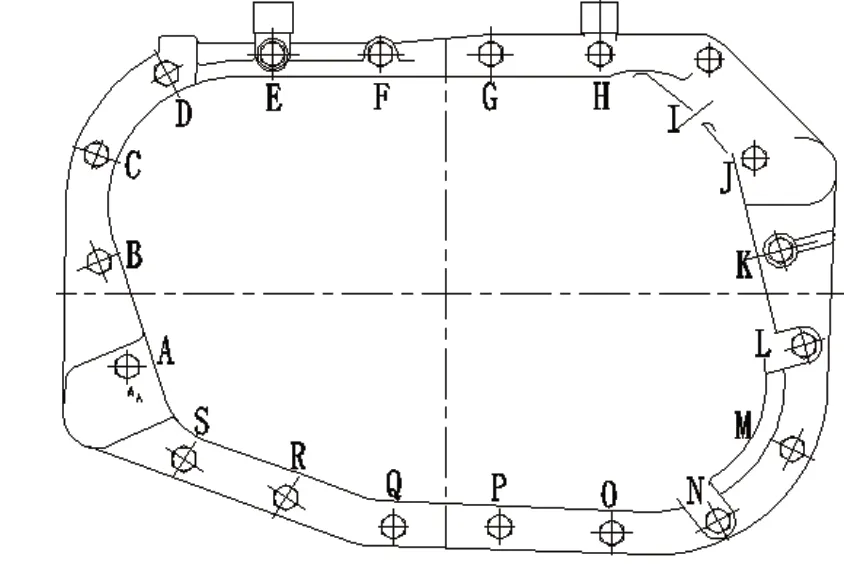
圖1 某12檔變速器后蓋殼體合箱螺栓分布
2 伺服變距傳動機構
在伺服變距傳動機構中,我們采用伺服電機拖動比例為1:1的皮帶輪帶動一側是左旋螺紋另一側是右旋螺紋的絲杠使兩個擰緊軸進行相對運動,可按照任意一組螺栓的間距調整。由于兩個擰緊軸的運行是對稱的,在其中一個擰緊軸兩端,我們安裝了行程檢測開關和零點檢測的開關,分別用于變距機構內外限位和零點位置的檢測,整個機構的結構如下圖所示。將伺服變距傳動機構固定在機器人第6軸的法蘭盤上,由機器人帶動該機構可實現對任意一對螺栓的精確定位。

圖2 伺服變距傳動機構
在這里伺服電機采用位置控制模式,它運行的角度由每次PLC控制器發送的脈沖數量決定。我們通過傳動機構的一些參數(絲杠的導程等)可計算出控制系統每發出一個脈沖所傳送到絲杠上兩個擰緊軸移動相應的距離。這樣,將計算結果按比例設置到伺服電機的控制器相應的參數中,我們對伺服電機位置運行編程時不用脈沖個數而采用距離的單位(毫米)即可。
3 控制系統的硬件設計
邏輯控制系統是以西門子PLC S7-1200為核心搭建起來的。通過估算伺服變距機構的重量,我們選用型號為IRB4600的ABB 6自動度機器人。為了滿足用戶擰緊精度的要求,螺栓的擰緊采用的阿特拉斯擰緊系統。為了保證變距機構運行的精度,我們選用安川伺服電機及其控制器帶動變距機構。
通過輸入信號,PLC可檢測變距機構回零的信息、伺服電機的運行狀態和后蓋殼體到位等信息。根據檢測到的信息,它再通過輸出信號調整伺服電機的行走位置和控制后蓋殼體的放行等。
此外,配置S7-1200系列的PROFIBUS-DP總線主站模塊CM 1243-5可將機器人系統和擰緊機系統連到DP總線上,通過設置它們之間通訊的控制字和狀態字等參數,實現PLC控制擰緊軸的啟停、接收螺栓的擰緊結果和啟動機器人軌跡的行走和位置的檢測等信息交互,完成螺栓擰緊全部的邏輯。將人機界面與S7-1200本體的以太網接口相連的并進行編程操作,可達到在人機界面上手動調整設備和反饋設備的運行狀態的目的。由此建立起來的控制系統網絡拓撲圖如下。
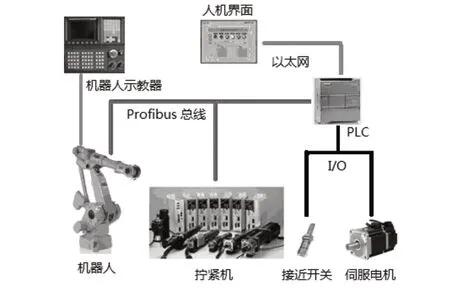
圖3 控制系統網絡拓撲圖
4 控制系統的軟件設計
4.1 硬件組態
控制系統的基本方案和硬件選擇確定后,我們在西門子的調試軟件博途中進行硬件組態。首先添加PLC的CPU、I/O擴展模塊和DP通訊主站模塊CM 1243-5(地址為2),然后將擰緊機和機器人作為從站連接到DP總線上(地址分別為3和4),接著還要設置這兩個從站與PLC數據交互的地址,最后將人機界面的IP分配到與PLC一個網段并連接到以太網接口上。
在軟件博途中,我們可通過添加工藝對象的功能組態變距傳動機構的伺服軸。在工藝軸對象中,我們可設置伺服驅動器的使能、狀態信號,變距機構的零點、限位檢測信號及回原點的方式。工藝軸設置完畢后,在程序中我們只要調用工藝軸相應的功能塊就可實現伺服軸的回零,伺服帶動變距機構行走相應的位置和伺服的使能、復位等。
4.2 程序設計
軟件設計分為三部分:PLC程序設計、機器人程序設計和人機界面設計。
PLC程序主要由伺服變距機構運行,機器人控制和擰緊機控制三個模塊組成。伺服變距機構運行模塊可實現變距機構的手動回零和擰緊軸間距的自動調整。機器人控制模塊可完成機器人啟動信號的發送和對螺栓定位完成信號的接收。擰緊機控制模塊負責螺栓擰緊信號的發送和擰緊結果的接收。通過調用這些模塊,主程序實現整個設備運行的邏輯控制,功能流程圖如圖4所示。
具體的對圖1中的變速器后蓋螺栓,我們按照兩兩一對的規則把它們分為10組(A與K、B與L、C與M、D與N、E與O、F與P、G與Q、H與R、I與S、O與J)進行定位擰緊。其中,O螺栓進行了兩次分組,因此設備在對G與O螺栓定位后進行擰緊操作,而對O與J螺栓定位后就不需要對O螺栓進行擰緊操作了。由此,我們在擰緊機中設置一個單軸擰緊程序,在最后一次擰緊時采用PLC中擰緊控制模塊的調用即可。
機器人編程采用Rapid語言。在程序中,通過手動設置機器人運行的關鍵點位并在自動程序中應用機器人關節運動等指令形成對每一組螺栓定位的軌跡。控制系統需要機器人完成對10組螺栓的10次定位,為此我們在機器人系統中設置了12個模塊。除了10套對10組螺栓定位的軌跡運行模塊外,還有兩個模塊分別用于機器人返回原位的軌跡運行和是否在原位的檢測。主程序通過循環檢測與PLC通訊的輸入信號,調用每一組螺栓軌跡運行模塊和返回原位模塊。
在人機界面中,我們設置了自動運行,擰緊操作、狀態顯示、9檔殼體伺服變距調整和12檔殼體伺服變距調整五個界面。自動運行界面可切換投入裝配的箱體型號和顯示設備投入自動運行時每一個螺栓的擰緊結果。擰緊操作界面實現切換擰緊程序和手動操作擰緊軸運行等功能。在狀態顯示界面,操作者可查看伺服電機、機器人和擰緊機的工作狀態。在任意一個伺服變距設置界面中(例如12檔殼體伺服變距設置界面),調試人員都需要根據殼體螺栓的分組查找該殼體機械圖紙中每一對螺栓的間距,再按照1~10組螺栓擰緊的的先后順序把它們填入該界面保存到系統中。

