熱矯正對Q345E低合金鋼角接接頭疲勞性能的影響
2015-04-20 03:30:24陳增有于巖尹麗香許鴻吉
大連交通大學學報 2015年3期
陳增有,于巖,尹麗香,許鴻吉
(1.齊齊哈爾軌道交通裝備有限責任公司 冷工藝部,黑龍江 齊齊哈爾 161002;2.大連交通大學 材料科學與工程學院,遼寧 大連 116028; 3.大連萬陽重工有限公司,遼寧 大連 116317)
?
熱矯正對Q345E低合金鋼角接接頭疲勞性能的影響
陳增有1,于巖2,尹麗香3,許鴻吉2
(1.齊齊哈爾軌道交通裝備有限責任公司 冷工藝部,黑龍江 齊齊哈爾 161002;2.大連交通大學 材料科學與工程學院,遼寧 大連 116028; 3.大連萬陽重工有限公司,遼寧 大連 116317)
通過三點彎曲疲勞試驗對Q345E低合金鋼T型角接接頭的疲勞性能進行研究,并將700℃矯正、800℃矯正和1000℃矯正與不矯正的T型角接接頭中值疲勞強度進行了對比.結果表明:隨著矯正溫度的升高,Q345E低合金鋼T型角接接頭疲勞性能呈上升趨勢,700℃矯正、800℃矯正、1 000℃矯正的T型角接接頭的疲勞強度與不矯正試件相比分別升高45、45和47.5 MPa,1 000℃矯正試件疲勞強度最高.試件的疲勞裂紋均從試件邊緣(夾渣)處啟裂,啟裂區和擴展區均具有典型的疲勞斷裂特征,疲勞紋清晰并很粗,終斷區為韌窩型韌性斷口.
Q345E低合金鋼;熱矯正;角接接頭;疲勞性能
0 引言
焊接變形和應力控制是焊接結構生產制造的重要課題,是影響焊接結構設計完整性、制造工藝合理性和結構使用可靠性的關鍵因素,這對于承受較大靜、動負荷的鐵道車輛轉向架焊接構架尤為重要.焊接變形是焊接結構生產制造過程中的普遍現象,必須經過矯正才能滿足使用要求.火焰矯正法又稱熱矯正,是焊接結構生產矯正焊接變形最常用的方法[1-3].以往人們對熱矯正工藝參數對材料及其焊接接頭性能影響的研究很少,所以進行本項目的研究對于轉向架焊接構架的生產具有十分重要的現實意義.
本文對不同火焰矯正溫度(不矯正、700、800、1 000℃)下Q345E低合金鋼T型角接接頭的疲勞性能進行了系統的研究,并對疲勞斷口做了掃描分析,以確定不同矯正溫度對Q345E低合金鋼T型角接接頭疲勞性能的影響.
1 試驗材料及試驗方法
試驗材料為Q345E低合金結構鋼,熱軋狀態供貨.其試驗材料和焊接材料化學成分及力學性能分別見表1和表2.

表1 試驗材料和焊接材料的化學成分 %

表2 試驗材料和焊接材料的力學性能
采用熔化極混合氣體保護焊[4](GMAW),焊絲為φ1.2 mm的SM-70,保護氣體為80%Ar+20%CO2,Q345E低合金鋼雙面焊縫HV型坡口T型接頭試件用于火焰矯正后焊接接頭三點彎曲疲勞試驗,以確定不同矯正溫度對這種接頭疲勞性能的影響.底板試件尺寸300 mm×220 mm×12 mm,立板試件尺寸300 mm×40 mm×12 mm.焊接工藝按工廠現有工藝進行,角接試件焊后進行了表面濕法磁粉探傷檢測.焊接工藝參數見表3.

