基于熔融紡絲PAN原絲的數(shù)值模擬研究
2015-03-25 12:52:42劉婷婷甘學(xué)輝紀(jì)俊洋
合成纖維工業(yè) 2015年4期
關(guān)鍵詞:碳纖維
劉婷婷,甘學(xué)輝,紀(jì)俊洋
(東華大學(xué)機械工程學(xué)院,上海201620)
高性能聚丙烯腈(PAN)原絲是制備PAN基碳纖維最核心的技術(shù),也是制備高性能碳纖維的關(guān)鍵。PAN原絲質(zhì)量是制約碳纖維工業(yè)發(fā)展的瓶頸問題[1]。目前,人們采用各種各樣的方法提高PAN原絲的質(zhì)量和碳纖維的力學(xué)性能,并把碳纖維列入21世紀(jì)的尖端材料[2]。
由于丙烯腈聚合物氰基之間因偶極作用而產(chǎn)生的鏈的僵硬和偶合引起的熔點高(317℃),在加熱時還未熔融就已分解,因此只能用溶液紡絲生產(chǎn)PAN纖維。如果PAN纖維能夠?qū)崿F(xiàn)熔融紡絲,不僅節(jié)約溶劑消耗,而且省去了溶劑回收工藝和設(shè)備及水洗過程,可以大大降低生產(chǎn)成本,消除由于使用溶劑引起的嚴(yán)重環(huán)境污染問題。
多年來,一些科研機構(gòu)一直致力于PAN熔融紡絲技術(shù)的研究。1952年,C.D.Coxe首先報道了在PAN類共聚物中增添少量的水可以將其熔點降至熔紡要求的溫度[3]。近20年來,國外許多生產(chǎn)公司對PAN纖維的熔融紡絲進(jìn)行了大量的研究,如有美國的氰胺公司、杜邦公司、英國的BP Chemical公司、日本的三菱人造絲公司、愛克斯綸公司、旭化成公司、東邦貝斯倫公司等先后開展了熔融紡絲法制備PAN纖維的研究開發(fā),取得了一定的研究進(jìn)展,但是至今仍沒有實現(xiàn)工業(yè)化生產(chǎn)。
碳纖維的加工是一項成本很高的產(chǎn)業(yè),無法通過大量的實驗優(yōu)化原絲的性能。由此,數(shù)值仿真模擬技術(shù)是一個不可替代的環(huán)節(jié),通過對熔融紡絲制備PAN原絲的模擬,可隨時優(yōu)化其工藝參數(shù)與力學(xué)模型,對我國研究PAN纖維的熔融紡絲新工藝,對低成本制備PAN碳纖維原絲具有重要意義。
1 熔融紡絲制備PAN原絲的數(shù)學(xué)模型
1.1 熔融紡絲技術(shù)
從圖1可見,紡絲熔體由噴絲孔擠出時,恒定的溫度(T0)、流量與噴絲孔的直徑(d0)及材料的密度一起決定了擠出速度(V0)。卷繞裝置距噴絲頭的距離為L,纖維有恒定的卷繞速度,與紡織纖維的平均直徑有關(guān)。沿紡程(x)即從擠出(x為0)到卷繞(x為L)之間,流體細(xì)流經(jīng)變形、冷卻、固化成具有超分子結(jié)構(gòu)的纖維。圖1中V為絲條運行速度,T為絲條的溫度,d為纖維直徑,TL,VL,dL分別為進(jìn)入卷繞時絲條的溫度、速度和直徑。熔融紡絲的主要工藝參數(shù)為擠出溫度、聚合物通過噴絲板各孔的質(zhì)量流速、卷繞速度、紡程的冷卻條件、噴絲孔形狀、尺寸及間距和紡程長度[4]。這些參數(shù)之間相互關(guān)聯(lián),例如紡程長度常常受紡程上冷卻效率的控制,高效的冷卻可以縮短紡程;冷卻空氣的速度、溫度及分布對絲條的冷卻有很大的影響。
