數控機床控制系統PID參數自整定方法研究*
2015-04-15 07:29:50付蘭慧曹永軍深圳市方元數控科技有限公司廣東深圳58055廣東省自動化研究所廣東廣州50000
機電工程技術 2015年8期
付蘭慧,周 磊,曹永軍(.深圳市方元數控科技有限公司,廣東深圳 58055;.廣東省自動化研究所,廣東廣州 50000)
數控機床控制系統PID參數自整定方法研究*
付蘭慧1,周磊2,曹永軍2
(1.深圳市方元數控科技有限公司,廣東深圳518055;2.廣東省自動化研究所,廣東廣州510000)
摘要:數控機床在整個現代制造工業中處于核心地位,針對數控機床控制系統的三環結構設計了一種PID控制器整定方法;對數控機床位置環進行了機理建模、分析,通過RMSE評價機制得到系統模型;采用單純形法尋優參數,并采用參數優化的方法和辨識方法提出一套自整定機制,討論了如何選擇優化準則,找出不同性能指標要求下適合的優化標準。實驗證明,通過該自整定機制得到的控制器參數可以應用到數控機床的加工生產中。
關鍵詞:數控機床;系統辨識;單純形法;自整定;PID控制器
*廣東省科技計劃項目(編號:2012B011300066);廣東省產學研項目(編號:2012B091400048)
1 概述
在工業中,三環控制是數控系統控制結構所采用的經典方式,如圖1所示,即電流環、速度環和位置環[1]。其中,電流環、速度環通常由驅動器來完成;位置環控制通常在運動控制器中實現,以達到更好的軌跡控制。但是,控制器參數常常是依據現場調試和經驗人工進行設定的,這樣就會要求操作者有一定的經驗,而且會很大程度地降低加工的效率,已有的PID參數人工整定法對技術操作員的經驗要求高,并且較耗力耗時。