汽輪機主汽閥座密封焊縫修復工藝研究
2015-04-10 09:52:08王廣成
機械工程師 2015年7期
王廣成
(哈爾濱汽輪機廠有限責任公司,哈爾濱 150046)
汽輪機主汽閥座密封焊縫修復工藝研究
王廣成
(哈爾濱汽輪機廠有限責任公司,哈爾濱 150046)
現場檢修過程中,發現部分超臨界及超超臨界汽輪機主汽閥閥座密封焊縫存在開裂現象,通過詳細的補焊工藝考慮,為保證閥座密封焊縫質量及機組長期穩定運行打下了良好的基礎。
主汽閥閥座;焊接裂紋;密封焊
0 引言
為了提高火力發電機組效率,以往的亞臨界機組正在逐步被超臨界、超超臨界機組所代替,超臨界566℃及超超臨界600℃的主蒸汽溫度,24.2 MPa和25 MPa或更高的主蒸汽壓力,要求材料具有更高的抗蠕變強度和抗高溫氧化性能,以便能夠承受更高的工作壓力和溫度。為此,我公司設計的超臨界及超超臨界汽輪機主汽閥體材質為ZG1Cr10MoWVNbN和1Cr9Mo1VNbN,閥座材質則均為1Cr9Mo1VNbN。在閥體與閥座部件分別完成精加工后,再在總裝時將閥座與閥體之間進行過盈配合裝配,然后采用焊接方式進行端部結合面的密封焊接。
1 存在的問題
在電廠大修過程中常常發現部分超臨界及超超臨界汽輪機的主汽閥體與閥座之間的密封焊縫存在開裂現象,現場進行了徹底消除缺陷及補焊處理。
2 密封焊縫開裂原因分析
設計圖紙要求在進行超臨界及超超臨界汽輪機主汽閥體零部件裝焊時,在ZG1Cr10MoWVNbN或1Cr9Mo1VNbN閥體上的閥座密封焊接區域事先堆焊一層ENiCr-3焊材,閥座上的相應位置也進行ENiCr-3焊材的堆焊工作,然后堆焊部位與閥體及閥座本體一同進行整體熱處理,待閥殼與閥座分別精加工后,在總裝時進行密封焊接工作,這樣可以避免直接在9%Cr高合金鋼本體上進行焊接需要進行焊后熱處理的難題。從結構設計及焊接原理上來說,密封焊縫應該能夠滿足機組運行要求,但從現場大修檢查情況來看,密封焊縫存在如下問題:
1)焊縫質量不佳。由于焊工操作鎳基焊材能力不足,導致部分焊縫外觀質量不佳,密封焊縫厚度薄厚不一。
2)密封焊縫焊材使用不良。由于亞臨界機組該位置的密封焊材為A507,個別焊工習慣性地誤用A507焊條進行閥座的密封焊接工作,因為在鎳基焊縫上使用奧氏體焊材極易產生細小的碎裂紋,這為閥座密封焊縫開裂現象埋下了隱患。
3)焊接順序不合理,導致焊縫應力較大。個別焊工不按工藝要求,分區、分段進行閥座的密封焊接工作,而是習慣性從一處開始連續完成整圈焊縫的焊接工作,這導致后焊接區域應力較大,且在機組頻繁啟動、變負荷工況下,十分容易導致部分區域密封焊縫開裂。
3 現場修復工藝方案
為滿足機組檢修工期要求,不耽誤大修機組的順利啟動、并網、帶負荷需要,通過對閥體、閥座材料進行焊接性分析,我們決定采用冷焊工藝進行閥座密封焊縫的現場修復工作,工藝方案如下:
1)焊縫材質檢查。現場材質檢查,確認超臨界及超超臨界閥座密封焊縫焊材使用正確。
2)打磨。用砂輪或旋轉銼對存在裂紋的鎳基焊縫進行打磨使其徹底清除,并打磨出方便焊接的斜坡口。
3)探傷。對消除缺陷的焊縫表面進行著色探傷檢查,確認缺陷清除徹底。
4)清理。清理坡口表面及附近20 mm區域內的水、油等污物,以免影響焊接質量。
5)預熱。用氧-乙炔烤槍將焊接區域局部預熱至70℃以上,以清除金屬內部存留的水汽,防止焊縫中氣孔的產生,提高焊接質量。
6)焊接。可采用手工鎢極氬弧焊方式進行閥座的密封焊接,直流正接,焊絲牌號為ERNiCr-3φ2.0、φ2.4均可,也可使用 ENiCrFe-3(或 ENiCrFe-1)φ3.2焊條進行焊接。注意鎳基焊材焊縫收弧處應飽滿,以防止弧坑裂紋的產生。對焊接量較多的整圈密封焊縫,正式施焊前應將閥座與閥體之間對稱點焊4點,點焊長度為5~10 mm。正式焊接時應對稱、分段施焊,而不得從一處開始連續完成整圈焊縫的焊接工作。具體參數如表1、表2所示。

表1 TIG氬弧焊焊接參數
7)鉗修。當焊縫表面成型不好時,可進行適當修磨,使其與相鄰表面圓滑過渡。
8)探傷。焊后著色探傷檢查焊接區域,不得有裂紋、未熔合以及氣孔、夾渣等焊接缺陷。
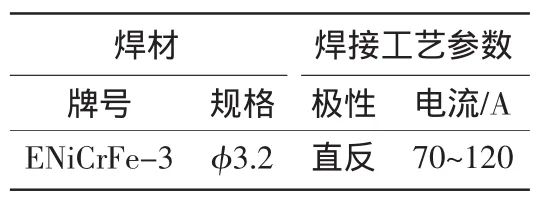
表2 ENiCrFe-3焊條焊接參數
焊條在使用前應進行350℃×1 h烘干,烘干后的焊條應放在80~120℃的保溫筒內隨用隨取。
4 結語
在電廠各部門的大力配合下,我們采取上述工藝方案,順利地完成了多個超臨界及超超臨界電廠主汽閥座的密封焊縫缺陷修復工作,這為大修機組的順利投產打下了良好的基礎。
[1]陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2008.
[2]哈爾濱汽輪機廠.20萬千瓦汽輪機的結構[M].北京:水利電力出版社,1992.
(編輯 立 明)
TK269
B
1002-2333(2015)07-0204-02
王廣成(1979—)男,工程師,主要從事汽輪機產品焊接工藝以及焊接試驗研究工作。
2015-01-15
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
能源工程(2020年5期)2021-01-04 01:29:00
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
