汽輪機中壓調節閥閥蓋襯套加工法
2015-04-10 09:52:10王治軍
機械工程師 2015年7期
王治軍
(哈爾濱汽輪機廠有限責任公司,哈爾濱 150046)
汽輪機中壓調節閥閥蓋襯套加工法
王治軍
(哈爾濱汽輪機廠有限責任公司,哈爾濱 150046)
以汽輪機中壓調節閥閥蓋襯套的加工為例,文中介紹如何克服吊裝產生的困難并采取相應的措施最終完成加工任務。
汽輪機中壓調節閥;過盈配合;吊裝裝置
0 引言
汽輪機中壓調節閥閥蓋與襯套過盈接配,以往先將按尺寸加工準后,再將襯套放入液氮中冷縮15 min后,再裝入閥蓋內孔中,待常溫后,兩者之間即為過盈配合,但是由于裝配后過盈配合使得襯套有變形,會影響內孔尺寸,有可能會超差,只能再次上機床加工到尺寸,但是由于變形量小,使得加工余量過小,壓不住刀,會造成加工表面光潔度差。再有以往裝配起吊過程中是在襯套端面點焊吊耳,再用吊車吊裝,最后割下吊耳,點焊可能給工件金屬內部結構造成變化產生不良作用,現提出一種新的解決方案。
1 解決方案
我們解決的難題主要是在過盈裝配過程中的吊裝難題,一是加工好的襯套為光滑的管狀物,沒有合適的吊裝點;另外沒有可以支撐平衡的吊裝工具,這是我們需要解決的問題。
1.1 設計吊裝點加工方案
首先設計產生吊裝支點的加工方案。具體實施方式:結合圖1~圖5說明,本實施方式為:將中壓調節閥閥蓋內孔尺寸按圖示加工至,襯套外圓尺寸按圖示加工至,內孔尺寸加工至φ464±0.05,在距襯套上端面10 mm處加工出φ458±0.1高10 mm凸臺,將吊裝工具放入襯套內孔中,深度低于襯套的凸臺,再將吊裝工具上的4處罩螺母分別向外旋出,4個罩螺母端面分別接觸內孔壁,這樣使得吊裝裝置4個罩螺母對點尺寸大于襯套內凸臺的內孔直徑,可以將襯套平穩吊裝進行液氮冷縮15 min,裝配至閥蓋內孔中,待常溫后拆下吊裝裝置,將閥蓋及襯套上車床加工掉襯套內孔的凸臺及余量至圖樣尺寸 φ465±0.05(圖虛線尺寸)
1.2 平衡吊裝工具的設計
用于汽輪機閥蓋襯套裝配時吊裝裝置如圖5所示,主要由鉤形吊桿1、螺母2、支架體3、罩螺母4~7等組成,吊桿1的圓柱體一側有一段螺紋,支架3由長方體(3-1)~(3-5)構成,長方體(3-1)上端面側中心位置有一貫通的光孔(3-1-1),圓柱(3-2)、圓柱(3-3)、圓柱(3-4)、圓柱(3-5)外側各有一段螺紋。
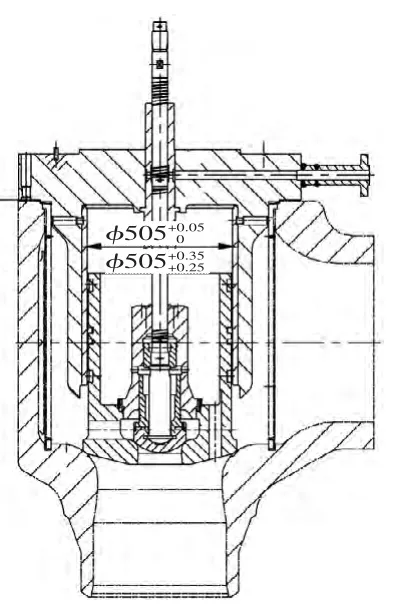
圖1
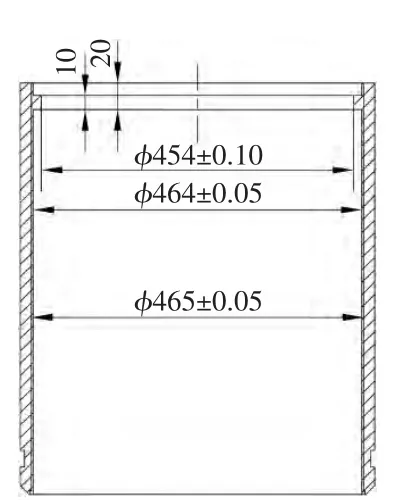
圖2
