基于回轉(zhuǎn)平臺的三腳插頭與金屬嵌件自動裝配設(shè)備的研制
2015-04-10 09:52:04陳艷芳
機械工程師 2015年7期
關(guān)鍵詞:檢測
陳艷芳
(河源職業(yè)技術(shù)學(xué)院,廣東 河源 517000)
基于回轉(zhuǎn)平臺的三腳插頭與金屬嵌件自動裝配設(shè)備的研制
陳艷芳
(河源職業(yè)技術(shù)學(xué)院,廣東 河源 517000)
針對某公司生產(chǎn)三腳插頭采用"上料-金屬嵌件裝配-檢測-熱熔-取件"五個工序的"直線式"手工裝配線在生產(chǎn)過程中出現(xiàn)生產(chǎn)效率低、產(chǎn)品合格率低、人工成本高等問題,研制出采用回轉(zhuǎn)平臺,集合五個工序于一體機的自動裝配設(shè)備,通過振動盤送料機構(gòu),PLC控制系統(tǒng)和氣動技術(shù)實現(xiàn)各個工序間的自動化,同時通過智能監(jiān)測系統(tǒng)實現(xiàn)在線監(jiān)測,確保產(chǎn)品的合格率。設(shè)備投入生產(chǎn)后,性能穩(wěn)定,產(chǎn)品合格率高,人工從原來5人降至1人,生產(chǎn)效率明顯得以提高。
三腳插頭;回轉(zhuǎn)平臺;金屬嵌件;振動盤;自動裝配
0 引言
三腳插頭作為工業(yè)和日常生活電器最常用的插接件,市場需求量大。目前我國在該行業(yè)的裝配技術(shù)還相對落后,主要還是依靠人工裝配。據(jù)統(tǒng)計,當(dāng)前我國該行業(yè)的裝配工作量,占整個產(chǎn)品生產(chǎn)制造工作量的30%~50%,裝配費用約占總成本的30%~60%。某公司生產(chǎn)三腳插頭時采用人工裝配插頭的金屬嵌件、熱熔和檢測,隨著人力成本的上升及技術(shù)工人的缺乏,公司急需改變這種傳統(tǒng)的生產(chǎn)流水線,受該公司的委托研制出一臺利用回轉(zhuǎn)平臺集合5個工序于一體的能實現(xiàn)自動化裝配的設(shè)備。