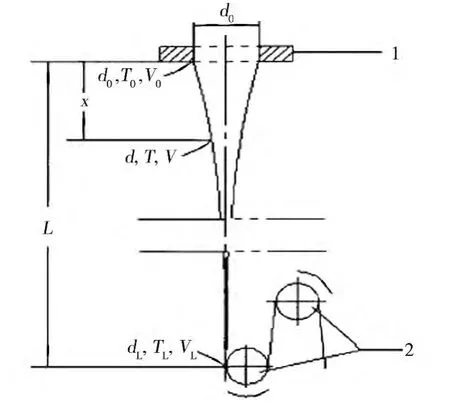
圖1 熔融紡絲熔體擠出過程Fig.1 Melt extrusion process during melt spinning
1.2 制備PAN初生纖維及原絲
PAN粉末:相對分子質(zhì)量50 000~150 000,南京斯泰寶貿(mào)易有限公司產(chǎn)。采用日本進(jìn)口單螺桿擠出機對增塑PAN粉末進(jìn)行熔融紡絲,經(jīng)過卷繞裝置、水浴拉伸裝置制得PAN原絲。在紡絲溫度200 ℃,微孔流量1.25 ×10-8m3/s,拉伸倍數(shù)2倍的條件下,1#,2#,3#試樣的卷繞速度分別為 30,100,200 m/min。其紡絲工藝流程和紡絲工藝參數(shù)分別見圖2和表1。

圖2 PAN熔融紡絲工藝流程Fig.2 Flow diagram of PAN melt spinning process
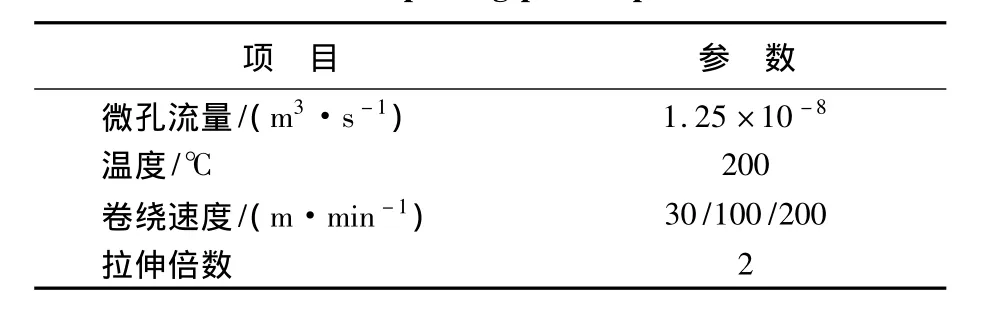
表1 PAN紡絲工藝參數(shù)Tab.1 PAN spinning process parameters
1.3 熔融紡絲基本數(shù)學(xué)方程
高聚物熔體有很高的黏度,流動時的雷諾數(shù)較小,因此可以假定高聚物熔體的流動為不可壓縮的穩(wěn)定層流,另外高聚物熔體的慣性力和質(zhì)量力相對于粘性力相當(dāng)小,因此可忽略不計。在上述假設(shè)條件下,在流動域上,高聚物熔體滿足3個守恒方程,即質(zhì)量守恒方程、動量守恒方程和能量守恒方程[5-8]。
連續(xù)性方程:

動量守恒方程:

能量守恒方程:

本構(gòu)方程:

式中:ρ為熔體密度;D為絲條的橫截面直徑;W為泵供量;F為絲條沿紡絲線的軸向張力;g為重力加速度;τf為絲條與空氣摩擦引起的剪切應(yīng)力;h為傳熱系數(shù);T為絲條的溫度;Cp為比熱;η為拉伸黏度;G為彈性系數(shù);σ為絲條單位截面上的應(yīng)力。
2 數(shù)值模擬研究
基于CFD的有限元方法求解聚合物成形問題應(yīng)用非常廣泛[9-11],應(yīng)用該方法可對速度場、溫度場等參數(shù)進(jìn)行計算機可視化研究。Polyflow軟件可以對聚合物成型加工過程進(jìn)行模擬,用來求解高聚物熔體流動過程中的溫度場、速度場、壓力場、剪切應(yīng)力場、黏度、流線的分布,可以動態(tài)、在線實時、定量地反映熔體的流動過程,為優(yōu)化成型設(shè)備的設(shè)計提供科學(xué)依據(jù)。
2.1 微分粘彈模型
Phan-Thien-Tanner(PTT)是微分粘彈性模型中最實際的模型之一,它可以表現(xiàn)高剪切速率流體的剪切變稀和存在法向應(yīng)力差的流變行為。
2.2 邊界條件
微孔壁面:無滑移流動,即

式中:Vn為法向速度;Vs為切向速度。
