濱海熱電1號機主汽閥閥體裂紋原因分析與焊接修復
2015-04-13 07:07:40吳永法
浙江電力 2015年2期
吳永法
(浙江浙能紹興濱海熱電有限責任公司,浙江 紹興 312073)
濱海熱電1號機主汽閥閥體裂紋原因分析與焊接修復
吳永法
(浙江浙能紹興濱海熱電有限責任公司,浙江 紹興 312073)
浙能紹興濱海熱電公司1號機組在2012年大修時,檢查發現右側高壓主汽閥閥體內壁靠近進汽濾網導流板部位存在裂紋。通過對裂紋的宏觀、金相檢查和分析,認為裂紋是在閥門殼體鑄件鑄造過程或隨后的熱處理過程中產生的,屬于鑄造缺陷。給出了焊接修復處理方案及工藝措施,提出了修復投運后的監督檢驗建議,可為同類型問題的處理提供借鑒。
汽輪機;主汽閥;內壁;裂紋;分析;焊接
1 概況
浙江浙能紹興濱海熱電有限責任公司1號機組的汽輪機由哈爾濱汽輪機廠制造,為亞臨界、中間再熱、雙排汽抽汽凝汽式,型號為 C280/ N300-16.7/538/538型,于2011年6月投產。2012年12月,1號機進行投產后的第一次檢查性大修,檢查發現右側高壓主汽閥閥體存在裂紋,裂紋位于主汽閥閥體內壁靠近主蒸汽進汽濾網擋流板位置,裂紋斷續分為3條,總長度約為250 mm,張口最寬處約為1.5 mm,裂紋宏觀形貌如圖1所示。閥門設計運行溫度為541℃、壓力約為17.5 MPa,閥體材質為ZG15Cr2Mo1,裂紋區域閥殼厚度約為130 mm。機組大修前累計運行時間約為12 000 h。
2 裂紋性質與原因分析
2.1 裂紋形貌觀察及金相檢驗
宏觀檢查發現裂紋整體走向彎曲,但在局部區域走向平直,不具備疲勞裂紋的宏觀形貌特征。
采用現場金相技術,用FeCl3作為腐蝕劑,對裂紋區域閥體材料進行金相組織檢查,金相組織在光學顯微鏡下的裂紋形貌如圖2所示。
(1)閥體材料金相組織為鐵素體+貝氏體,晶粒度6~7級,如圖2(a)所示,但在局部區域可以觀察到原始的粗大晶粒,如圖2(b)所示。
(2)裂紋邊緣分叉處如圖2(c)所示,裂紋尖端存在脫碳層,脫碳層厚度0.1~0.2 mm,如圖2(d)所示。
2.2 裂紋性質與原因分析
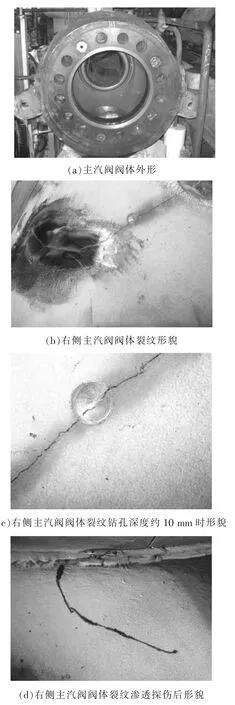
圖1 主汽閥閥體內壁裂紋形貌
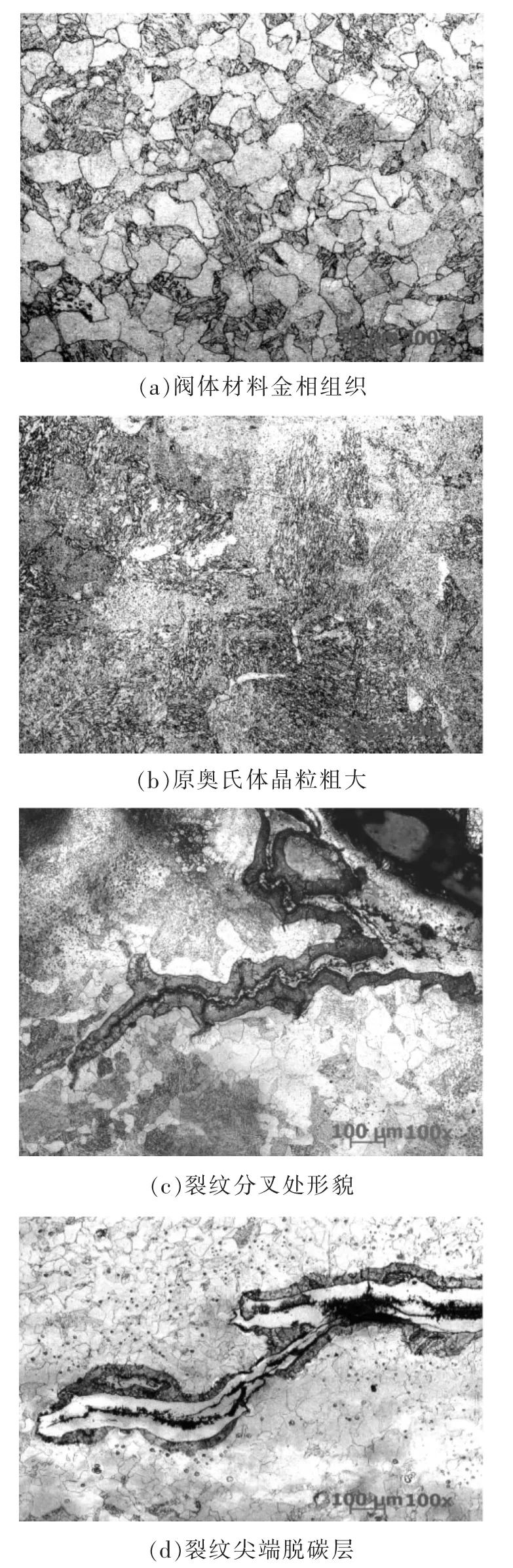
圖2 光學顯微鏡下的裂紋形貌
脫碳是鋼加熱時表面碳含量降低的現象。脫碳的過程就是鋼中的碳元素在高溫下與氫或氧發生作用并生成甲烷或一氧化碳。其化學方程式分別為:

這些反應是可逆的,即氫、氧和二氧化碳使鋼脫碳,而甲烷和一氧化碳則使鋼增碳。
脫碳是擴散作用的結果,脫碳時一方面是氧向鋼內擴散,另一方面是鋼中的碳向外擴散。從最后的結果看,脫碳層只在脫碳速度超過氧化速度時才能形成。當氧化速度很大時,可以不發生明顯的脫碳現象,即脫碳層產生后鐵即被氧化而形成氧化層。