1 產(chǎn)品及傳統(tǒng)生產(chǎn)工藝分析
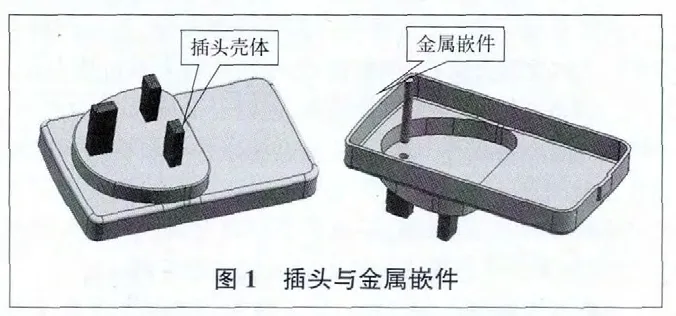
某公司生產(chǎn)的三腳插頭結(jié)構(gòu)如圖1所示,該插頭是英規(guī)標(biāo)準(zhǔn)插頭,屬于標(biāo)準(zhǔn)件,裝配時把金屬嵌件插入插頭殼體,并通過熱熔方式固定在一起。
該公司原有的是“直線式”手工裝配的生產(chǎn)流水線,按照“上料→金屬嵌件裝配→檢測→熱熔→取件”5個工序的先后安排生產(chǎn),每個工序安排1個技術(shù)工人,成“直線式排開”,這種傳統(tǒng)人工生產(chǎn)流水線存在以下問題:某一工序出現(xiàn)停頓,導(dǎo)致整個產(chǎn)品的生產(chǎn)周期長,效率低;勞動人力成本高;產(chǎn)品合格率偏低;作業(yè)空間大。
2 三腳插頭自動裝配設(shè)備的總體設(shè)計方案
本設(shè)備的生產(chǎn)任務(wù)是替代人工生產(chǎn),將圖1所示的三腳插頭標(biāo)準(zhǔn)件——插頭殼體與金屬嵌件進行上料、裝配、檢測、熱熔、取件5個工序,利用分割器的回轉(zhuǎn)平臺,集五位于一體工作原理,按照8個分裝位自動裝配,自動裝配設(shè)備示意簡圖如圖2所示。本設(shè)備的結(jié)構(gòu)部分主要由導(dǎo)向料槽、氣動上料機構(gòu)、金屬嵌件送料機構(gòu)、裝配機構(gòu)、檢測和熱熔機構(gòu)、回轉(zhuǎn)平臺、取件料機構(gòu)、專用工裝夾具等組成。
該設(shè)備的具體工作流程設(shè)計方案:
1)將插頭殼體放置導(dǎo)料槽1內(nèi),利用該機構(gòu)的傾斜角度和插頭殼體自重原理,插頭殼體自行下落至上料機構(gòu)2的位置。
2)上料機構(gòu)2通過光電檢測開光檢測到插頭殼體時,氣缸將機械手推出,機械手將插頭殼體夾住,送至回轉(zhuǎn)平臺8上的工裝夾具內(nèi),氣缸回退,插頭殼體上料過程完成。
3)通過回轉(zhuǎn)平臺的分割器,逆時針旋轉(zhuǎn)2個360°/8=45°,到達金屬嵌件上料機構(gòu)3,金屬嵌件上料機構(gòu)3的料倉為振動盤4。當(dāng)上料機構(gòu)3通過光電檢測開關(guān)檢測到金屬嵌件時,氣缸推出,機械手下行將金屬嵌件插入插頭殼體,金屬嵌件與插頭殼體自動裝配工序完成。
4)當(dāng)回轉(zhuǎn)平臺8逆時針轉(zhuǎn)至檢測和熱熔機構(gòu)5,利用光電檢測儀檢測到合格的裝配件,熱熔裝置5才開始熱熔,反之,返回到上一步工序。
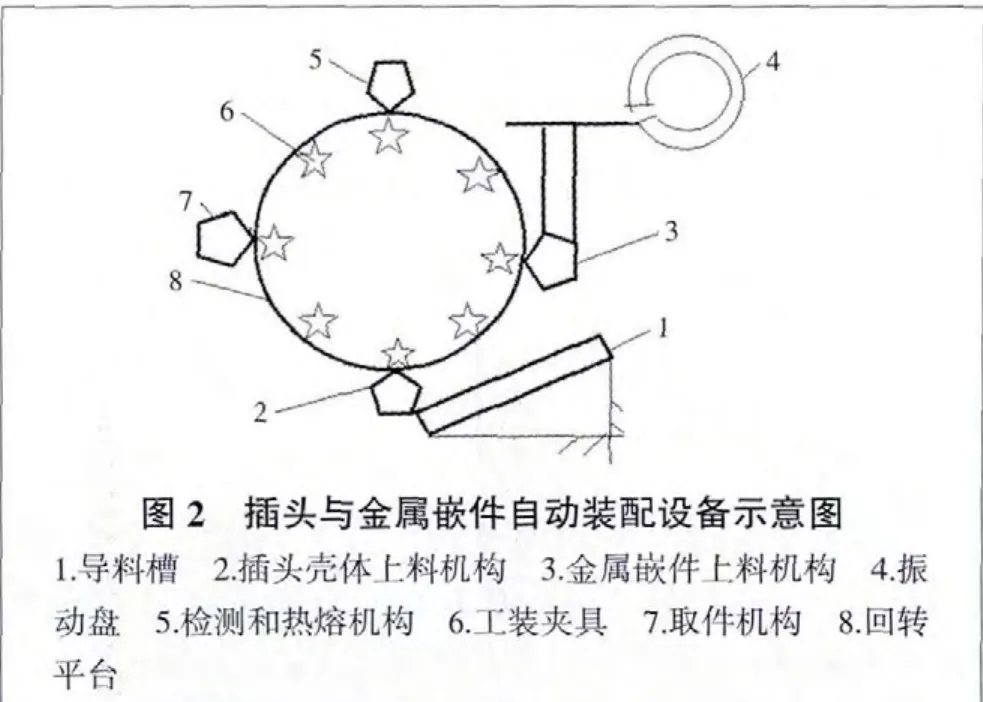

5)當(dāng)熱熔工序完成后,回轉(zhuǎn)平臺轉(zhuǎn)至取件機構(gòu)7,取件機構(gòu)7中的機械手將回轉(zhuǎn)平臺上工裝夾具中的插頭取出,放置包裝盒里,此時5個工序依次完成,插頭殼體與金屬嵌件的自動裝配完成。
3 三腳插頭自動裝配設(shè)備的主要機構(gòu)設(shè)計
3.1 回轉(zhuǎn)平臺機構(gòu)設(shè)計
由上述的總體設(shè)計方案可知,設(shè)備的回轉(zhuǎn)平臺隨著分割器按設(shè)定的參數(shù)轉(zhuǎn)動,使工件在回轉(zhuǎn)1周之內(nèi)依次完成上料、裝配、檢測、熱熔和取件等主要5個工序,此設(shè)備將5個工序集于一體,關(guān)鍵在于回轉(zhuǎn)平臺以及氣缸的精確定位。