熔體入口(Inflow)流量(Q)為 1.25×10-8m3/s。
熔體出口(Outflow)V為30 m/min,不考慮牽引速度影響,即

式中:fn為擠出端自由面的法向力;fs為擠出端自由面的切向力。
迭代方法:為了減少計算量,壓力和應(yīng)力采用線性迭代,黏度采用Picard迭代,速度采用Minielement迭代。
2.3 模擬參數(shù)
模擬的模型和材料參數(shù)見圖3和表2。工藝參數(shù)為:紡絲溫度200℃,微孔流量1.25×10-8m3/s,卷繞速度30 m/min,無拉伸。
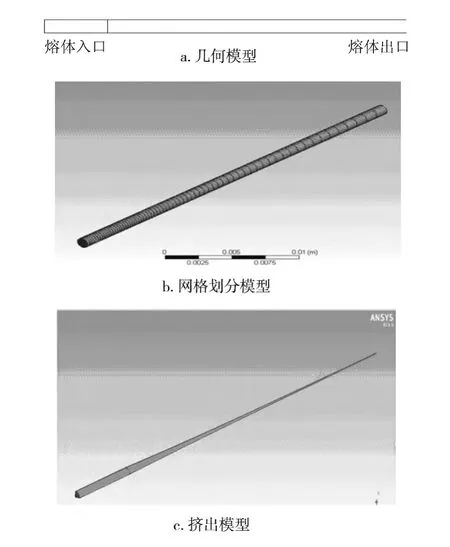
圖3 數(shù)值模型Fig.3 Numerical model
表2 PAN材料參數(shù)Tab.2 PAN material parameters
3 結(jié)果與討論
3.1 數(shù)值模擬結(jié)果分析
3.1.1 纖維直徑模擬
通過數(shù)值模擬從理論上預(yù)測了紡絲過程中絲條沿紡程上的直徑變化,并同實驗測得的數(shù)據(jù)進(jìn)行了比較,見圖4。從圖4可知,在距噴絲板0~10 cm處纖維直徑急劇縮小,10~20 cm處開始緩慢減小,之后趨于穩(wěn)定,說明纖維趨于固化完全。此外,模擬數(shù)據(jù)和實驗數(shù)據(jù)能夠較好地擬合,說明本數(shù)值模擬采用的模型可以較準(zhǔn)確地模擬PAN熔融紡絲過程直徑變化。
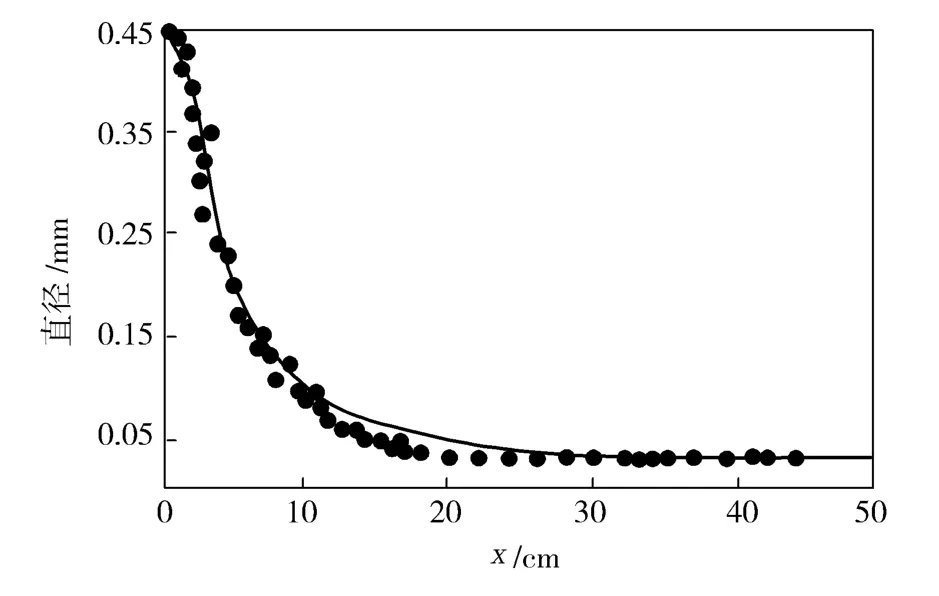
圖4 沿紡程上的絲條直徑變化曲線Fig.4 Filament diameter change along spinning path
3.1.2 速度場模擬
在數(shù)值模擬中,在紡程上各點卷繞速度值稱為拉伸速率,則拉伸速率的收斂值即紡絲卷繞速度。本模擬比較了紡絲卷繞速度為30 m/min時,纖維中心和纖維表面的速度變化。從圖5可見,纖維表面和纖維中心速度分布幾乎完全重合,這表明在纖維橫向斷面上拉伸速率是均勻的,拉伸成形受力均勻。模擬與實驗計算結(jié)果進(jìn)行對比,結(jié)果表明,數(shù)值模擬預(yù)測的拉伸速率與實際的紡絲速度變化規(guī)律十分接近,說明本數(shù)值模擬采用的模型可以較準(zhǔn)確地模擬PAN熔融紡絲過程速率變化。此外,速度變化較均勻,對纖維成型有利,避免纖維粗細(xì)不均,在后期牽伸過程中斷裂。
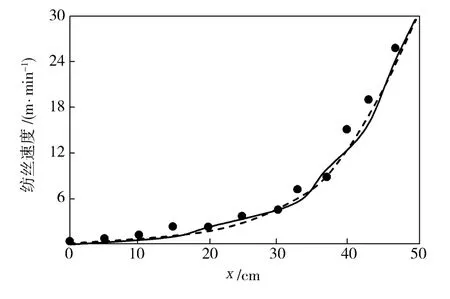
圖5 沿紡程上的紡絲速度變化曲線Fig.5 Spinning velocity change along spinning path
3.1.3 溫度場模擬