表3 焊接工藝參數
2 疲勞試驗
2.1 試驗方案
本試驗分別對不矯正、600℃矯正、700℃矯正、800℃矯正和1 000℃矯正的Q345E低合金鋼HV型坡口T型角接接頭進行了三點彎曲疲勞試驗,以確定矯正溫度對Q345E低合金鋼T型角接接頭疲勞性能的影響[5].試驗設備為PLG-100型微機控制高頻疲勞試驗機,其技術規格為:靜態負荷精度±1%,動負荷平均波動度±1%,動負荷振幅波動度±2%.試驗采用的循環應力比R=0.1,指定循環壽命取2×106次.在試驗過程中,當疲勞裂紋尺寸足夠大導致載荷加不上去時,自動卸載停振,并記錄循環次數.使用升降法來計算焊接接頭的中值疲勞強度.使用JSM-6360M型掃描電鏡觀察疲勞斷口形貌.
2.2 T型角接接頭試驗結果分析
通過升降法來確定在指定壽命為2×106次循環下的不矯正、700℃矯正、800℃矯正和1 000℃矯正的Q345E低合金鋼T型角接接頭的中值疲勞值.不矯正的疲勞試驗共有3級應力水平,有效試件數8個; 700℃矯正的疲勞試驗共有2級應力水平,有效試件數8個;800℃矯正的疲勞試驗共有2級應力水平,有效試件數8個;1 000℃矯正的疲勞試驗共有3級應力水平,有效試件數8個,詳見圖1,圖中×表示斷裂,O表示未斷裂.

(a)不矯正 (b)700℃矯正

(c)800℃矯正(d)1000℃矯正
圖1 不同矯正溫度下的疲勞極限

圖2 T型角接接接頭疲勞中值S-N曲線
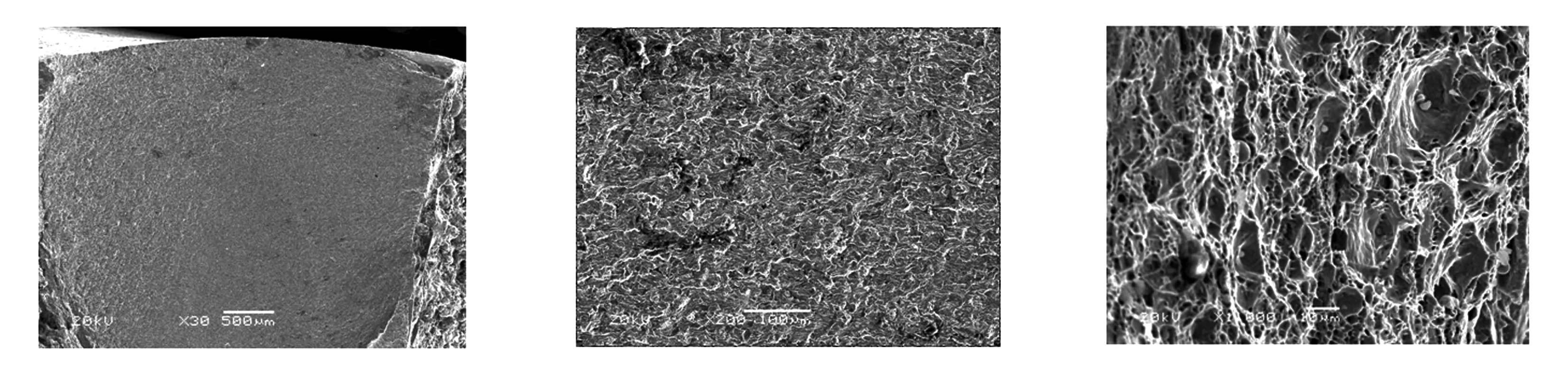
圖3~6分別為不矯正、700℃矯正、800℃矯正和1 000℃矯正的對接接頭疲勞試件的斷口形貌.可看出:試件的疲勞斷口可以分成裂紋源,裂紋擴展區以及終斷區三個部分[6];試件的疲勞裂紋均從試件邊緣處啟裂,部分試件啟裂區存在夾雜、夾渣等缺陷;疲勞裂紋擴展區具有典型的疲勞斷裂特征,疲勞紋清晰并很粗;擴展區的大小隨疲勞循環次數的增加而增大;終斷區斷口形貌均為韌窩形態.夾渣降低了角接接頭的強度,使得疲勞試件在焊縫處斷裂.