分裝所用的回轉(zhuǎn)平臺的結(jié)構(gòu)如圖3所示,回轉(zhuǎn)平臺上定位元件采用8個專用工裝夾具,工裝夾具根據(jù)六點定位原理,夾具的設(shè)計結(jié)構(gòu)與插頭殼體正面一致,便于三腳插頭殼體的放置和精確定位。回轉(zhuǎn)平臺在圓周方向分度定位,選用精度高、運動穩(wěn)定性好、傳遞扭矩大、定位時能自鎖的凸輪分割器,放棄傳統(tǒng)的槽輪機構(gòu)、棘輪結(jié)構(gòu)和不完全齒輪機構(gòu)。凸輪分割器具有壽命長、噪聲小、高速性能好、結(jié)構(gòu)緊湊、體積小等優(yōu)點,符合此設(shè)備設(shè)計理念。
根據(jù)回轉(zhuǎn)平臺承受的載荷和力矩,通過計算選用凸輪分割器的參數(shù):分割器軸間距為110 mm,輸出軸中空直徑為φ40,適配電機功率為0.37/0.75 kW,分割數(shù)采用8個,搖擺角度為45°,減速比為4,入力軸轉(zhuǎn)速440 r/min,任意面安裝。此回轉(zhuǎn)平臺機構(gòu)符合三角插頭自動裝配要求。
3.2 插頭殼體上料機構(gòu)設(shè)計
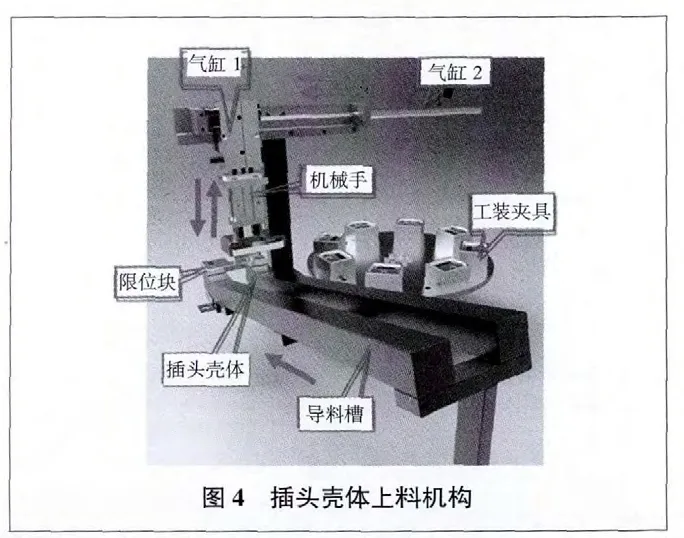
插頭殼體的上料機構(gòu)如圖4所示。該機構(gòu)由帶邊的導(dǎo)料槽、縱向氣缸1、縱向位移滾珠絲桿副、橫向氣缸2、橫向位移滾珠絲杠副、機械手、限位開關(guān)等構(gòu)件組成。其工作原理是:操作者將插頭殼體里面朝上有序排列在導(dǎo)料槽內(nèi),導(dǎo)料槽與平臺設(shè)置成45°傾斜角,利用插頭自身重力和機構(gòu)的斜角,插頭殼體自行下滑到機械手下方由限位塊定位,此時磁性傳感器檢測到插頭殼體到位后,發(fā)出指令信號,縱向氣缸1帶動機械手下移夾住插頭殼體后上移,橫向氣缸2向右移動將插頭殼體移至專用工裝夾具的正上方,縱向氣缸1下移并松開機械手使插頭殼體精確落入專用工裝夾具上進行定位,然后縱向氣缸1和橫向氣缸2反方向復(fù)位,插頭殼體上料工序順利完成。
