大型喇叭形零件旋壓工藝研究
2015-05-15 08:59:08陳朝漢
機電工程技術 2015年8期
關鍵詞:工藝
陳朝漢
(佛山市永德封頭鍛造有限公司,廣東佛山 528313)
0 前言
喇叭形零件廣泛應用于各行各業,例如機械工業和造船業。喇叭形零件質量的優劣直接影響產品的性能。本文以船用導流管的喇叭管為例,闡明這一新工藝。
船用導流管喇叭管部分(圖1)的成形質量是保證導流管整體制造質量的關鍵之一,而導流管的質量直接影響輪船推進效率,為了保證其質量,對于其工藝的選擇尤為重要,根據經驗和分析,通過采用錐體毛坯旋壓成形的新工藝制造,可以達到理想的效果,因此對喇叭形零件的旋壓工藝進行研究有極其重要的意義。

圖1 零件形狀及尺寸
1 工藝方案的選擇
零件形狀及尺寸如圖1所示。該零件為喇叭形零件,材料CCS-C,厚度為14 mm,由于零件直徑較大,且圓度、高度、棱角度及直徑公差要求較高,如果用分瓣沖壓法壓制再組裝成整體喇叭形零件,至少要做一套上下壓模及一套較復雜的組裝用工裝,生產周期長,而且尺寸公差、形位公差都難以達到要求。如用旋壓方法整體成形零件,不但可以控制其尺寸公差和形位公差,而且成形表面圓滑無凹凸模的壓痕及錯邊量等缺陷,提高了表面質量。
因為零件為喇叭形零件,它不完全符合旋壓壓力輪的正常軌跡,但根據旋壓機的工作原理(圖2),通過控制前后油缸的伸縮量(主要Y軸方向的移動量)及斜油缸的伸縮量(主要X軸方向的移動量)就可以保證壓力輪沿著成形輪R的軌道運行,這樣就可保證與旋壓軌道符合了。最后確定工藝方案:錐體毛坯制作→焊接工裝底座→翻邊成形→切除余量→達到圖紙要求。