PID控制器參數整定的方法很多,基本上分為在辨識被控對象參數的基礎上進行整定法、抽取過程對象輸出特征點的整定法、基于模式識別的專家系統整定法及基于參數優化方法等[2-5]。本文綜合采用上述方法,提出一套靈活性高、快速性好且精確度高的PID自整定機制,從而代替人工手調,本文的研究在工業自動化生產中具有重要的意義。
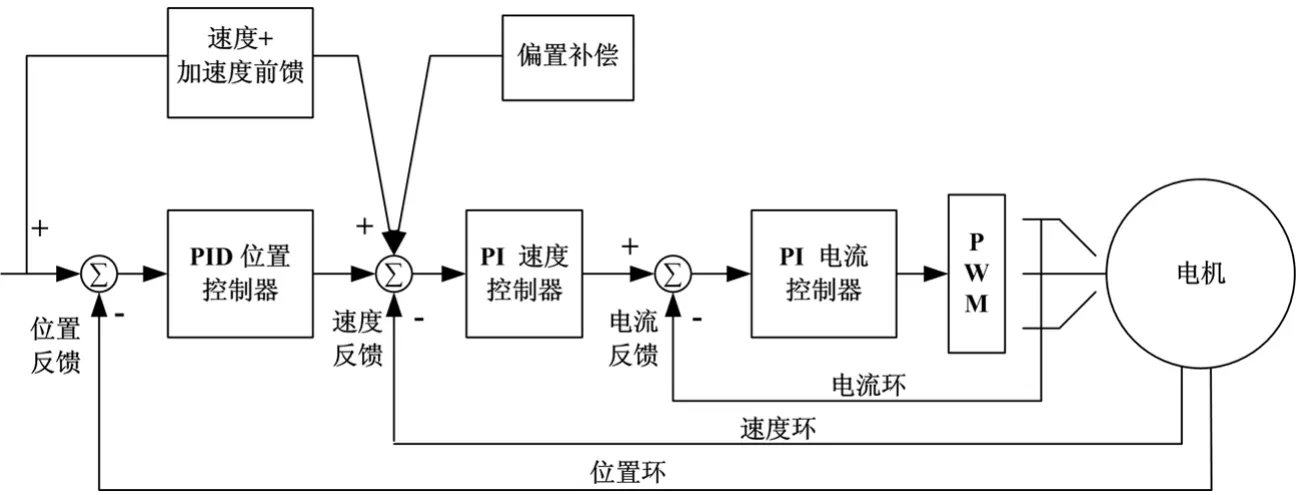
圖1 三環控制的結構圖
2 數控機床的建模
2.1系統建模
數控系統中,采用電機和負載的模型為:
T=ω/(Js+B)(1)
其中:B——粘滯摩擦系數;
J——系統的轉矩慣量。
速度環與電流環的帶寬比一般在十倍以上,因此,電流環的快速響應可近似為比例增益KI[6],速度環的控制器一般為PI控制器,那么速度環模型可以近似為二階模型。機械傳動機構是帶有比例的積分環節,因此從位置環來分析,被控對象可近似為三階,即三階模型是能夠表述被控對象的最低階次。此模型是文中的重點研究對象,圖2所示為其結構框圖,其中CT為伺服電機轉矩系數。
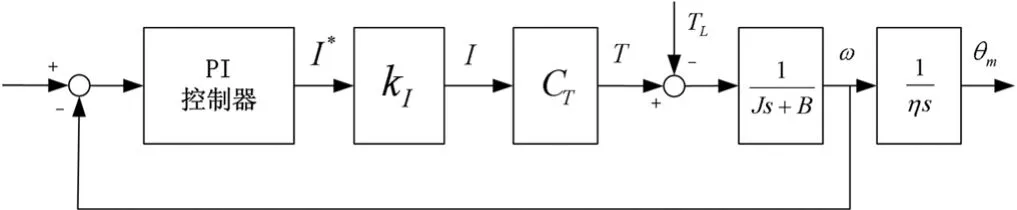
圖2 被控對象結構框圖
2.2系統辨識
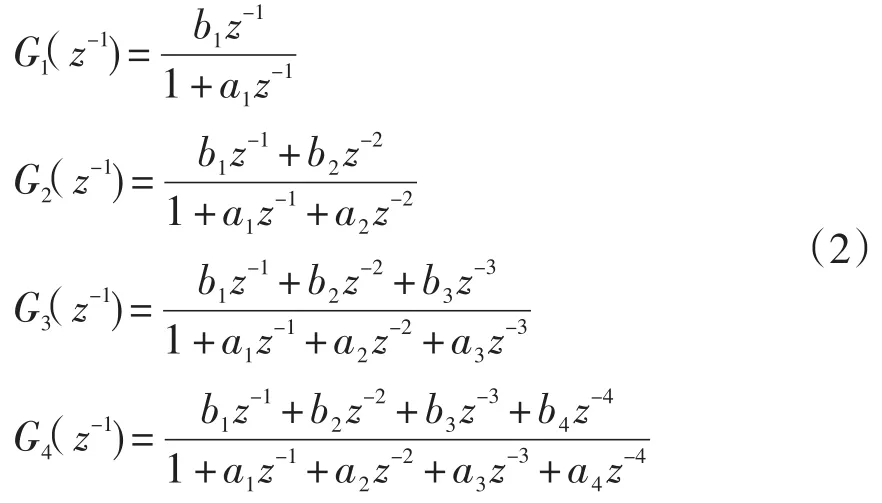
輸入信號選用頻率在0~100 Hz的掃頻信號,采用最小二乘法進行辨識。在前面建模得出,系統物理模型是三階連續域模型,但數控系統是離散控制系統,依次引入四個模型,如式(2)所示。通過實驗驗證的方法來選取適當的離散模型。