3.3 金屬嵌件上料和裝配機構(gòu)設(shè)計
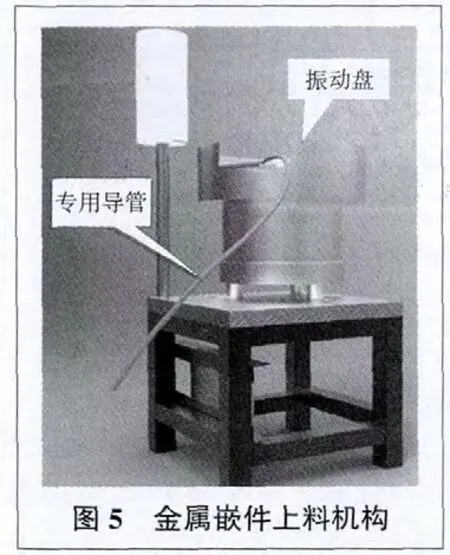
金屬嵌件的上料機構(gòu)如圖5所示。因插頭的金屬嵌件尺寸小,直徑為φ1 mm,長度為18 mm,重量輕,因此自動上料機構(gòu)采用振動盤上料結(jié)構(gòu),該機構(gòu)由振動盤、專用導(dǎo)管、支架等構(gòu)件組成。其工作原理是:振動盤振動將金屬嵌件按有序的方向自動排列好,通過振動輸送到專用導(dǎo)管內(nèi),以待上料。
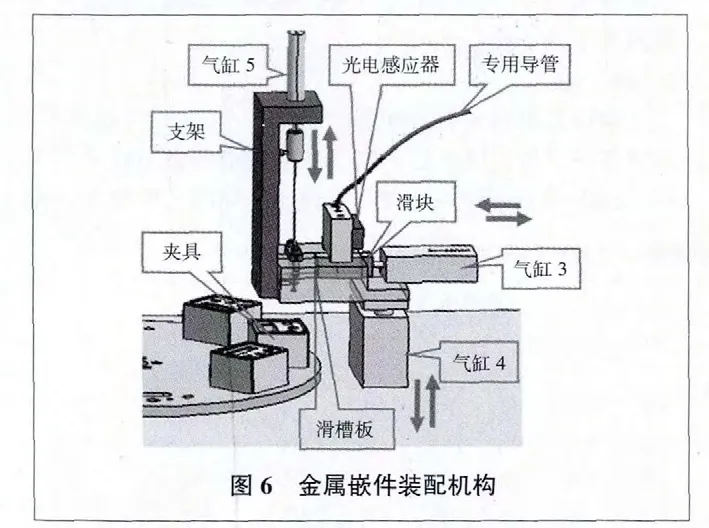
金屬嵌件的裝配機構(gòu)如圖6所示。該機構(gòu)由橫向氣缸3、縱向氣缸4、縱向氣缸5、支架、滾珠絲桿副、光電感應(yīng)器、滑塊、滑槽板等構(gòu)件組成。其工作原理是:金屬嵌件經(jīng)振動盤自動排列好由專用導(dǎo)管滑到滑塊內(nèi)孔中,當(dāng)轉(zhuǎn)盤轉(zhuǎn)到該工位時,縱向氣缸4帶動滑槽板上所有金屬嵌件下移到滑塊槽板底孔與插頭底面接近時,光電感應(yīng)器檢測到有金屬嵌件時,發(fā)出信號,氣缸3推動滑塊從而帶著滑塊中的金屬嵌件前進,當(dāng)滑塊的孔與滑槽板的底孔對齊時,縱向氣缸5下移把滑塊中的金屬嵌件推入插頭孔中實現(xiàn)裝配,然后反方向復(fù)位,金屬嵌件的上料與自動裝配工序完成。
3.4 金屬嵌件與插頭殼體檢測與熱熔機構(gòu)設(shè)計
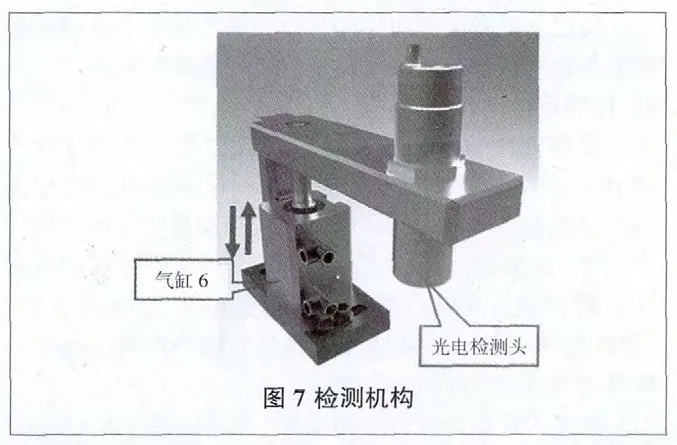