在數(shù)值模擬中,溫度分布的收斂值即纖維完全固化溫度。建立2D軸對稱的模擬模型不僅可以顯示纖維表面與外界冷卻氣體之間的對流過程,而且還能預(yù)測纖維徑向的溫度梯度。實驗中僅能測量纖維表面的溫度分布,數(shù)值模擬計算預(yù)測的纖維溫度分布與實驗值比較見圖6。從圖6可以看出,纖維中心溫度比纖維表面一直要高,尤其是離噴絲孔不遠(yuǎn)處(x為2~15 cm),纖維中心與纖維表面溫差一直很大,之后溫差變小。這是由于在熔體紡絲過程中,纖維不僅與冷卻氣體進(jìn)行對流傳熱,而且存在結(jié)晶放熱,這兩種相反的傳熱機制致使纖維中心溫度高于纖維表面溫度。本文數(shù)值模擬溫差值最大15℃屬正常范疇。
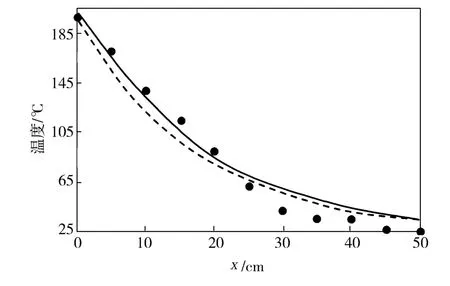
圖6 沿紡程上的纖維溫度Fig.6 Filament temperature along spinning path
纖維表面和纖維中心的溫度差如果太大,不僅影響結(jié)晶度,纖維中心和表面的晶粒尺寸也會相差很大,進(jìn)而造成纖維粗細(xì)不均,影響纖維的拉伸性能。由于緩慢降溫可以提高結(jié)晶率,所以紡絲速度不能一味增大。在一定速度范圍內(nèi),紡絲卷繞速度越低,纖維內(nèi)外溫差越小,纖維整體結(jié)晶越均勻,結(jié)晶度也會越大,纖維拉伸強度更高。
3.2 PAN原絲力學(xué)性能
從表3可以看出,卷繞速度最大的3#試樣,其直徑最小為0.029 mm,斷裂強度最高為8.92 cN/dtex,斷裂伸長率也達(dá)到了13.88%。按照日本三菱人造絲公司的專利說明[12],適合高性能碳纖維的原絲拉伸強度不小于7.0 cN/dtex,原絲質(zhì)量達(dá)到了此標(biāo)準(zhǔn)。

表3 不同紡絲速度下PAN原絲力學(xué)性能Tab.3 Mechanical properties of PAN precursor at different spinning velocity
4 結(jié)論
a.利用數(shù)值模擬從理論上預(yù)測了纖維的直徑變化、拉伸速率分布、溫度分布的規(guī)律。在距噴絲板0~10 cm處纖維直徑急劇縮小,10~20 cm處開始緩慢減小,之后趨于穩(wěn)定,表明纖維趨于固化完全;纖維表面和纖維中心速度分布幾乎完全重合,表明在纖維橫向斷面上拉伸速率是均勻的,拉伸成形受力均勻;纖維中心溫度比表面一直要高,尤其是離噴絲板不遠(yuǎn)處(x為2~15 cm),纖維中心與纖維表面溫差一直很大,之后溫差變小最終趨于0℃。
b.本數(shù)值模擬采用的模型可以較準(zhǔn)確地模擬PAN熔融紡絲過程纖維直徑、拉伸速率、溫度的變化過程。
c.實驗制備出的PAN原絲,其力學(xué)性能滿足高性能碳纖維原絲的強度要求。
[1] 張旺璽.聚丙烯腈基碳纖維[M].上海:東華大學(xué)出版社,2005:1-10.
[2] 潘鼎,陳惠芳,秦琪生,等.高純度PAN基碳纖維及其原絲的研制[J].中國紡織大學(xué)學(xué)報,1993,19(6):1 -9.
[3] Coxe C D.Preparation of shaped articles from acrylonitrile polymers:US,2585444[P].1952 -02 -12.
