超高強(qiáng)度鋼絲及其熱處理
2015-04-23 05:14:58孫寧馮偉年
金屬加工(熱加工) 2015年23期
關(guān)鍵詞:變形
■ 孫寧,馮偉年
在相同荷載條件下,提高鋼絲強(qiáng)度,可以減少鋼絲的用量,20世紀(jì)末強(qiáng)度達(dá)4000MPa的鋼簾線就已經(jīng)在工業(yè)中得到應(yīng)用,其后5000MPa的超高強(qiáng)度鋼絲也在研制。鋼絲的強(qiáng)度主要是由其化學(xué)成分、熱處理后的組織和拉拔的變形率三個(gè)參數(shù)共同決定的,鋼的純凈度則是其必需的條件。
1. 鋼的化學(xué)成分
眾所周知,高碳鋼絲的強(qiáng)度大于低碳鋼絲。碳對(duì)鋼絲強(qiáng)度的影響最明顯,鋼絲的強(qiáng)度隨著含碳量增加而提高,伸長(zhǎng)率和面縮率則下降;冷塑性變形的加工性隨之降低。高強(qiáng)度鋼絲中的含碳一般在共析點(diǎn)附近,或略高過(guò)共析成分。
高強(qiáng)度鋼絲中,碳之外較少有合金成分(彈簧鋼絲、軸承鋼絲等特殊用途的除外)。 高強(qiáng)度鋼絲在冷拔前都要進(jìn)行等溫處理索氏體化,大部分合金元素會(huì)使奧氏體等溫轉(zhuǎn)變的C曲線右移,使得等溫分解的孕育期和分解的完成時(shí)間都會(huì)增加,現(xiàn)在鋼絲行業(yè)中仍主要以鉛槽作為等溫分解設(shè)備,由此鉛浴爐將要成倍地加長(zhǎng),一般是無(wú)法實(shí)現(xiàn)的。
超高強(qiáng)度鋼簾線中一般加入0.3%左右的Cr(質(zhì)量分?jǐn)?shù)),使得在提高強(qiáng)度的同時(shí),較少地降低減面率。這是因?yàn)殂t可以阻滯片狀滲碳體向球狀滲碳體轉(zhuǎn)化,減緩滲碳體的長(zhǎng)大,增強(qiáng)冷態(tài)變形的強(qiáng)化作用,有較高硬化率,在相同的變形量條件下,可以提高強(qiáng)度。鉻對(duì)變形強(qiáng)化的影響如圖1所示,鉻對(duì)面縮率的影響如圖2所示。由于鉻也會(huì)使C曲線向右移,因此在索氏體處理過(guò)程中要比碳鋼的等溫時(shí)間長(zhǎng)。
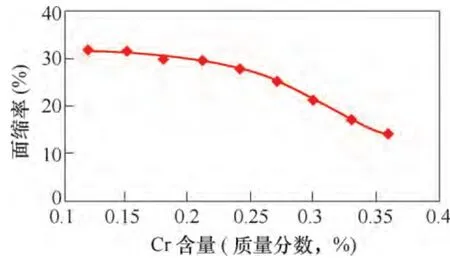
圖2 鉻對(duì)面縮率的影響(0.82%碳鋼)
2. 熱處理
鋼絲熱處理的目的是為后續(xù)進(jìn)一步拉撥提供冷變形的組織準(zhǔn)備。在獲得高塑性的同時(shí)具有適當(dāng)?shù)膹?qiáng)度,并在此基礎(chǔ)上經(jīng)變形強(qiáng)化達(dá)到最終的強(qiáng)度。據(jù)相關(guān)文獻(xiàn)可知:強(qiáng)度4000MPa的鋼簾線,其熱處理強(qiáng)化的貢獻(xiàn)率為35%(1400MPa),拉拔強(qiáng)化為65%(2600MPa)。索橋用鋼絲的熱處理強(qiáng)化貢獻(xiàn)率為68%,拉伸強(qiáng)化為32%,其最終強(qiáng)度為2000MPa,如圖3所示。由此可見(jiàn),熱處理是高強(qiáng)度鋼絲生產(chǎn)中的重要環(huán)節(jié)。
(1)索氏體化 高強(qiáng)度鋼絲的預(yù)備熱處理一般是索氏體化。索氏體是細(xì)小片狀鐵素體和彌散滲碳體的混合物,在變形過(guò)程中,鐵索體伸長(zhǎng),片間距減小。