檢測機構(gòu)如圖7所示,該機構(gòu)由光電檢測儀、縱向氣缸6等構(gòu)件組成。當(dāng)插頭殼體與金屬嵌件裝配完成后,通過回轉(zhuǎn)平臺旋轉(zhuǎn)到達檢測工位,縱向氣缸6帶動光電檢測頭下移,光電檢測儀開始工作,當(dāng)檢測到插頭未裝配嵌件,自動反饋回控制系統(tǒng),系統(tǒng)識別后,熱熔工序?qū)⒉粓?zhí)行,插頭再次返回上步裝配工位完成裝配,檢測到金屬嵌件后測頭復(fù)位,通過此檢測工序,解決了漏裝金屬嵌件的問題,保證產(chǎn)品合格率。
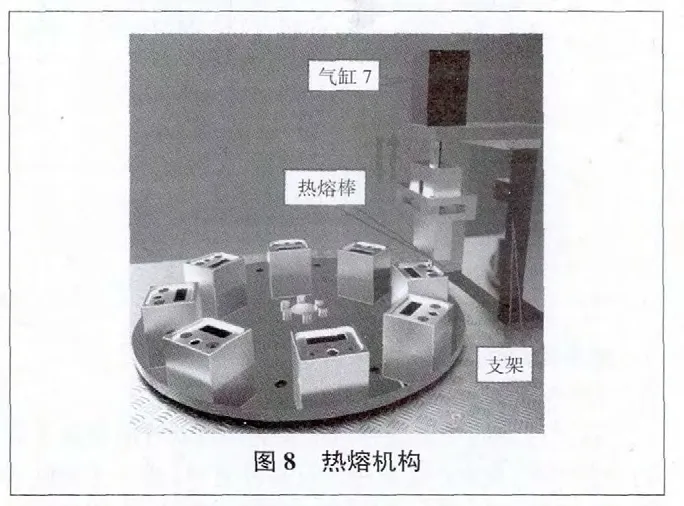
熱熔機構(gòu)如圖8所示,該機構(gòu)由縱向氣缸7、熱熔棒、支架等構(gòu)件組成。其工作原理是:當(dāng)完成檢測后,確認有金屬嵌件,縱向氣缸7推動熱熔棒下移,通過熱熔棒的溫度傳導(dǎo)到金屬嵌件,使其升溫從而將嵌件周邊的塑件熔化,實現(xiàn)插頭殼體與金屬嵌件粘合,完成熱熔工序,然后縱向氣缸7帶動熱熔棒上移復(fù)位,等待下一次熱熔,檢測與熱熔兩道工序完成。
最后一道工序——取件,取件工序的執(zhí)行動作與插頭殼體上料工序的動作一致,因此取件機構(gòu)采用與插頭殼體上料機構(gòu)相同機構(gòu)
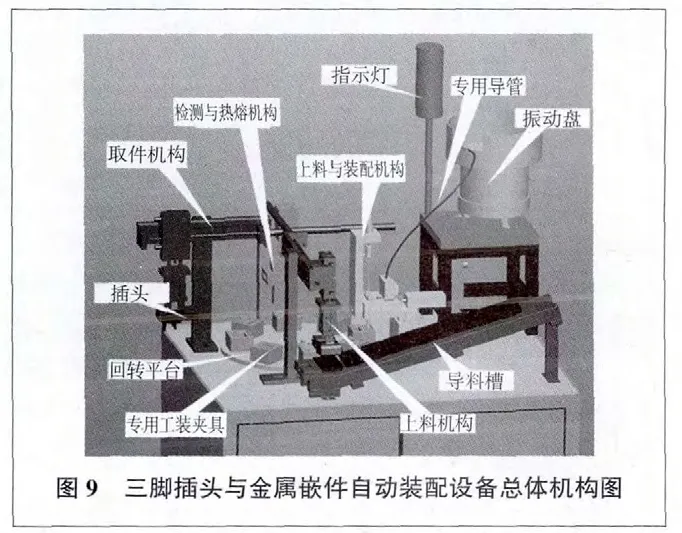
通過上述各工序機構(gòu)的設(shè)計,基于回轉(zhuǎn)平臺的三角插頭與金屬嵌件自動裝配設(shè)備的結(jié)構(gòu)圖如圖9所示。
4 控制系統(tǒng)設(shè)計
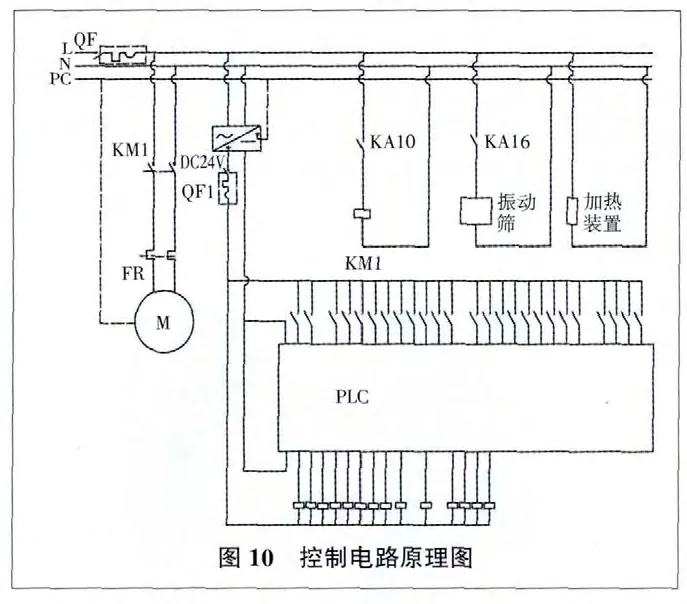
根據(jù)該設(shè)備采用回轉(zhuǎn)平臺將五位于一體的設(shè)計思路,5個工序的精確定位直接影響到設(shè)備的自動化程度和產(chǎn)品的合格率,因此采用可編程控制器作為中央核心控制器,采用25個輸入信號,12個輸出信號,控制電磁換向閥、氣缸、光電檢測頭、電動機、按鈕、指示燈,完成“插頭殼體上料→金屬嵌件上料與裝配→檢測→熱熔→取件”5個工序的工作控制要求。
