電子信息掃描物料防錯防呆的應用研究
2015-04-16 01:30:10邱瑞華
電腦與電信 2015年9期
邱瑞華
(珠海格力電器股份有限公司,廣東 珠海 519070)
1 引言
總裝制造分廠是產品質量控制的最后環節,其質量的好壞,直接影響到售后投訴及公司的品牌形象。而在總裝質量控制的過程中,最容易發生的就是漏、錯等不易被發現的隱性質量事故。
而企業某總裝分廠以“小、多、高”生產模式為主,受以上質量問題的困擾尤為突出,為此,提出電子防錯掃描技術進行物料防錯應用研究的課題。
2 電子信息掃描物料防錯防呆方案提出
2.1 質量事故特點
企業在進行總裝質量問題分析中發現,質量事故存在有以下特點:(1)不易被發現;(2)容易反復發生;(3)物料極其相似,無法有效識別;(4)人工控制。
2.2 提出方案
防錯掃描技術,通過制造執行系統(MES)配備掃描槍掃描零部件條碼進行識別,可以達到防錯目的。MES可以將PLC程控器、數據采集器、條形碼、各種計量及檢測儀器、機械化輸送設備、機械手等設備聯系起來。MES設置了必要的接口,與生產現場控制設施建立起控制與反饋的關系。MES通過與ERP系統通訊可以獲得產品訂單型號信息及物料信息,在易發生錯、漏裝配的工位設置MES防錯掃描點并配置掃描槍、顯示器等設施。當待裝配產品到此工位時,使用掃描槍掃描產品機型條碼,經過系統展開當前產品型號的物料信息(配置信息),并將待裝零部件的型號顯示在顯示屏上,員工通過顯示屏的提示拿取相應的零部件并掃描零部件上自帶條碼,進行系統校驗,如果匹配錯誤則進行聲光提示。
3 關鍵物料防錯掃描項目分析
在進行關鍵物料防錯掃描的試點項目過程中,從人(Men)、機(Machine)、料(Materiel)、法(Method)、環(Environment)、測(Measure)六方面總結出相關問題點及解決措施。
3.1 人(Men)
在試點過程中,發現在引入實施一項新技術時,員工往往由于固有的操作經驗和操作習慣,對新事物有一個接受的過程。
針對于此,在項目實施的初始階段,試點初期加強培訓工作,制作培訓作業指導說明書,上崗人員上崗前均經由分廠技術科及工藝質控人員組織培訓,要求培訓合格后才能上崗,統一持有規定管理的上崗證。
同時初期階段為鼓勵員工積極性,進行階段性的獎勵,引導并幫助員工形成新的作業習慣。
3.2 機(Machine)
3.2.1 掃描設備選型問題
在項目初期,采用較低精度的某A型號掃描槍。通過周期檢查發現掃描率較低,現場與員工調研發現,條碼掃描過程不是十分便利。一個條碼往往要進行多次掃描動作,條碼信息才能錄入到系統中。耗用工時多,也容易導致員工產成煩躁情緒。
對策:經過相關技術部門及生產部門對各種掃描設備的調研及試用,最終選擇自動化程度較高、靈敏更好的某型號二維掃描槍,能以各個角度進行條碼識別,在員工拿管的同時完成掃描,無需多余動作。
3.2.2 研發掃描自動配送工裝
舊有連接管配送沒有專門的工裝,員工每次掃管時從籠車內拿取連接管后隨機放到掃管崗位附近,這樣存在以下隱患:
(1)各種連接管沒有固定放置的工裝進行隔離,容易產生混用批質量事件。
(2)現連接管掃描需安排1個人操作,員工1天需要彎腰3000次拿取連接管,勞動強度大,且容易出錯。
解決措施:
開發新型的連接管自動配送工裝,工裝車帶有一定傾斜角度,使前面用完的放連接管空位能自動補充供應相應的連接管,員工只需半小時彎腰一次,大大降低了員工的勞動強度。另外,工裝設置了掃描槍的固定裝置,員工拿管的過程中進行掃描,裝置帶鎖,提高了安全性。
3.3 料(Materiel)
在推動物料防錯掃描中,物料條碼規范標準尤為重要。針對以下情況進行分析:
(1)來料無條碼的物料
組織企業管理部門,采購部,工藝部,生產部門協同推動外協采購件,自制件物料來料必須增加條碼,以及條碼與產品訂單關聯的規則。
(2)來料有條碼但條碼不規范的物料
a、條碼為舊條碼沒有與產品訂單進行關聯,要求進行整改。
b、條碼技術不達標:如存在打印超邊,打印精度不符,打印重號等問題。
對策:開發自動打印檢測軟件,規范打印模板。同時選購符合要求精度的打印機型號。
c、條碼粘貼位置:考慮到具體掃描操作的便捷方便,對條碼粘貼位置要求進行一一規范。
3.4 法(Mehtod)
在推進掃描項目中,依靠人工控制仍然無法確保掃描率100%,為此開發智能電子掃描監控系統。
解決措施:研發智能電子掃描監控系統。
開發掃描監控PLC電控部件,結合已有物料掃描系統,與掃描電腦進行通訊,同時在生產線的打包段位置增加2個阻擋器,聯動阻擋器:在正常情況下阻擋器處于阻擋狀態,當連接管進行了掃描且和條碼關聯正確的情況下,阻擋器自動降下放行,當機子流過后阻擋器升起處于阻擋狀態,下一臺機子需進行連接管掃描后阻擋器方能降下。同時確保掃描率和效率。圖1為該智能電子掃描監控系統的架構圖。
3.5 環(Environment)
在使用環境上,由于工廠作業環境噪音震動及粉塵較大,前期選型的平板設備出現了使用壽命短、易壞的情況。針對于此,采取以下措施:(1)推進5S-TPM活動,通過整理、整頓、清潔,設備點檢、管到巡視,創造出一個一目了然的現場環境。物品一塵不染、定置擺放整齊、現場干凈整潔、物流暢通有序[2]。(2)網絡布局有效監測與規劃部署。(3)項目組特別提出對所有電腦和信息化掃描終端設備必須增加保護工裝及增加珍珠棉防護墊以減少由于震動導致的設備元器件易損壞的問題。
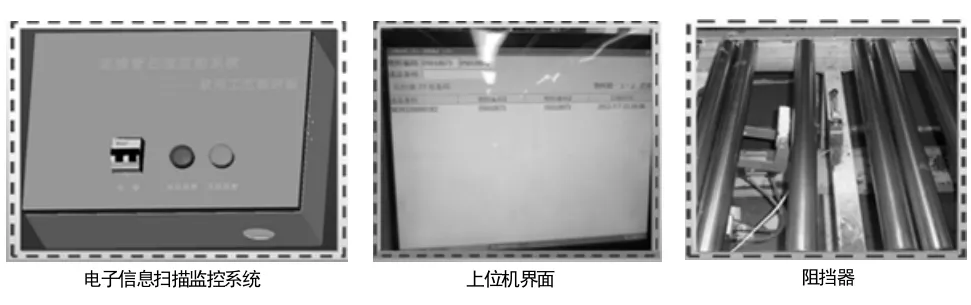
圖1 智能電子掃描監控系統
3.6 測(Measure)
對掃描結果進行有效監測,開發統一的集成的監控平臺。程序自動統計掃描數據,定期自動提醒同步。
4 成本效益分析
在2012--2014年大力開展關鍵物料防呆防錯掃描工作以來,企業某分廠關鍵重點掃描物料已實現了錯誤率幾乎為0的記錄。在實施電子信息防錯掃描識別后,企業售后故障率(2011年-2014年)下降了32.91%。企業產量持續上升,分廠人員流失率、故障率等各項數據呈好轉趨勢。
5 結束語
本課題創新式運用現代化電子信息掃描手段開展自動化防錯防呆的項目實施,不僅僅在質量控制方面取得了顯著成效,而且在員工勞動強度、精神壓力方面,也得到了大幅度的降低,得到公司領導及員工的好評。同時后續將從推進自動化掃描程度及數據集成化資源庫方面做進一步的拓展,將其功能發揮至最大化。
[1]龐振澤,鄭國榮,江祿曉,等.汽車總裝生產線物料防錯技術[J].汽車工藝與材料,2013,(2).
[2]葛仔東.淺議5S-TPM促進安全管理[J].企業技術開發,2013,(08).