對四個階次的模型進行辨識,分別將估計輸出與實際采集的輸出進行對比,結果如圖3所示。
將不同階次的模型與平臺實際輸出的均方根誤差(RMSE)列在表1中。
從中容易看出,能準確表達實際系統需要選擇三階或以上的模型。
為方便后邊章節引用,以四階無延遲模型為例,其傳遞函數為:
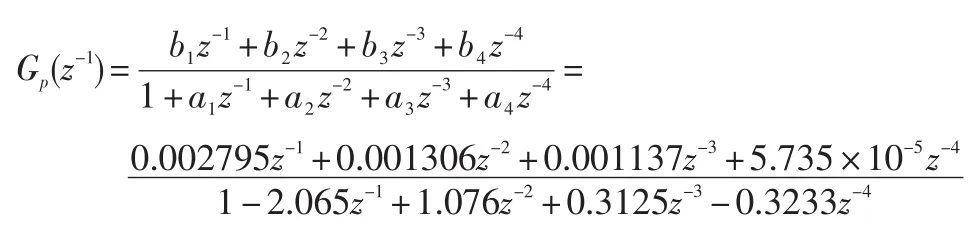
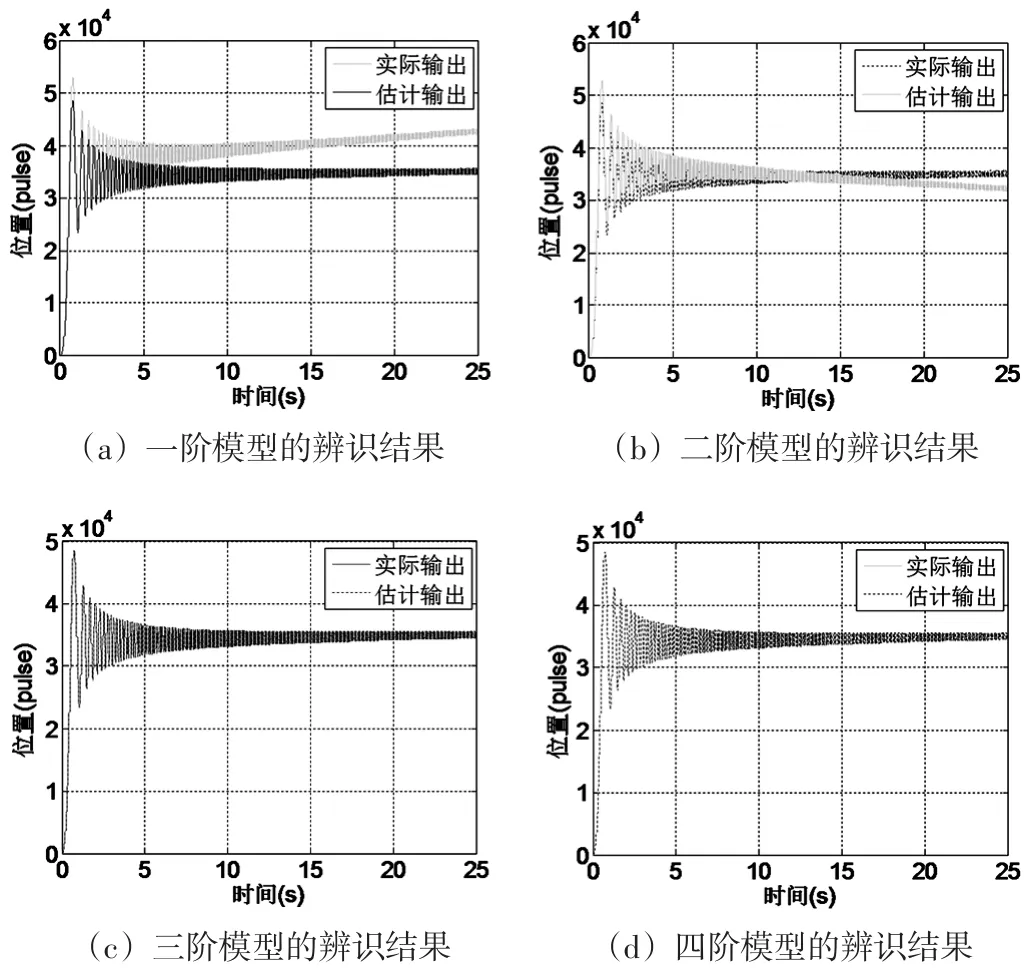
圖3 模型的辨識結果
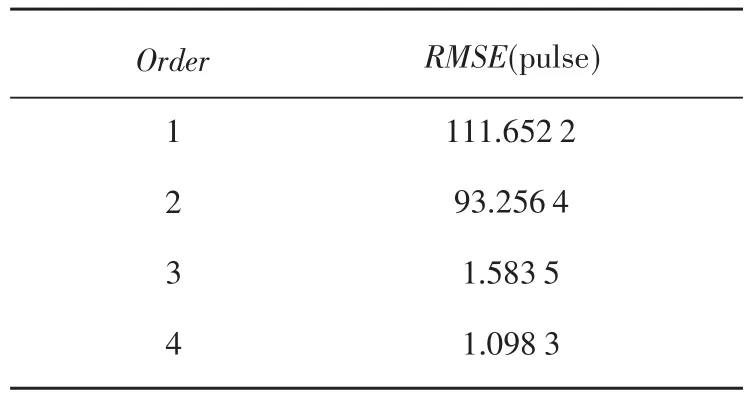
表1 四個階次模型的RMSE
3 基于參數優化的自整定方法
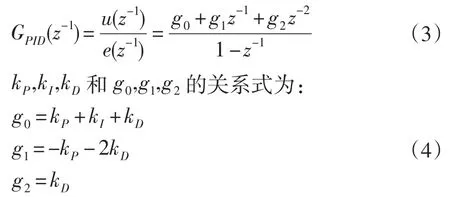
3.1PID控制器的結構
使用增量式PID控制算法[7],可得:
基于上一節建模結果,位置環的結構框圖如圖4所示。

圖4 位置環的結構框圖
3.2PID控制器參數自整定機制
接下來基于單純形法對控制器進行參數尋優。Gp(z-1)為被控對象的傳遞函數,GPID(z-1)為控制器的傳遞函數,根據二者可以得到跟蹤誤差e(k)的離散公式:
y(k)=GPID(k)Gp(k)e(k-1)
e(k)=r(k)-y(k)(5)
r(k)是輸入,為階躍信號。
系統在參數尋優過程中,將描述優化準則的目標函數設為F(m),即:

F(m)與跟蹤誤差相關,式中,m為三維空間里的坐標,kP,kI,kD的數值為m的坐標值,L是r(k)的數據長度,f(e(k))為控制器跟蹤誤差的函數。