影響鋼脫碳的因素有鋼料的化學成分、加熱溫度、保溫時間和煤氣成分等。其中加熱溫度對脫碳層的形成有直接影響。一般低于800℃時,鋼表面的氧化層將阻礙碳的擴散,脫碳比氧化慢,因此材料表面形成氧化層而不會形成脫碳層。但當溫度超過800℃以后,一方面氧化層形成速度增加,但另一方面碳的擴散速度更快,此時氧化層失去保護能力,脫碳速度快于氧化速度,從而形成脫碳層,且隨著加熱溫度的進一步提高,脫碳層的深度不斷增加。
工程上,常常根據脫碳層的存在來判斷裂紋形成的大致溫度或經歷的熱循環[1-3]。如文獻[2]對ZG42Cr1Mo鋼托輪斷口觀察發現,在疏松、氣孔等鑄造缺陷邊緣存在明顯脫碳層;文獻[3]對28Cr2Mo鋼的斷坯裂紋觀察發現,鑄造坯是在軋制過程中斷裂,由于軋制溫度為1 000℃,因此表面脫碳層很淺。圖3是12Cr1MoVG鋼在720℃× 6 h條件下產生的裂紋,表面僅存在氧化層,而不存在脫碳層[4]。圖4是某電廠再熱管道15Cr1Mo1V鋼在540℃溫度下長期運行時形成的裂紋形貌,裂紋尖端上存在氧化層但并不存在脫碳層[5]。
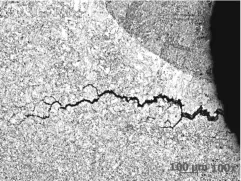
圖3 12Cr1MoVG鋼720℃×6 h下產生的裂紋形貌
本主汽閥閥體實際運行溫度為538℃,該溫度下若裂紋發生擴展,則會在裂紋面上產生氧化層,而不會產生脫碳層。
根據裂紋形貌可以判斷,該裂紋是閥體在鑄造過程中或者隨后的熱處理過程中產生的鑄造缺陷,裂紋尖端存在脫碳層表明:該部件服役時裂紋并未發生擴展。

圖4 15Cr1Mo1V鋼540℃運行下產生的裂紋形貌
3 焊接修復方案
為保證焊接修復方案的安全性、可操作性并滿足大修工期的要求,濱海熱電公司邀請蘇州熱工院、浙能技術研究院、浙江電科院等單位的金屬材料專家對哈爾濱汽輪機廠出具的補焊工藝進行了補充完善,修正后的焊接修復方案如下:
(1)采用砂輪或旋轉銼等機械打磨方式磨除裂紋,磨除時在裂紋兩端鉆止裂孔,清除裂紋。如裂紋較淺,采用單側焊接坡口;如裂紋較深(接近裂透)則采用雙面“X”型焊接坡口。焊接坡口制備后需經著色檢查,確認坡口側壁無缺陷后方可補焊。
(2)采用敷焊加填充焊方式進行補焊。敷焊層采用Φ3.2的ENiCrFe-3焊條;填充層采用Φ3.2的E16-25MoN-15(A507)Φ3.2焊條。
(3)閥體外部鋪設遠紅外電加熱片進行焊前預熱,敷焊層焊前預熱至100℃。
(4)敷焊層焊接2層,厚度控制為4~6 mm。要求連續施焊,焊道排列整齊,焊道之間要有1/3的覆蓋量,敷焊層與坡口邊緣基材圓滑過渡。
(5)全部敷焊完成后,用石棉布覆蓋,緩慢冷卻至常溫后打磨并著色檢查,不允許有裂紋、夾渣、氣孔、咬邊等缺陷。
(6)填充補焊采用多道多層焊,斷續進行,每道焊接前要等前一道焊縫冷卻至50℃以下再焊。
