基于雙掩模圖像差影的工業產品表面缺陷檢測*
2015-03-27 07:53:26化春鍵鄧朝省
傳感器與微系統 2015年5期
關鍵詞:檢測
化春鍵,鄧朝省,陳 瑩
(1.江南大學 機械工程學院,江蘇 無錫214122;2.江南大學 物聯網工程學院,江蘇 無錫214122;3.江蘇省食品先進制造裝備技術重點實驗室 江南大學,江蘇 無錫214122)
0 引 言
基于機器視覺的工業產品表面缺陷檢測技術是保證印刷品質量的有效手段,大量代替了人工的檢測,比人工檢測更穩定精確,成為當前工業產品表面缺陷檢測研究的主流[1,2]。
在進行表面缺陷檢測之前,先對標準圖像和待檢測圖像進行圖像對準,之后利用差影法對待測圖像與模板圖像的灰度值進行比較,求出兩者在灰度值上存在的差異來定位缺陷,是目前最為廣泛使用,且最為簡單有效的方法。但由于配準誤差和產品制作過程中不可避免地存在一定程度的工藝偏差,以及由于產品材料的輕微變形和機械的抖動等影響,傳統差影法容易造成缺陷誤判。為此,楊歐等人[3]提出一種多模板檢測算法,通過設置亮、暗兩種模板來去除差影圖像中的輪廓偽影,獲取印刷缺陷,但該方法需要獲取兩種模板,現場實用性較差。趙宇峰等人[4]針對于環境光線的變化和配準誤差問題,提出一種統計平均差影法,即根據各個樣本像素值的概率分布求出統計平均值作為模板圖像來進行差影操作,但是對于小面積的缺陷存在一定的漏檢。
由于輪廓偽影主要分布在圖案的邊緣,因此,可考慮先提取出標準圖像的輪廓邊緣,經數學形態學處理后得到掩模圖像,再與有輪廓偽影圖像的差分圖像進行比對,除去輪廓偽影。但單掩模方法只能檢測紋理增加型缺陷,而無法檢測紋理減少型缺陷。為此,本文提出一種基于雙掩模的圖像差影缺陷檢測方法,能有效消除輪廓偽影,檢測多種類型缺陷,而且執行簡單,滿足在線檢測的實時性要求。
1 單掩模差影法及其分析
1.1 差影法
產品表面缺陷表現在圖像上,即為待檢測圖像缺陷處的灰度值與標準圖的差異,將待檢測圖像的灰度值同標準圖像進行差分(像素值相減),判斷其差值(2 幅圖灰度值的相差程度)是否超出預先設定的標準值范圍,就能判斷出產品表面有無缺陷。
差影法,即圖像對應像素相減是最直接的缺陷檢測方法,待檢測圖像P 和標準圖像T 在經過位置對準后,在對應的(x,y)位置上的絕對差異所產生的差分圖像,可表示為

差影的目的是將兩副圖像相同的背景圖案消除,從而分割出圖像的差異之處,得到有缺陷的圖像。但由于圖像配準誤差和產品生產過程再現的不穩定性,直接利用差分圖像進行缺陷檢測往往會發生紋理輪廓部分的誤檢。如圖1所示,雖然模板圖像與校正后的待測圖像幾乎完全相同,但由于校正誤差的存在,仍然會使得檢測結果出現誤檢。
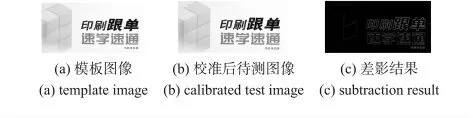
圖1 傳統差影法缺陷檢測示意圖Fig 1 Defect detection diagram of traditional subtraction method
從圖1 中可以看出,輪廓偽影主要分布在圖案的邊緣,如果能夠將這些處在邊緣處的偽影去掉,那么就可以得到只含缺陷的圖像。為此,人們以圖像邊緣為基礎建立掩模圖像,以消除校準誤差對缺陷檢測的影響。
1.2 掩模圖像
為建立掩模圖像,首先將模板圖像灰度化,并求取其Canny 邊緣,得到一幅二值邊緣圖像D(x,y)。然后,檢索D(x,y)中值為1 的像素點,設此像素點為(i,j),則令