為了后續(xù)的設(shè)備升級和改造,選用三菱FX3U64MT型號的PLC,其控制電路原理圖如圖10所示。
5 效率及合格率測試結(jié)果分析
5.1 產(chǎn)品合格率測試
在改造后的三角插頭與金屬嵌件自動裝配設(shè)備上進行自動裝配,在生產(chǎn)過程中進行樣件測試。表1為測試結(jié)果。
試產(chǎn)階段進行了抽樣調(diào)查,我們采用等距抽樣法,抽取了300件產(chǎn)品進行統(tǒng)計分析,數(shù)據(jù)顯示有3件產(chǎn)品沒有達到要求,其余的都為合格品,合格率為99%;然而流水線生產(chǎn)的產(chǎn)品我們也用了同樣的抽樣調(diào)查,抽取了300件產(chǎn)品進行統(tǒng)計,其中有15件為不合格,合格率為95%。由此可得出,使用該設(shè)備后產(chǎn)品合格率得以提高。
5.2 產(chǎn)品生產(chǎn)周期測試
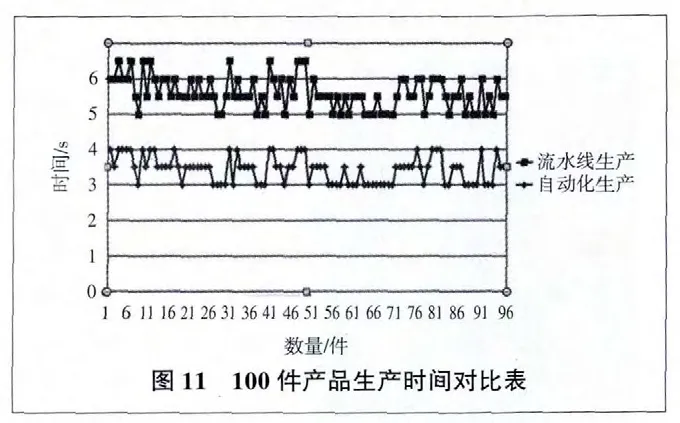
設(shè)備研究成功后,通過試產(chǎn),對比原有手工裝配生產(chǎn)流水線,測試結(jié)果如圖11所示。
從試產(chǎn)對比結(jié)果可知,自動化生產(chǎn)比手工裝配流水線生產(chǎn)時間上平均節(jié)約了2~3 s,生產(chǎn)效率大大改觀,從經(jīng)濟角度計算,假如產(chǎn)量為20萬件時,節(jié)省大約5 d的生產(chǎn)周期,采用該設(shè)備生產(chǎn)周期大大縮短。
從人力資源成本計算,由原來的5人減到現(xiàn)在的1人,按普通一線技術(shù)工人的月收入3000元/月來計算,勞動力成本節(jié)省了3000×4=12000元,通過數(shù)據(jù)對比分析,該設(shè)備實現(xiàn)了產(chǎn)品合格率和生產(chǎn)效率的提高,以及人力資源成本的下降。
