鈦管蒸發器在酸性溶液中的防腐防垢
2015-04-12 09:22:46邸萬山
科技創新導報 2015年32期
邸萬山

摘 要:該文采用陽極鈍化法對鈦管蒸發器表面進行鈍化,研究了溶液在不同酸度、端電壓、鈍化時間下對鈍化膜形成的影響。試驗結果表明,溶液酸度[H+]≤4 mol/L,鈦管保持端電壓在2.0~2.5 V,鈍化時間在30 h以上,鈦管表面可以形成完整鈍化膜,可實現在酸性溶液中連續蒸發。鈍化后的鈦管表面光滑,通電時鈦管表面存在電離層,不產生污垢,達到了防腐蝕、防結垢的目的。
關鍵詞:鈍化 鈦管蒸發器 酸性溶液 端電壓 防腐蝕 防結垢
中圖分類號:TQ051.62 文獻標識碼:A 文章編號:1674-098X(2015)11(b)-0012-02
化工生產中,由于金屬導熱性好、熱效率高。因此,常用金屬管(如銅管、鈦管等)通入導熱油作為蒸發器蒸發溶劑,降低生產成本[1]。但是,在蒸發酸性溶液時,金屬管蒸發器在高溫、酸性溶液中容易被腐蝕形成“沙眼”,導致金屬管蒸發器被擊穿漏油,使金屬管蒸發器報廢影響生產,增加生產成本。同時,長時間蒸發會在蒸發器表面形成堅固的污垢。污垢導熱性差,使蒸發器熱效率降低。而且這種污垢堅硬難以處理,不僅使蒸發不能連續進行,而且影響蒸發器使用壽命[2]。目前常用的防腐蝕方法:一是保護緩蝕劑法;二是電化學保護法[4]。這些方法雖然能夠一定程度上起到防腐蝕作用,但防腐蝕效果不理想。同時不能防止結垢。
該文采用陽極鈍化法對鈦管進行鈍化。鈍化處理后,在鈦管表面形成致密鈍化膜,阻止鈦管與酸的反應。而且鈦管鈍化膜表面光滑防止污垢的形成。鈍化膜與基體的結合力強,使金屬的耐腐蝕性得到極大改善,能有效阻止污垢的形成。起到防腐蝕、防結垢的作用。
1 材料和方法
1.1 儀器、材料
鈦管:工業鈦管蒸發器所用鈦管。其余化學試劑均為國產分析純試劑;鈦管的預處理:首先用280#、400#、600#水砂紙逐級打磨。然后用丙酮、無水乙醇沖洗、最后用蒸餾水超聲清洗后干燥備用;低壓直流電源;酸性硫酸鋁試液。
1.2 實驗方法
將低壓直流電源正極與鈦管連接作為陽極,負極與不銹鋼片連接作為陰極。將鈦管、不銹鋼片置于盛有酸性硫酸鋁溶液中構成閉合電路。在不同酸度、端電壓、時間下鈍化鈦管。通電后當電流無明顯變化時表明鈦管表面鈍化完成。
2 結果與討論
2.1 酸度對鈦管鈍化的影響
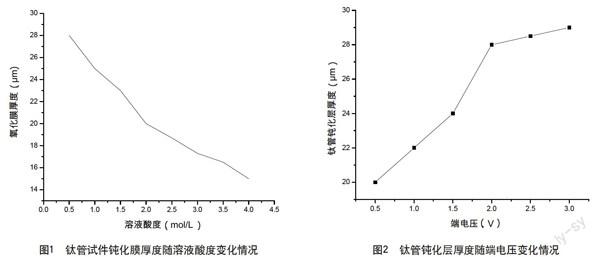
如圖1所示,通電后,銀白色鈦管表面的金屬光澤逐漸消失,銀白色表面逐漸呈灰白色。處理后的鈦管表面形成了一層灰白色的鈍化膜,部分地方的表面呈淬藍色。用渦流測厚儀測得鈍化膜的厚度。結果表明,隨著溶液酸度的增加,鈍化膜的厚度逐漸減小。當溶液[H+]≥4 mol/L時,其鈍化膜的厚度約為15 μm。因此,在使用鈦管蒸發器蒸發溶液時,溶液的酸度不宜過高,應控制在[H+]≤4 mol/L。
2.2 端電壓對鈦管鈍化的影響
如圖2所示,隨著端電壓的升高,鈍化膜的厚度逐漸增加,而且鈍化時間減少。當鈍化膜的厚度達到28μm后增加緩慢。當端電壓高于2.5 V時溶液中的水分解加快。因此,在使用鈦管蒸發器蒸發溶液時,端電壓應控制在2.5 V以下。
2.3 通電時間對鈦管鈍化的影響
對鈦管進行不同鈍化時間后陽極產物的EDX能譜分析。由表1可以看出,隨著鈍化時間的增加,陽極產物氧含量逐漸升高。當反應時間為10 h后,產物中氧鈦的原子比已達到1∶1,較未鈍化前氧含量增高。當反應時間為30 h后,產物中氧鈦的原子比已達到2∶1,鈦管被氧化完全。
3 結語
綜合上述試驗結果,鈦管保持鈦管端電壓2.0~2.5 V,溶液酸度為[H+]≤4 mol/L,溶液溫度t<150 ℃,鈍化時間在30 h以上,鈦管表面可以形成完整鈍化膜。可用于蒸發酸性溶液。由于鈦管表面鈍化膜光滑,并且表面存在電離層,不產生污垢,達到了防腐蝕、防結垢的目的。
參考文獻
[1] 何毅,徐中浩,陳航宇,等.金屬材料防腐技術的研究進展[J].應用化工,2013,42(11):2065-2071.
[2] 田淑嫻,段行知.酸性條件下國內外用管情況及金屬防腐分析[J].管道技術與設備,2011(1):44-45.
[3] 張建路.金屬防腐及應用[J].表面技術,1999,28(5):38-40.
[4] 龍晉明,郭忠誠,樊愛民,等.犧牲陽極材料及其在金屬防腐工程中的應用[J].云南冶金,2002,31(3):142-148.
[5] 張洪生,楊曉蕾,陳熹.植酸在金屬防護中的應用[J].腐蝕科學與防護技術,2002,14(4)238-243.
[6] 王世娟,胡瑾,楊曉東.常溫清潔鋅鈣系磷化液的研制[J].實驗室研究與探索,2012,31(5):63-65.
[7] 李艷賓,陳澤民,王健為,等.鋼鐵件磷化處理液的研究[J].電鍍與環保,2012,32(3):33-35.
[8] 李遠利,雍歧衛,劉志.管道防腐涂層新發展[J].涂料工業,2007,37(2):55-57.