圖1 鉻對(duì)強(qiáng)度的影響

圖3 不同直徑、不同強(qiáng)度鋼絲的鉛浴淬火與鋼絲拉拔的強(qiáng)化率1—直徑0.2mm,強(qiáng)度2800MPa2—直徑0.2mm,強(qiáng)度4000MPa3—直徑5mm,強(qiáng)度2000MPa
由索氏體的片間距與過(guò)冷度的關(guān)系可知,索氏體等溫分解的過(guò)冷度越大,則片間距越小,強(qiáng)度相應(yīng)提高。目前鋼絲生產(chǎn)中的索氏體化,主要是將鋼絲加熱到900℃左右,然后浸入500~560℃的鉛浴中等溫分解。隨著高溫鋼絲的不斷進(jìn)入,鉛浴溫度逐漸升高,其入口處溫度最高,過(guò)冷度也是不斷變化的,由此導(dǎo)致熱處理后鋼絲的通條性不好,性能不均勻。
(2)晶粒度 晶粒細(xì)化是強(qiáng)化的手段之一,快速加熱在熱處理過(guò)程中可得到超細(xì)晶粒。接觸電加熱和感應(yīng)加熱都是適用于鋼絲熱處理的快速加熱方式。低碳鋼的晶粒尺寸與面縮率的關(guān)系曲線如圖4所示,從中可看出,細(xì)晶粒的面縮率明顯大于粗晶粒的面縮率,說(shuō)明細(xì)晶粒組織可經(jīng)受更大的變形率,變形量越大,則強(qiáng)度越高。
(3)設(shè)備與工藝 鋼絲快速感應(yīng)加熱索氏體化成套設(shè)備,將f2.19mm的82B鋼絲進(jìn)行索氏體化處理,加熱速度800℃/s左右,保溫2s,加熱溫度860℃左右;水霧冷卻索氏體化,冷卻溫度600℃,冷卻時(shí)間0.8s。晶粒度為12~14級(jí),索氏體的片間距100~200 nm,索氏體化率大于95%,抗拉強(qiáng)度σb= 1199 MPa,伸長(zhǎng)率δ=13.5%, 面縮率55%,然后拉拔至f0.55mm,減面率為93.7%,抗拉強(qiáng)度σb=2520MPa,進(jìn)一步拉拔至f0.42mm,減面率為96.3%,抗拉強(qiáng)度σb=3030MPa。其中熱處理強(qiáng)化占39.2%,拉拔變形的強(qiáng)化為60.8%。由于缺乏模具未做進(jìn)一步的拉拔,因快速加熱導(dǎo)致晶粒的細(xì)化,使拉拔的變形率達(dá)96.3%。
(4)下貝氏體化 鋼絲索氏體化后,可以獲得良好的塑性,適應(yīng)于進(jìn)一步拉拔變形,但是索氏體的強(qiáng)度很少能超過(guò)1300MPa,對(duì)于超高強(qiáng)度鋼絲,顯然無(wú)法滿(mǎn)足需要。
下貝氏體化的強(qiáng)度比索氏體化高20%~40%,可達(dá)1400~1800 MPa,仍然有良好的塑性,按熱處理強(qiáng)化占35%的比例,則下貝氏體經(jīng)拉拔強(qiáng)化后的強(qiáng)度可達(dá)4500~5000MPa,是超高強(qiáng)度鋼絲最有可選擇前景的熱處理方法。
高碳鋼絲加熱至奧氏體化后,在350℃至Ms之間等溫分解為下貝氏體。
提高下貝氏體的塑性,以適應(yīng)進(jìn)一步的拉拔變形,是獲得超高強(qiáng)度的重要步驟。
等溫分解后的下貝氏體進(jìn)行快速加熱回火,采用感應(yīng)加熱快速回火,加熱時(shí)間0.5~1s,加熱速度大于500℃/s,可避免碳化物的積聚、粗大,導(dǎo)致塑性下降。索氏體與下貝氏體熱處理和拉拔后的性能對(duì)比見(jiàn)附表。