工藝流程成形簡圖如圖3所示。
2 旋壓成形工藝
2.1 毛坯的確定
根據零件喇叭形圖確定錐體毛坯的角度及相關尺寸如圖4所示。
因考慮到翻邊成形輪的尺寸大小及翻邊時成形輪下端錐體段需要通過摩擦力帶動錐體毛坯旋轉旋壓。故錐體毛坯小頭要縮小,最后將錐體毛坯尺寸定為大頭內徑?4 410 mm,小頭內徑?3 793 mm,高度為611 mm,錐度為53.38°。
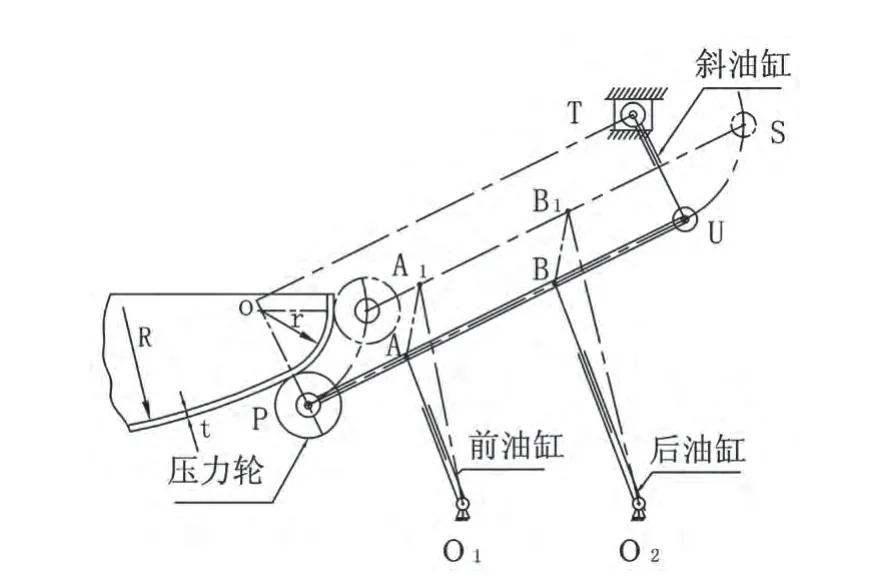
圖2 旋壓機工作原理
錐體開料展開圖及錐體成形毛坯尺寸圖如圖5。
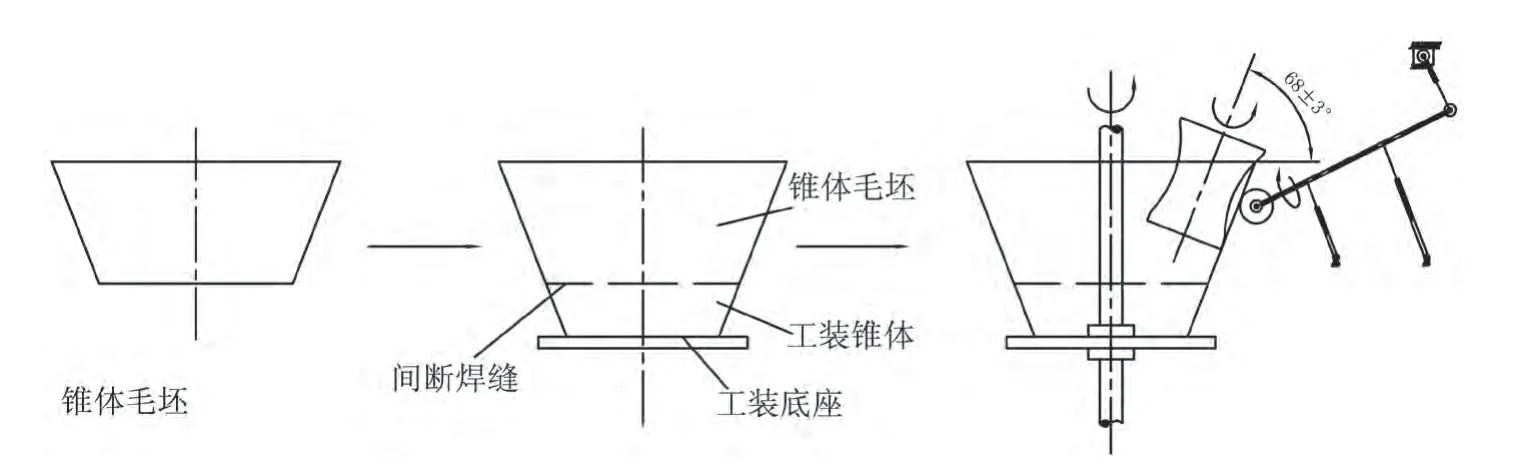
圖3 工藝流程成形簡圖
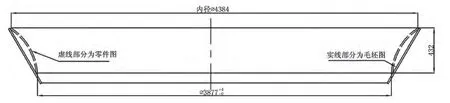
圖4 錐體毛坯
2.2 模具的設計
此零件放在WT-6800-32旋壓機上旋壓,成形輪的材料為QT-700,熱處理硬度HRC 40~50,工作面粗糙度Ra 6.3。考慮到工作面的形狀,材料的變形后的回彈及在工作過程中成形輪與水平方向的斜角可在68°±3°內擺動,那么在旋壓工作時可將成形輪與水平方向的傾斜角加大(大于68°),使成形的喇叭形工件直徑略小于規定直徑,在壓力輪無加壓時工件直徑會回彈變大,即可達到要求尺寸,因此成形輪工作面的R尺寸值與喇叭形零件內R值一樣即可,另外還要考慮到錐體毛坯要靠成形輪的摩擦才能轉動翻邊,則要在成形輪R位的下側設計時增加一段錐形摩擦段,最后確定成形輪的尺寸如圖6所示。