即令點(i,j)四周s 距離內的像素點值均為1,這樣便得到一幅邊緣加粗了的二值圖像,其中,s 為賦值步長,s 越大,圖像的邊緣就越粗;s 越小,圖像的邊緣就越細,s 最小為1。最后再將邊緣加粗了的二值圖像取反,使它的像素點值0 和1互換,即原來模板圖像中有紋理的地方在D(x,y)中相對應的地方像素值為0。此二值圖像即為掩模圖像Mp(x,y),如圖2 所示。
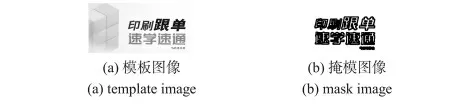
圖2 圖像掩模Fig 2 Image mask
1.3 缺陷檢測
基于掩模的缺陷檢測就是用模板圖像和測圖像分別與掩模圖像卷積,依次得到模掩圖像和測掩圖像,然后這兩幅圖像相減并取其絕對值得到缺陷圖像。最后判斷該缺陷圖像是否存在明顯的白色斑塊:若不存在,為合格產品;若存在,進一步求出缺陷詳細信息,為瑕疵品。
2 基于雙掩模的產品表面缺陷檢測
2.1 單掩模檢測分析
假設模板圖像如圖3(a)所示,校準后的待測圖像如圖3(b)所示,其中,待測圖像N(x,y)有兩處缺陷,一處為紋理增加性的缺陷刀絲,位置在圖像的最上端;另一處為紋理減少性的缺陷文字漏印,位置在圖像的右上端,即作者名字“馬若丹”發生了漏印。
在單掩模檢測中,如式(3)所示,首先用模板圖像P(x,y)和測圖像T(x,y)分別與掩模圖像Mp(x,y)卷積,依次得到模掩圖像Pp(x,y)和測掩圖像Tm(x,y),然后這兩幅圖像相減并取其絕對值得到缺陷圖像Ep(x,y)

由式(3)可以分別求出模掩圖像Pp(x,y)和測掩圖像Tp(x,y),如圖3(c)和3(d)所示,若待測圖像出現了例如墨點、壓痕或者刀絲這樣紋理增加性的缺陷時,由于Pp(x,y)≠Tp(x,y),則Ep(x,y)≠0,即紋理增加性的缺陷會被正確檢測出來。由式(4)可以求得缺陷圖像Ep(x,y),如圖3(e)所示。
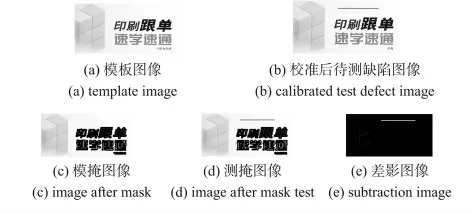
圖3 模板掩模檢測Fig 3 Defects detection using template mask
從圖3(e)中同時可以看出:由于模板圖像中有細密紋理處在Mp(x,y)中相對應的地方像素值為0,若待測圖像T(x,y)出現了例如漏印這樣紋理缺少性的缺陷時,會有Pp(x,y)=Tp(x,y),此時Ep(x,y)=0,即紋理缺少性的缺陷會漏檢,不能滿足缺陷檢測的要求。
與基于模板的掩模圖像相似,基于待測圖像也可得到掩模圖像,文中稱之為待測掩模Mt(x,y),如圖4(a)所示。與模板掩模檢測類似,用模板圖像以及待測圖像分別與Mt(x,y)卷積,依次得到模掩圖像Pt(x,y)和測掩圖像Tt(x,y),然后這兩幅圖像相減并取其絕對值得到缺陷圖像Et(x,y),其檢測如圖4 所示,由于待測圖像中有紋理的地方在Mt(x,y)中相對應的地方像素值為0,若待測圖像出現了例如墨點、壓痕或者刀絲這樣紋理增加性的缺陷時,會有Pt(x,y)=Tt(x,y),那么,Et(x,y)=0,即紋理增加性的缺陷會漏檢。相反的,若待測圖像出現了例如漏印這樣紋理缺少性的缺陷時,那么,Et(x,y)≠0,即紋理缺少性的缺陷會被正確檢測出來。
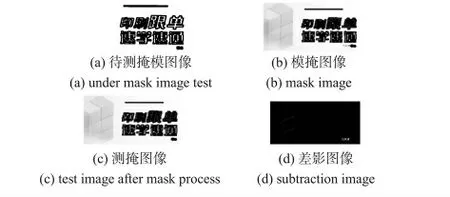
圖4 待測掩模檢測Fig 4 Defects detection using test mask
2.2 雙掩模融合
由單掩模檢測分析可知,無論采用由模板圖像制作的掩模圖像Mp(x,y)還是采用由待測圖像制作的掩模圖像Mt(x,y),都會出現缺陷漏檢的情況。因此,設計雙掩模融合策略,令掩模