PID參數的自整定即對kP,kI,kD的參數值進行優化,因此,滿足系統性能的PID值即是優化后的最終結果,那么,PID參數自整定的問題可寫為下式:

在該優化問題中,PID參數值的選擇要滿足系統穩定的條件范圍,這個范圍稱為可行域Q:
kP,kI,kD∈Q(8)
PID參數的尋優機制如圖5所示:
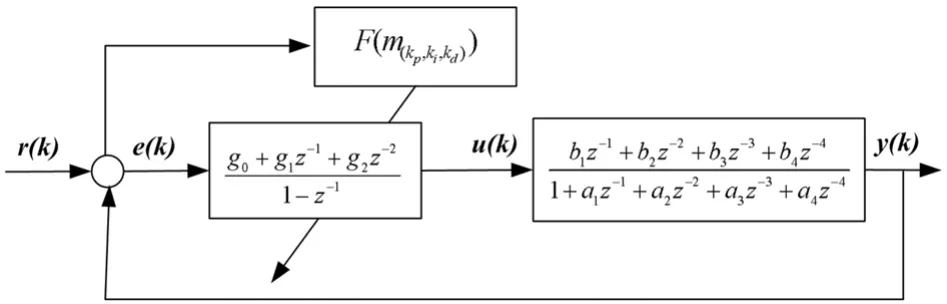
圖5 PID參數的尋優機制
PID尋優流程如圖6所示,PID控制器參數的自整定流程圖如圖7所示。
4 優化準則
優化準則的選取在PID參數自整定的過程中尤為重要,我們選用常用的幾種方法對運動控制實驗平臺進行參數優化并作分析,找到能夠描述系統性能指標狀態的最佳優化準則。
(1)誤差平方的積分準則(ISE):
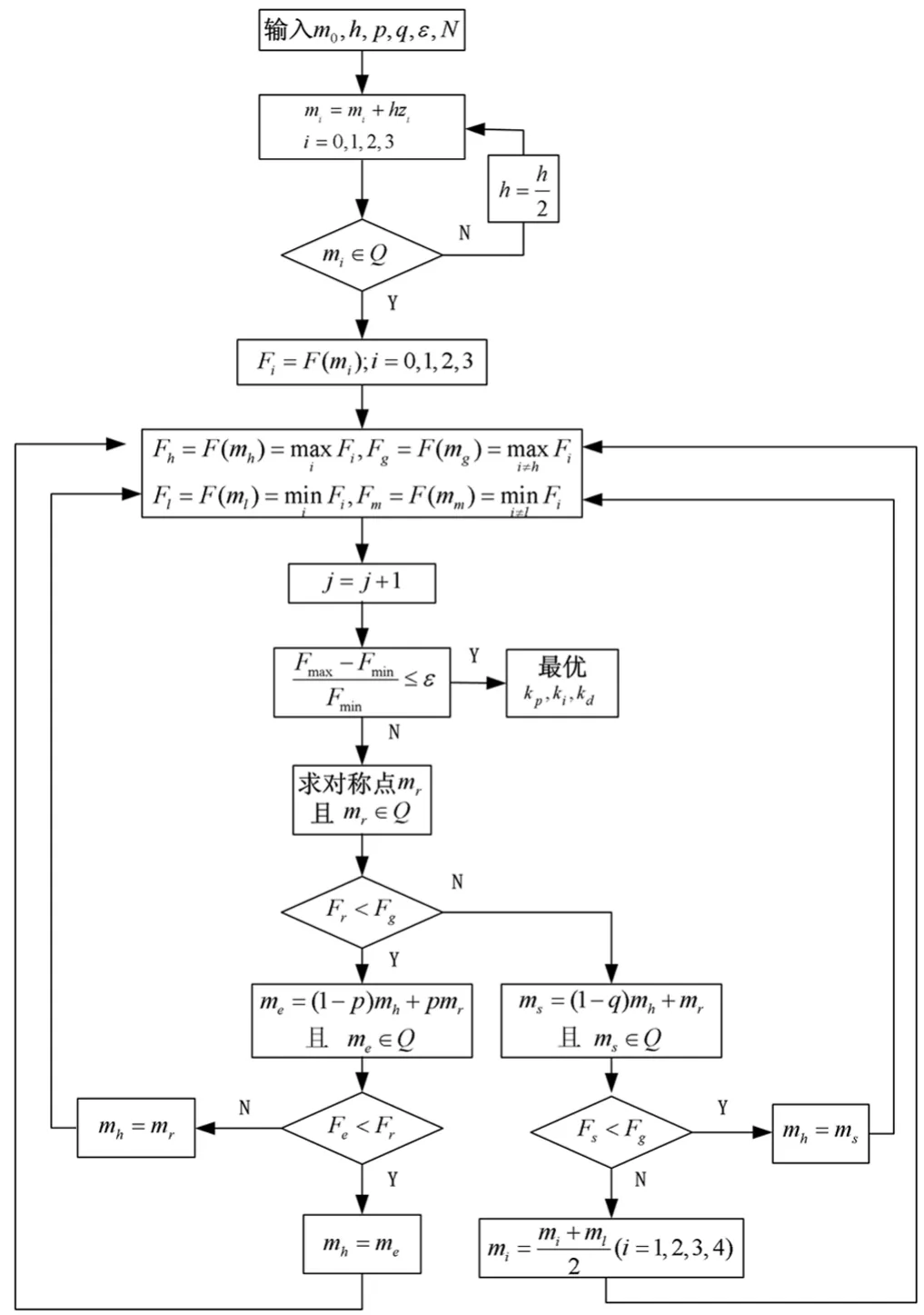
圖6 尋優算法的流程圖
系統在ISE準則下優化PID的階躍響應如圖8所示。從曲線中可以看到系統存在很大的超調。
(2)誤差平方的矩的積分準則(ITSE):
系統在ITSE準則下優化PID的階躍響應如圖9所示。可見,超調明顯減小,調整時間也明顯降低。
(3)誤差絕對值的矩積分準則(ITAE):
系統在ITAE準則下優化PID的階躍如圖10所示。通過對比,ITAE準則下,調整時間進一步縮短,系統超調小、快速性好、平穩性提高。
(4)廣義平方誤差積分準則(GISE):
系統在GISE準則下優化PID的階躍響應如圖11所示,系統沒有超調。
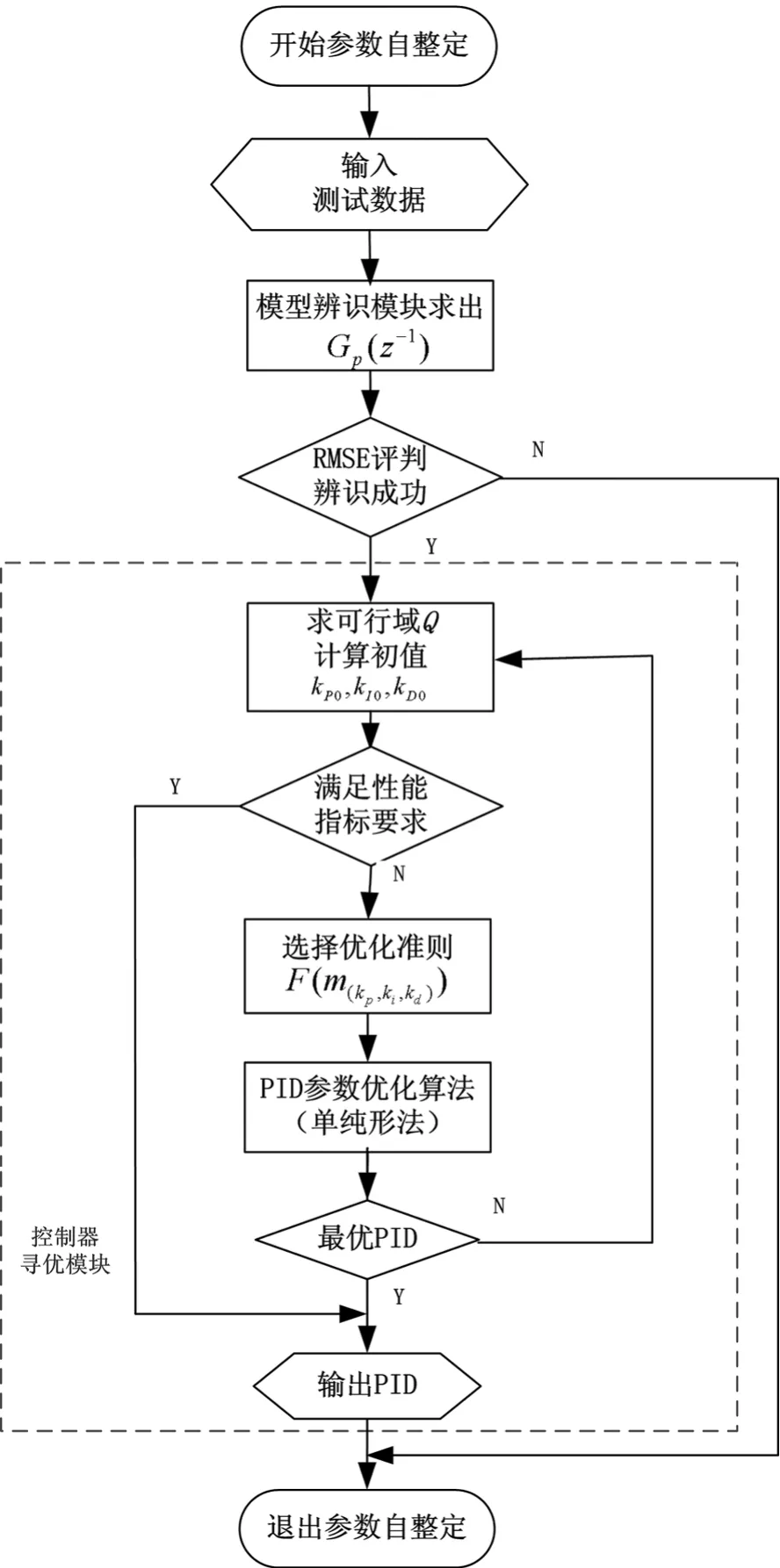
圖7 參數優化自整定的流程圖