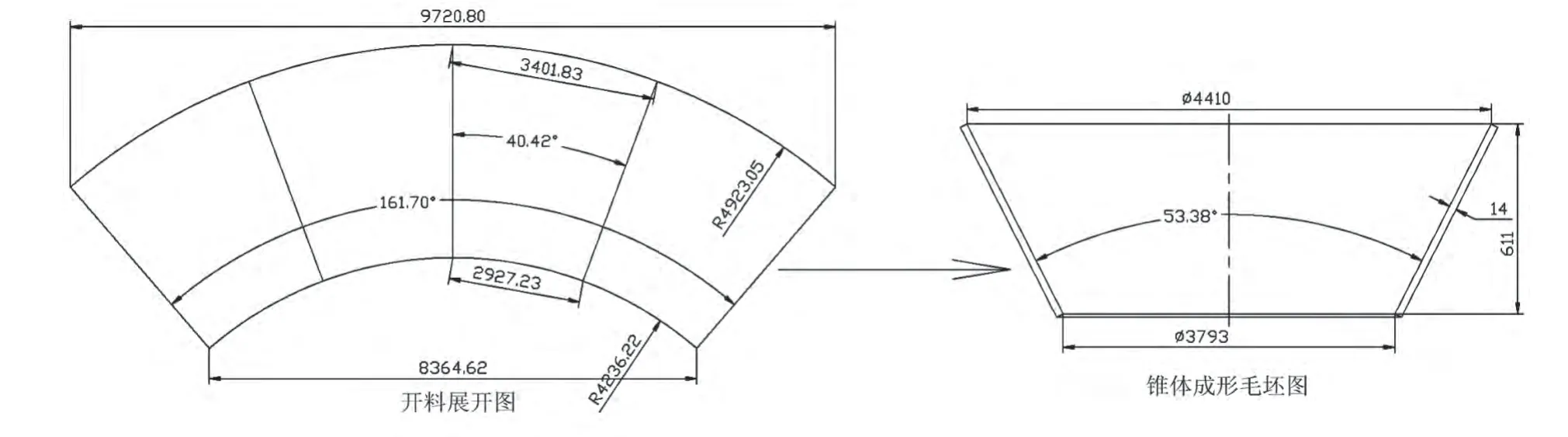
圖5 開料展開及毛坯尺寸

圖6 成形輪的尺寸
2.3 工裝的設計
考慮到錐體毛坯較大,需要加工裝與錐體毛坯焊接(間斷焊)成一體才可夾緊并在成形輪的帶動下轉動旋壓,另外還要考慮成形輪要離底板200 mm距離,則要在工裝底板上加一個200 mm高的工裝錐體,這個錐體的角度要與錐體毛坯的角度一樣,且工裝錐體的大頭直徑要與毛坯錐體的小頭直徑一樣大才方便焊接。由于零件較大,檢測零件時需做一個成品檢驗樣板,樣板的弧位R須與喇叭形零件內壁理論弧位相吻合。工裝圖及成品檢驗樣板圖如圖7所示。

圖7 工裝圖及成品檢驗樣板圖
2.4 旋壓工藝參數
旋壓工藝參數見表1。

表1 工藝參數
3 結果、分析及解決問題辦法
3.1 試驗結果
按表1所列的工藝參數壓制完第一個后旋好的工件的大頭方向比檢查樣板高約60 mm,高出部分為切割余量,即切割余量較大,如圖8所示。
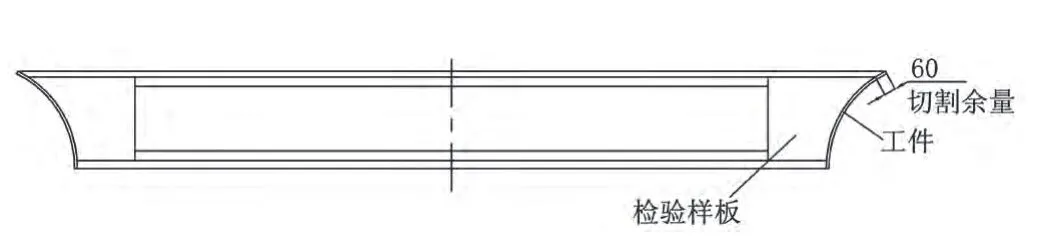
圖8 第一個后旋好的工件
當將錐體毛坯的大頭直徑改小50 mm,再旋3個,旋好后的大頭余量較小,只有約20 mm切割余量,且4道次就能旋好,現將4個工件的旋壓數據列于表2。