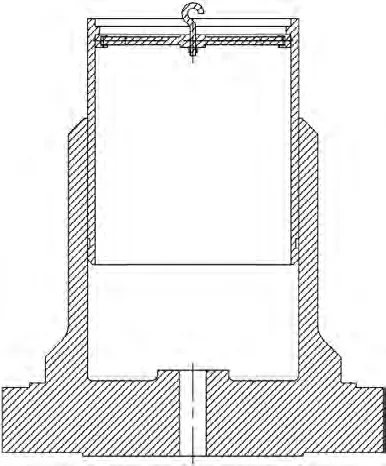
圖3
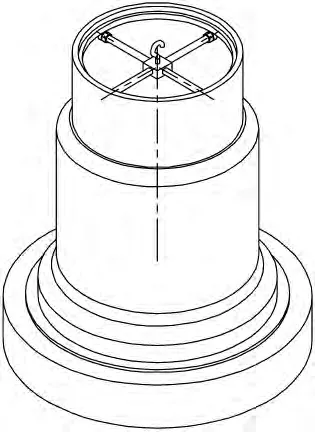
圖4
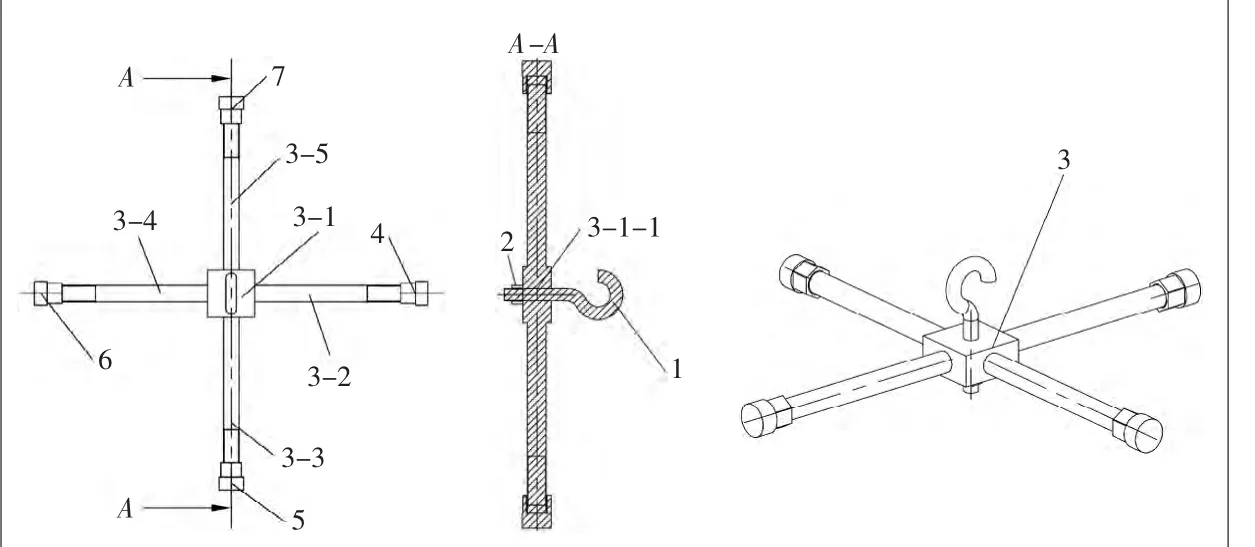
圖5
將鉤形吊桿1圓柱體一側貫穿過支架體3的長方體(3-1)中心位置有一貫通的光孔3-1-1,再將螺母2穿過圓柱體螺紋一側擰緊,再將罩螺母4,罩螺母5、罩螺母6,罩螺母7各自向內旋入支架3圓柱(3-2)~(3-5)螺紋端,使罩螺母 4~7螺紋全部與支架 3圓柱(3-2)~(3-5)螺紋接配,放入襯套內孔中,深度低于襯套的凸臺,再將罩螺母4~7分別向外旋出,4個螺母端面分別接觸內孔壁,這樣使得吊裝裝置4個螺母對點尺寸大于襯套內凸臺的內孔直徑,可以將襯套平穩吊裝進行液氮冷縮,裝配至閥蓋內孔中,待常溫后拆下吊裝裝置,將閥蓋及襯套上車床加工掉襯套內孔的凸臺及余量至圖紙尺寸,圓滿完成任務。
2 達到的效果
此方案與現有技術相比具有以下效果:1)可以平穩起吊,省去焊接和鉗工修磨的工序。2)避免點焊給工件金屬內部結構造成變化可能產生不良作用。3)裝配后再加工內孔,避免裝配變形尺寸超差的發生。
3 結語
以上事例雖然只是一個裝配吊裝的問題,卻影響了裝配質量和操作安全的大問題,設計解決方案就要從機械加工工序下手解決。這提醒我們工藝人員在設計工件加工工藝時要充分考慮到該工件從毛坯下料到裝配成品過程中整個過程的加工、裝配、運輸各環節會出現的難點和問題,從而全面考慮解決方案,達到預期的效果。
(編輯 昊 天)
TK269
B
1002-2333(2015)07-0217-02
王治軍(1982—),男,工程師,從事汽輪機加工技術研究工作。
2015-02-25
猜你喜歡
儀器儀表用戶(2022年11期)2022-11-03 12:38:58
儀器儀表用戶(2022年10期)2022-09-29 04:36:58
儀器儀表用戶(2022年9期)2022-08-30 05:39:48
儀器儀表用戶(2022年5期)2022-05-06 09:02:30
儀器儀表用戶(2022年4期)2022-04-01 03:17:02
能源工程(2020年5期)2021-01-04 01:29:00
石油化工自動化(2018年5期)2018-11-14 02:34:26
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
機械制造與自動化(2014年1期)2014-03-01 04:21:47