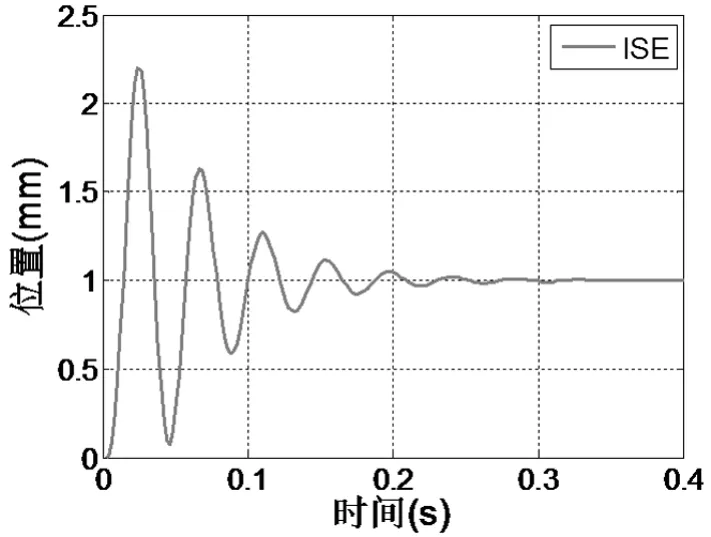
圖8 基于ISE準則的階躍響應
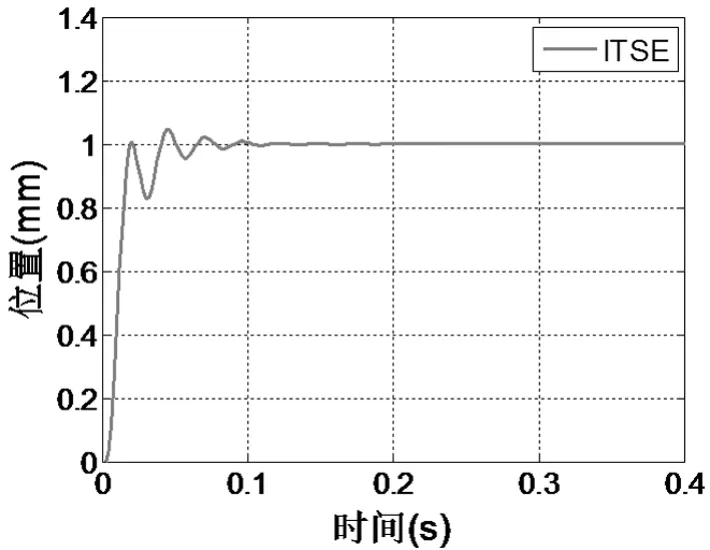
圖9 基于ITSE的階躍響應
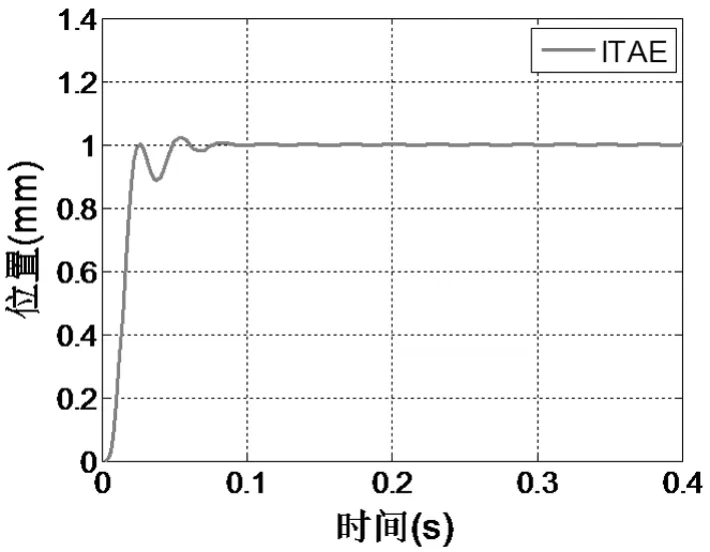
圖10 基于ITAE的階躍響應
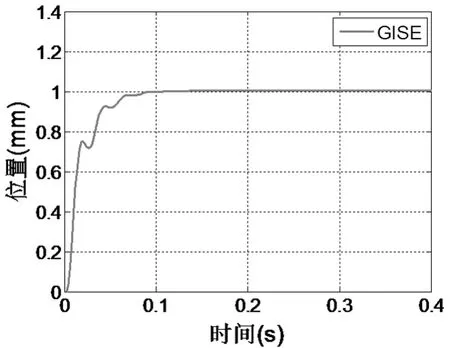
圖11 基于GISE的階躍響應
(5)基于時間的廣義誤差積分準則:
系統在GITSE準則下優化PID的階躍響應如圖12所示。GITSE準則相比GISE準則,將時間的權重考慮進去,提高了系統的響應速度,同時縮小了系統的穩態誤差。
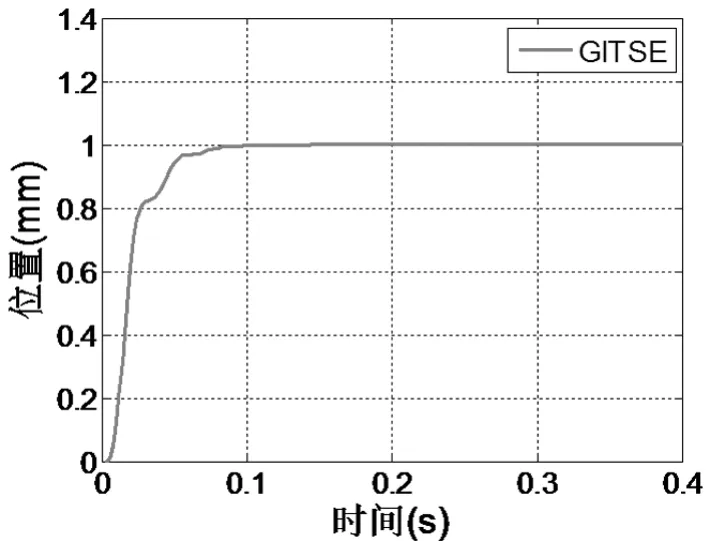
圖12 基于GITSE的階躍響應
將優化結果進行對比,見表2所示。Td為延遲時間、ts為調整時間、tp為峰值時間,tr為上升時間,σ%為超調量,N為振蕩次數。
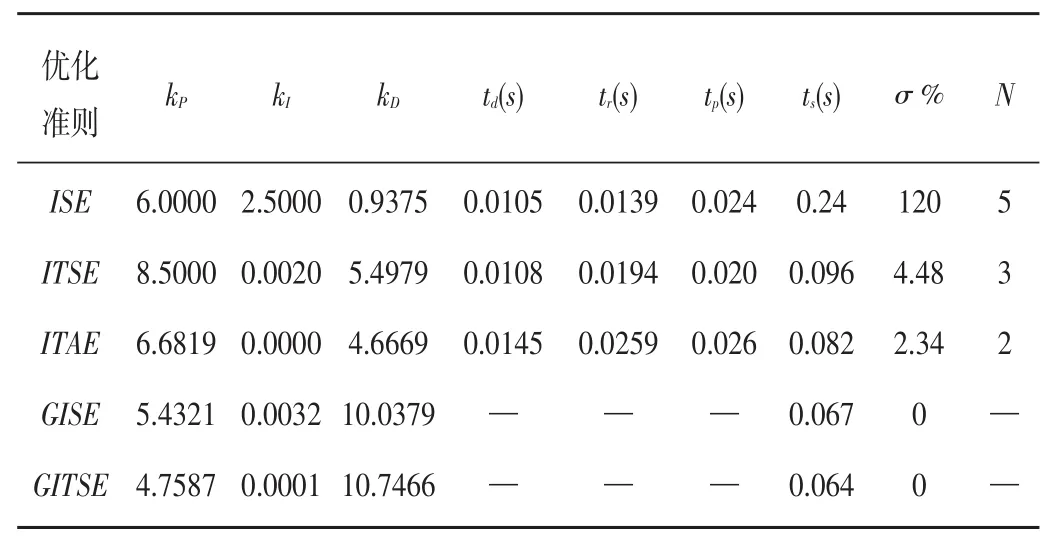
表2 優化結果對比
系統的快速性可以從td、ts、tp和tr來分析,系統的平穩性從σ%和N來分析。ISE由于ts長同時σ%大而不被采用。ITSE的tr較短,σ%適中,在平穩性一般但快速性高的系統中可以采用。ITAE的振蕩次數少,σ%小,ts適中,在對平穩性能和快速性能都有要求的系統中可以采用。GISE和GITSE以其ts最短并且無超調的特點,在平穩性能和快速性能要求都很高的系統中可以采用。
5 實驗