6 結(jié)論
本設(shè)備采用裝有分配器的回轉(zhuǎn)平臺,加以氣動技術(shù)、機械常用機構(gòu),以三菱PLC為中央控制器,進行了“上料-裝配-檢驗-熱熔-取件”五位于一體的三腳插頭與金屬嵌件的自動裝配。經(jīng)投產(chǎn)試用,設(shè)備運行性能穩(wěn)定,與原有手工裝配生產(chǎn)流水線對比,在產(chǎn)品的合格率上達到99%,每件產(chǎn)品的裝配時間提高2~3 s,生產(chǎn)效率提高,操作工人由原有5人降至1人,人力成本降為原有的1/5,可見改設(shè)備實現(xiàn)了企業(yè)的自動化生產(chǎn),同時也為其它相似手工裝配生產(chǎn)流水線企業(yè)提供參考。
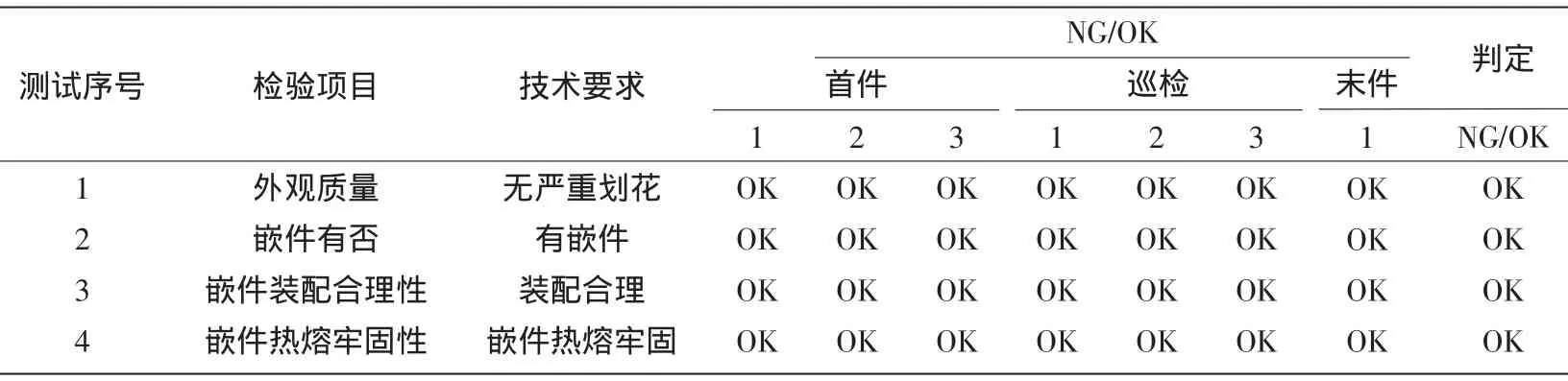
表1 三角插頭與金屬嵌件自動裝配設(shè)備產(chǎn)品測試數(shù)據(jù)表
[1]張濤川.基于氣動和PLC控制技術(shù)的模具標(biāo)準(zhǔn)件分裝機械手自動線研發(fā)[J].制造技術(shù)與機床,2013,8(7):76-79.
[2]呂仲文.機械創(chuàng)新設(shè)計[M].北京:機械工業(yè)出版社.2005.
[3]尹志強.機電一體化設(shè)計課程設(shè)計指導(dǎo)書[M].北京:機械工業(yè)出版社,2007.
(編輯 昊 天)
TP278
A
1002-2333(2015)07-0063-04
陳艷芳(1981—),女,講師,碩士學(xué)位,主要研究方向為機械工程。
2015-06-02
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