[4] 趙瑞輝,王朝生.細(xì)旦中空滌綸-PET-短纖維熔融紡絲動力學(xué)研究及應(yīng)用[D].上海:東華大學(xué),2009.
[5] Mitsoulis E,Georgios G C,Kountouriotis Z .A study of various factors affecting Newtonian extrudate swell[J].Comput Fluids,2012,57(4):195 -207.
[6] 呂靜,陳晉南,胡冬冬.流率和牽引速度對兩種聚合物熔體共擠出影響的數(shù)值研究[J].北京理工大學(xué)學(xué)報,2003,23(6):781-784.
[7] 張敏,孫勝,賈玉璽,等.聚合物共擠出的擠出脹大有限元分析[J].高分子材料科學(xué)與工程,2006,22(5):36-39.
[8] Mompean G,Thais L,Tome M F,et al.Numerical prediction of three-dimensional time-dependent viscoelastic extrudate swell using differential and algebraic models[J].Comput Fluids,2011,44(1):68 -78.
[9] 馬文琦,孫紅鐿.塑料成型模擬軟件技術(shù)基礎(chǔ)與應(yīng)用[M].北京:中國鐵道出版社,2006:1-15.
[10]徐佩弦.高聚物流變學(xué)及其應(yīng)用[M].北京:化學(xué)工業(yè)出版社,2003:1-20.
[11]陳晉南,胡冬冬,彭炯.Polyflow軟件包在聚合物擠出成型中的應(yīng)用[J].世界科技研究與發(fā)展,2002(1):28 -34.
[12] Okuya T,Hamada M,Kageyama Y,et al.Acrylonitrile-based precursor fiber for carbon fiber and method for production thereof:EP,1130140A[P].2001 -05 -09.
猜你喜歡
紡織科學(xué)研究(2021年6期)2021-12-02 20:32:56
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:58
上海建材(2019年4期)2019-05-21 03:13:02
纖維復(fù)合材料(2018年1期)2018-12-07 00:40:26
纖維復(fù)合材料(2018年4期)2018-04-28 08:45:28
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
纖維復(fù)合材料(2018年4期)2018-02-18 19:02:51
纖維復(fù)合材料(2018年4期)2018-02-18 19:02:51
中國塑料(2016年6期)2016-06-27 06:34:16
機械工程師(2015年10期)2015-02-02 01:14:08