(7)填充層每焊一道,焊工用氣動風鎬進行錘擊。敷焊層與填充蓋面層不錘擊。
(8)Ni基合金焊條與A507焊條熔敷金屬均具有一定的熱裂紋敏感性,特別是在收弧處易出現裂紋,因此收弧處要填滿,每道焊縫收弧處要進行檢查,發現裂紋則通過打磨的方法清除,不能以下一道焊道重熔的方法來清除。
(9)焊接時,高壓調節閥管孔處裝設換氣扇,以排出閥體內的熱空氣與焊接煙塵,改善焊接操作條件并保證焊接操作者安全。
(10)焊接修復過程中,專業技術人員全程旁站監督檢查。
(11)修復后對修補部位進行宏觀、著色、金相、硬度等各項檢查。
4 修復質量控制
4.1 裂紋的清除
(1)清除方法:機械打磨清除缺陷。(2)控制要點:裂紋是否清除完全。
(3)結果:長約 20 mm區域清除深度至53 mm,其他區域清除至45 mm時,裂紋清除完全,并經著色探傷確認。
4.2 焊接過程控制
(1)預熱溫度100~150℃,層間溫度控制約100℃,焊接2層,敷焊層厚4~6 mm。對焊道逐道檢查,未發現焊接缺陷。
(2)控制層間溫度100℃以下;每道焊縫收弧處檢查。檢查中多次在收弧處發現裂紋,對此進行了打磨清除。
5 修復后的檢驗
5.1 外觀檢驗
焊接完畢后,對焊接區域進行了打磨和著色滲透檢查。檢查結果表明,焊縫金屬與母材圓滑過渡,未發現超標焊接缺陷。
5.2 硬度檢查
對閥體補焊區域用里氏硬度計進行了硬度測試,測定結果表明母材HB為158,敷焊層HB為176,填充層HB為194,硬度符合要求。
5.3 金相組織檢查
采用現場復膜金相技術,用王水作為腐蝕劑,對焊接區域閥體材料進行金相組織檢查,發現:
(1)母材閥體材料金相組織為鐵素體+貝氏體,晶粒度6~7級,如圖5所示。
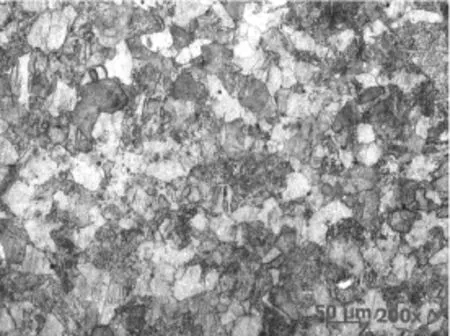
圖5 母材金相組織
(2)敷焊層焊縫金屬組織為鑄態奧氏體,晶間有較多析出物,如圖6所示。
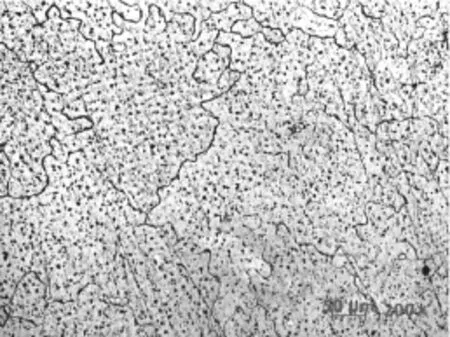
圖6 敷焊層金相組織
(3)填充層焊縫金相組織為奧氏體,如圖7所示。
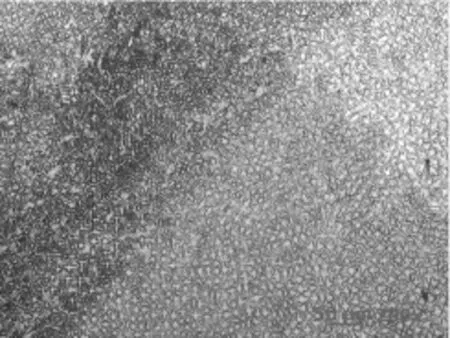
圖7 填充層金相組織
(4)熔合線熔合良好,未見裂紋、夾渣、未熔合等缺陷,如圖8所示。
(5)檢查未發現裂紋或其他超標缺陷。

圖8 熔合線形貌
6 結論
綜合修復工藝、修復過程的控制和焊后檢驗結果認為,該閥體修復質量滿足相關標準要求,能保證部件的安全運行。
[1]孫盛玉,戴雅康.熱處理裂紋分析圖譜[M].大連:大連出版社,2002.
[2]郭海霞.ZG42Cr1Mo鋼托輪斷裂原因分析[J].熱處理,2010,5(25):65-68.
[3]付勇濤,劉靜,劉武群,等.28Cr2Mo鋼鑄坯軋制斷裂原因分析[J].鋼鐵研究,2009,4(37):15-18.