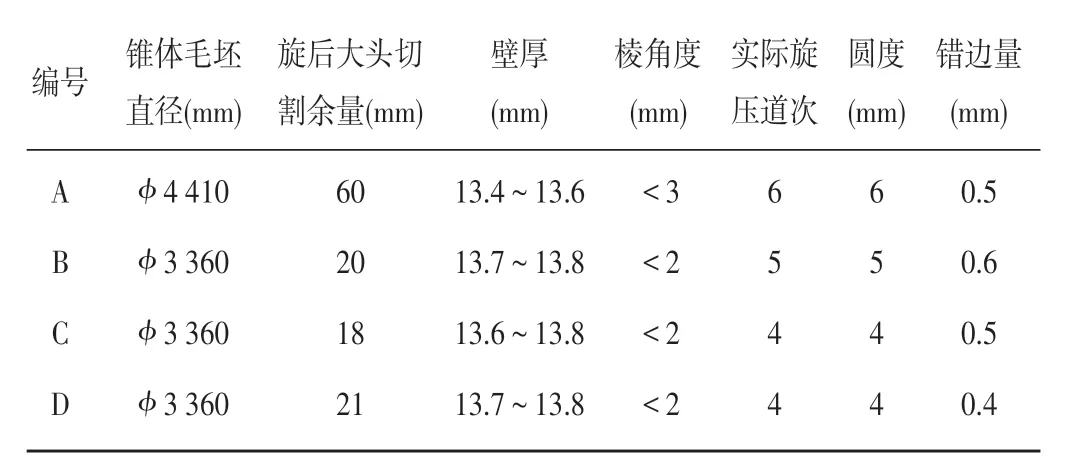
表2 不同毛壞直徑的試驗結果
從表2可以看出,錐體毛坯直徑的大小直接影響到工件的切割余量、旋壓道次,喇叭形切割余量的減小及旋壓道次減少,則提高了工作效率,降低了生產成本。
表2還可以說明,由于毛坯直徑的改變及實際生產工藝參數略有改變,所以旋壓后的工件直徑減薄量、棱角度等均有差異。
3.2 分析及解決辦法

圖9 旋壓位置
在此就用錐體毛坯旋壓喇叭形零件成形所遇到的問題進一步分析并提出解決方案。問題:如果第一道次從R位的下端開始翻邊,那么易產生較大波浪皺折。解決辦法:第一道次開始旋壓時要從工件的中間位置開始旋壓如圖9,且要控制旋壓變形量,變形量太大就會產生波浪形皺折,而且會使工件的圓度增大,若要修復皺折,就須增加旋壓道次,但旋壓道次不能太多,因為每旋一道次就會增加一定的減薄量。則旋壓道次越多減薄量就越大,因此在生產過程中要多積累經驗,才能找到一個比較合適的旋壓道次,從而提高了產品質量。
4 結論
(1)大直徑喇叭形的零件可以用錐形毛坯經旋壓機整體旋壓成形。成形質量由毛坯的直徑、旋壓道次、進給量、旋壓輪壓力、潤滑條件決定。
(2)利用旋壓機旋壓大直徑(筆者公司可旋1.4~8 m直徑)喇叭形零件的工藝至今尚未見相關文獻的發表,其應用有著廣闊的前景。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52