(a)啟裂區 (b)擴展區 (c)終斷區
圖3 不矯正試件斷口形貌

(a)啟裂區 (b)擴展區 (c)終斷區
圖4 700℃矯正試件斷口形貌

(a)啟裂區 (b)擴展區 (c)終斷區
圖5 800℃矯正試件斷口形貌
(a)啟裂區 (b)擴展區 (c)終斷區
圖6 1 000℃矯正試件斷口形貌
3 結論
(1)隨著矯正溫度的升高,Q345E低合金鋼T型角接接頭疲勞性能呈上升趨勢,700℃矯正、800℃矯正、1 000℃矯正的T型角接接頭的疲勞強度與不矯正試件相比分別升高45、45和47.5 MPa,1 000℃矯正試件疲勞強度最高;
(2)試件的疲勞裂紋均從試件邊緣(夾渣)處啟裂,啟裂區和擴展區均具有典型的疲勞斷裂特征,疲勞紋清晰并很粗,終斷區為韌窩型韌性斷口;
(3)綜合考慮成本及環境等因素影響,Q345E低合金鋼T型角接接頭在700~1 000℃范圍內矯正時,建議采用700~800℃矯正溫度.
[1]楊滌心,孫遠方.火焰矯正溫度對低合金高強鋼焊件組織及性能的影響[J].金屬熱處理,2011,36(8):30-33.
[2]常力,宮平.轉向架制造中焊接變形的矯正[J].電機焊,2011(11):83-88.
[3]解燕.鋼結構焊接變形分析與矯正方法[J].硅谷,2010(20):164.
[4]周振豐,張文錢.焊接冶金與金屬焊接性[M].北京:機械工業出版社,1988:10-50.
[5]吳曉明,張艷輝,鈕旭晶,等.補焊道次對Q345B低合金鋼焊接接頭疲勞性能的影響[J].機械工程材料,2012(11):77-79.
[6]陳大慶,陳增有,馬清波,等.焊后處理工藝對Q345E低合金鋼焊接接頭疲勞性能的影響[J].大連交通大學學報,2012(2):75-78.
Influence of Thermal Correction Welding on Fatigue Properties of Fillet Joints of Q345E Low-Alloy Steel
CHEN Zengyou1,YU Yan2,YIN Lixiang3,XU Hongji2
(1.Department of Cold Technology Qiqihar Railway Transportation Equipment Co.,Ltd,Qiqihar 161002,China; 2.School of Materials Science and Engineering,Dalian Jiaotong University,Dalian 116028,China; 3.Dalian Wan Yang heavy industry Co., Ltd,Dalian 116317,China)
The fatigue performance of Q345E low-alloy steel T-type corner joints was researched through 3-points bending fatigue test of 700℃,800℃ and 1 000℃ corrections,and non-correction were compared.The results show that the fatigue strength of Q345E low-alloy steel T-type corner joints T-type corner joints higher are 45,45 and 47.5 MPa respectively,for the 700℃,800℃ and 1 000℃ corrections,which is higher than the on-correction specimens.Fatigue crack of the specimens are initiated from the specimen edge ,and the Rev crack area and extended area have the characteristics of typical fatigue fracture.Fatigue lines are clear and very thick,and the end region is dimple fracture.
Q345E low-alloy steel;thermal correction;welded joints;fatigue performance
1673-9590(2015)03-0073-04
2014-06-03
陳增有(1962-),男,高級工程師,學士,主要從事焊接工藝研究E-mail:qqczy@sina.com.
A
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02