選取一臺小型的三軸雕銑機床作為實驗平臺,將自整定算法在實際機床上進行驗證。基于GITSE優化準則的進行尋優與手調PID結果進行對比,如表3所示。
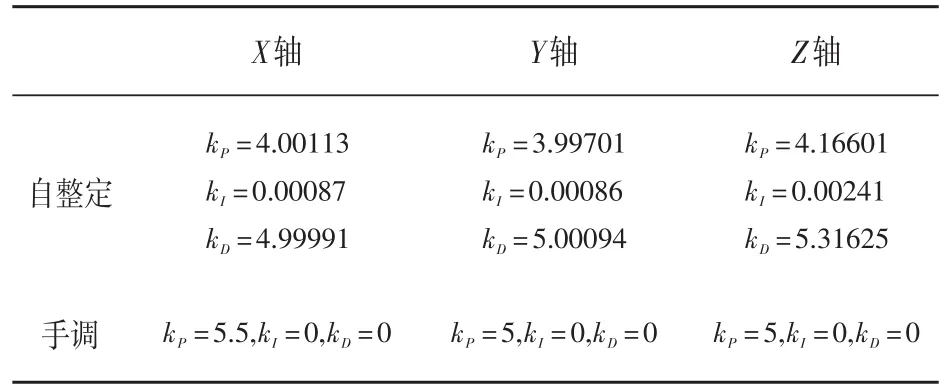
表3 三軸雕銑機床的PID參數
圖13為傳統手調方法和PID自整定方法的加工對比,加工實驗均為曲面加工,加工速度均為每分鐘兩米。從中可以看出,加工效果在曲率小的時候差別并不明顯,而在曲面的曲率較大的地方,自整定要比手調效果好很多,另外,在時間上,自整定算法加工的時間要比人工手調方法的加工時間少很多。
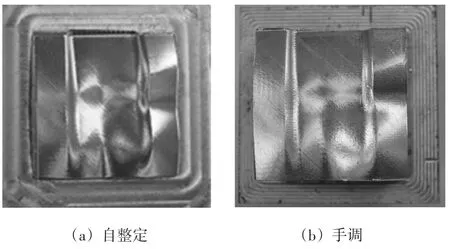
圖13 自整定PID與手調PID的加工結果對比
6 結論
本文針對數控機床控制系統位置環設計了一種PID控制器自整定方法。通過RMSE評價機制得到數控機床位置環模型,基于GITSE優化準則并采用單純形法進行了參數尋優。實驗證明,該PID自整定機制可以取代傳統的人工手調,在數控系統的生產加工中得到應用。
參考文獻:
[1]吳黎明.數字控制技術[M].北京:科學出版社,2009.
[2]劉震,姜學智,李東海.PID控制器參數整定方法綜述[J].電力系統自動化,1997,21(8):79-83.
[3]Eric P,Andre P.Development and Evaluation of an Au?to-tuning and Adaptive PID Controller[J].Automati?ca,1996,32(1):71-82.