融合掩模如圖5(a)所示。同樣用模板圖像和待測圖像分別與M(x,y)卷積,得到模掩圖像Pm(x,y)和測掩圖像Tm(x,y),然后這兩幅圖像相減并取其絕對值得到缺陷圖像E(x,y),其檢測如圖5 所示。
由圖5 可以看出:采用雙掩模差分算法能夠將紋理缺失型和紋理增加型兩種情況下的缺陷全部正確無誤檢測出來。
2.3 缺陷參數確定
為消除噪聲點影響并獲取缺陷參數,采用Blob 算法分析[5],首先將缺陷圖像進行二值化,并先后執行結構元素為圓盤,大小分別為1 像素的腐蝕操作和大小為5 像素的膨脹操作,然后利用序貫算法進行連通域分析,刪除面積過小或高度/寬度僅為一個像素的斑點。剩余斑點視為缺陷斑點,其參數可通過下列方法確定缺陷參數:
1)缺陷數量:根據標記的連通區域的個數可以知道缺陷的數量,即連通區域的標記數目。
2)缺陷的大小:通過計算每個連通區域中像素點的個數可以求出缺陷的大小。
3)缺陷的位置:缺陷的位置(x,y)可以通過缺陷Blob的質心坐標求得,即

式中 (xmin,ymin)為該缺陷Blob 左上角坐標,(xmax,ymax)為該Blob 右下角坐標。
3 實驗結果與分析
為驗證本文方法的有效性,將匹配算法應用于實際拍攝的產品圖像,在利用基于圖像塊的SIFT 雙閾值匹配算法對待測圖像進行匹配校正[6]后,采用基于雙掩模的差影算法檢測缺陷,最后利用Blob 算法分析[5]缺陷信息。部分檢測結果如圖6 所示,其中,各子圖中的左圖為二值Blob 圖,右圖為標注了缺陷區域的待測圖像即檢測結果。
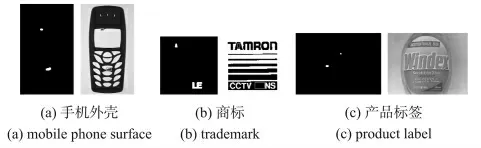
圖6 檢測結果Fig 6 Detection results
為驗證算法的整體性能,采用大小均為1200×800 的500 對印刷圖像[7]作為實驗素材。其中,對250 張待測圖像進行不同類型缺陷的模擬處理,然后再繼續分別對這250 張待測圖像進行旋轉10°,20°,30°,40°,50°,60°,來模擬待測圖像在傳送帶上發生了旋轉的情況。檢測過程同上,其缺陷檢測結果如表1 所示。

表1 缺陷檢測結果Tab 1 Defects detection results
由表1 可以看出:每張圖像的耗時很小,而且無論是缺陷檢測的漏檢率還是誤檢率也都很小,基本達到了企業的實際生產要求,即本文算法在達到了較高的檢測精度的同時,也大幅度地節省了時間。
4 結 論
本文針對傳統差影法對配準精度要求高的問題,在傳統差影法的基礎上結合雙掩模進行缺陷檢測改進。首先分析了單掩模檢測的優缺點,根據其不足之處,采用雙掩模檢測算法,通過實驗仿真證明:該方法能同時定位工業產品圖片中不同類型的缺陷,有較高的準確率,且速度快,滿足實時要求。
[1] 鄭金駒,李文龍,王瑜輝,等.QFP 芯片外觀視覺檢測系統及檢測方法[J].中國機械工程,2013,24(3):290-294,301.
[2] 厲曉飛.基于機器視覺的汽車零件缺陷檢測技術研究[D].武漢:武漢理工大學,2012.
[3] 楊 歐,郭寶平,胡 濤,等.多模板檢測算法在印刷品缺陷檢測中的應用[J].包裝工程,2007,28(3):55-57,68.
[4] 趙宇峰,高 超,王建國.基于機器視覺的工業產品表面缺陷檢測算法研究[J].計算機應用與軟件,2012,29(2):152-154.
[6] Moeslund Thomas B.Introduction to video and image processing[M].London:Springer-Verlag,2012:103-115.
[5] 鄧朝省,陳 瑩.基于局部SIFT 特征點的雙閾值配準算法[J].計算機工程與應用,2014,50(2):189-193.
[7] 昵圖網.印刷圖像大全[EB/OL].[2013—10—15].http:∥www.nipic.com/show/4/129/a31fa5b0f52cc549.html.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48