圖4 PLC程序流程圖

圖5 12檔變速器殼體變距設置人機界面
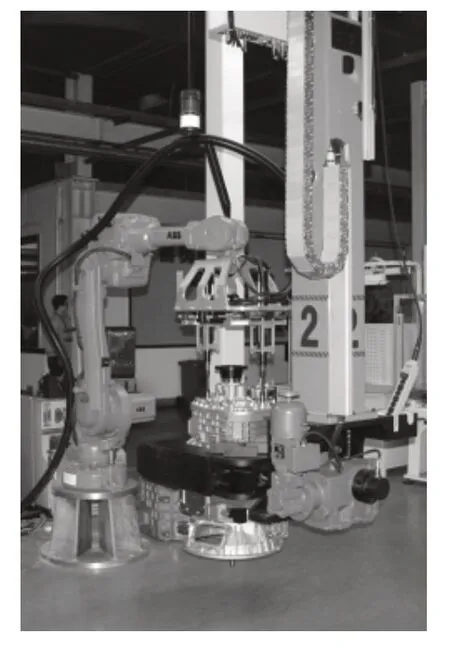
圖6 設備在裝配現場的運行情況
5 結論
論述了一種機器人雙軸伺服變距定位的擰緊控制系統。該系統可完成某重卡變速器兩個品種后蓋合箱19個螺栓的全自動化擰緊,一定程度上提高了變速器整線裝配的效率和質量,實現多品種柔性裝配。目前,設備從2013年開始應用于法士特汽車傳動有限公司某重卡變速器裝配線體中(如圖6所示),使該變速器的年產量達到5萬多臺,為企業創造了良好的經濟效益。
[1] 李文,嚴良文,徐鳳平.基于PLC的螺栓組順序擰緊監控系統[J]. 制造業自動化,2010,32(11):30-32.
[2] 楊坤怡,杜海若.智能螺栓擰緊機自動控制系統設計[J].機床與液壓,2008,36(4):114-116.
[3] 葉暉,管小倩.工業機器人實操與應用技巧[M].機械工業出版社,2010.
[4] 崔堅.TIA博途軟件—STEP7 V11編程指南[M].機械工業出版社,2012.
[5] 高鴻斌,孔美靜,赫孟合.西門子PLC與工業控制網絡應用[M].電子工業出版社,2007.
[6] 張晗,陳衛東,王景川.多機器人探索系統的人機共享控制[J].機器人,2015,37(1):17-24.
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16