[4]陳忠兵.華塑股份熱電1號鍋爐末過出口三通焊接接頭裂紋原因分析及修復技術報告[R].蘇州熱工研究院有限公司,2011.
[5]陳忠兵,張立君,梁軍,等.在役15X1M1Φ鋼焊接接頭早期失效分析及其預防[J].金屬熱處理,2012(11):119-124.
[6]鄭天艷.汽輪機主汽閥裂紋原因分析及修復[J].浙江電力,2014,33(2):38-42.
(本文編輯:徐 晗)
Cause Analysis and Welding Repair of Crack in Main Throttle Valve
WU Yongfa
(Zhejiang Zheneng Shaoxing Binhai Thermal Power Generation Co.,Ltd.,Shaoxing Zhejiang 312073,China)
During the maintenance in Binhai Thermal Power Generation Co.,Ltd.in year 2012,a crack was found in the inner wall of right high-pressure main throttle valve of units 1 near skirt the plate of feed-in steam strainer.Based on the visual inspection and metallographic examination of the crack,it is believed that the crack is formed in the manufacturing process,such as casting or subsequent heat-treating.This paper offers the crack repairing scheme and technical measures of welding repair;besides,it brings forward suggestions on supervision and test after the crack is repaired and put into operation,providing reference for the solution to such problems.
steam turbine;main throttle valve;inner-wall;crack;analysis;weld
TK265
B
1007-1881(2015)02-0045-05
2014-09-03
吳永法(1973),男,工程師,主要從事火力發電廠生產技術管理。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