圖5 0.9%碳鋼壓縮比對(duì)強(qiáng)度的影響
3. 加工強(qiáng)化
鋼絲的強(qiáng)度是由最終的拉拔強(qiáng)化決定的,變形率與強(qiáng)化之間在壓縮比為ε=90%左右時(shí),近似地呈線性關(guān)系。當(dāng)ε>90%后,強(qiáng)化作用陡然上升。要獲得3500 MPa以上,壓縮比應(yīng)大于95%(見(jiàn)圖5)。
進(jìn)行大變形量的拉拔,有如下的條件:
(1)高的治金質(zhì)量,高的鋼材純潔度。雜質(zhì)、氣體特別是非金屬夾雜物要控制在規(guī)定的范圍內(nèi),要用Ca-Si脫氧,最好采用電磁攪拌,減少偏析。
(2)當(dāng)總變形量的壓縮比95%以上時(shí),應(yīng)采用多次小變形量拉拔,每次拉拔的減面率為13%~17%。
(3)最后拉拔前的熱處理,應(yīng)當(dāng)是超細(xì)晶粒的,或經(jīng)快速回火的下貝氏體,其中沒(méi)有殘留奧氏體。

圖4

索氏體與下貝氏體熱處理和拉拔后的性能對(duì)比
(4)鋼絲的表面應(yīng)有良好的潤(rùn)滑及合理的拉絲模結(jié)構(gòu)。
4. 結(jié)語(yǔ)
超高強(qiáng)度鋼絲是在充分發(fā)揮熱處理和拉拔加工的基礎(chǔ)上得到的,熱處理是為鋼絲拉拔前具有高塑性和較高強(qiáng)度提供預(yù)備組織,為鋼絲進(jìn)行高變形率的加工拉拔增加變形強(qiáng)化創(chuàng)造條件。
(1)采用快速加熱奧氏體化,加熱速度為500℃/s以上,獲得晶粒度為12~14級(jí)的超細(xì)晶粒組織。
(2)等溫?zé)崽幚頃r(shí)應(yīng)采用快速冷卻,從奧氏體冷卻到等溫區(qū)的時(shí)間為0.5~1s,獲得間距小的層狀索氏體,避免出現(xiàn)先析滲碳體。
(3)在等溫轉(zhuǎn)變區(qū)應(yīng)有足夠的等溫轉(zhuǎn)變時(shí)間,使過(guò)冷奧氏體得以充分轉(zhuǎn)變。
(4)由于下貝氏體的強(qiáng)度比索氏體高20%~40%,塑性接近,采用下貝氏體作為拉拔前的預(yù)備組織,是生產(chǎn)超高強(qiáng)度鋼絲的新方向。
當(dāng)下貝氏體處理后的強(qiáng)度σb=1600MPa時(shí),拉拔強(qiáng)化的貢獻(xiàn)為65%,則最終強(qiáng)度可達(dá)4500MPa。有文獻(xiàn)報(bào)道: 80鋼絲經(jīng)240~250℃等溫處理后的強(qiáng)度可達(dá)2100~2200MPa,在此基礎(chǔ)上拉拔變形,則鋼絲強(qiáng)度可望達(dá)到或超過(guò)5000MPa。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