[4]Dwyer A O.Handbook of PI and PID Controller Tuning Rules[M].London:Imperial College Press,2009:44-51.
[5]Wilson D I.Optimal Control[M].Sweden:Karlstad University Press,2000:56-67.
[6]M.C.Tsai,I.F.Chiu,M.Y.Cheng.Design and Imple?mentation of Command and Friction Feed-forward Con?trol for CNC Motion Controllers[J].IEE Proceedings Control Theory Applications,2004,151(1):13-20.
[7]陶永華.新型PID控制及其應用[M].北京:機械工業出版社,2002.
(編輯:向飛)
Study of PID Self-Tuning Method in CNC Control
FU Lan-hui1,ZHOU Lei2,CAO Yong-jun2
(1.Fangyuan NC Tech.Co.,Ltd.,Shenzhen518055,China;2.Guangdong Institute of Automation,Guangzhou510000,China)
Abstract:CNC system is the core of the modern industry.In this paper,we proposed a self-tuning method of PID controller in CNC control system.The position loop is modeled and analyzed with RMSE evaluation mechanism.Based on simplex method,use parameter optimization and identification to establish the self-tuning method.Find out the optimal criteria for different performance requirements by discussing how to choose the optimal criteria.The experiments provide that the self-tuning method can be applied to the processing and production of CNC.
Key words:CNC;system identification;simplex method;self-tuning;PID controller
作者簡介:第一付蘭慧,女,1987年生,河南人,碩士研究生,工程師。研究領域:運動控制。已發表論文2篇。
收稿日期:2015-07-28
DOI:10.3969/j.issn.1009-9492.2015.08.024
中圖分類號:TG659
文獻標識碼:B
文章編號:1009-9492 (2015 ) 08-0087-05