高速動車組制動軟管檢修試驗與失效研究
2015-03-15 08:13:02田廣浩張博言
新技術新工藝 2015年1期
田廣浩,張博言
(南車青島四方機車車輛股份有限公司,山東 青島 266111)
高速動車組制動軟管檢修試驗與失效研究
田廣浩,張博言
(南車青島四方機車車輛股份有限公司,山東 青島 266111)
摘要:介紹了新一代高速動車組制動軟管的檢修試驗方法,并結合實際檢修過程對主要失效形式進行了分析,提出了預防與解決措施。
關鍵詞:新一代高速動車組;制動軟管;失效形式
制動軟管是列車空氣制動系統的重要組成部件之一,一般安裝于列車底部,其主要作用是傳遞列車操縱時的空氣壓力信號以及壓力空氣,通過列車空氣壓力的變化實現列車的制動和緩解等功能。
本文基于新一代高速動車組現車檢修實況,對制動軟管的試驗方法進行了探究,并且總結分析了檢修中出現的主要失效形式,提出了預防與解決措施。
1產品的主要結構及性能參數
1.1主要結構
制動軟管內外膠層基礎材料采用三元乙丙橡膠和天然橡膠,中間骨架為多層高強度纖維編織而成,并用鋼絲加固和合成橡膠蒙皮。接口處管接頭采用不銹鋼制造。
高速動車組用軟管主要包括制動用軟管、踏面清掃用軟管、頭車車鉤用軟管、中間車鉤用MR軟管、空壓機軟管及管接頭、輔助供風用軟管。
1.2主要性能參數
空氣軟管中的球面和錐面配合要求密封可靠,不得在裝配或運行過程中出現漏風現象。軟管中的非金屬材料應選用阻燃、低煙、無毒(低毒)、無鹵的非延燃性材料或防火材料,滿足DIN 5510-2-2009的2級以上標準。軟管內壓縮空氣的工作壓力為880 kPa,空氣制動軟管能夠插入連接該軟管的連接件,不能有裝配障礙。
空氣制動軟管示意圖如圖1所示,公稱直徑、尺寸及尺寸容許誤差見表1。
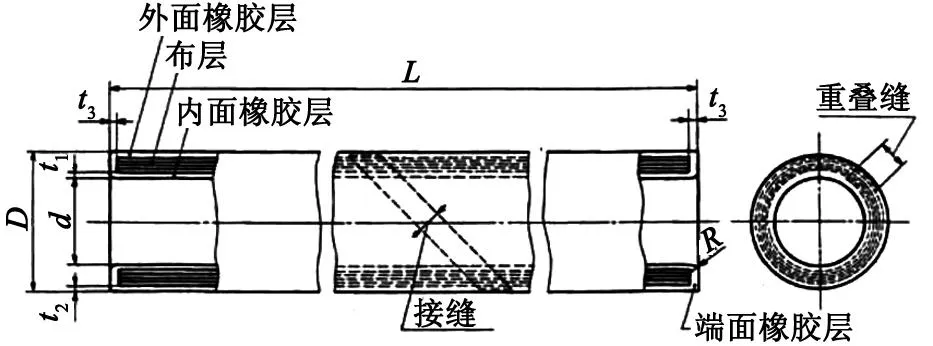
圖1 空氣制動軟管示意圖
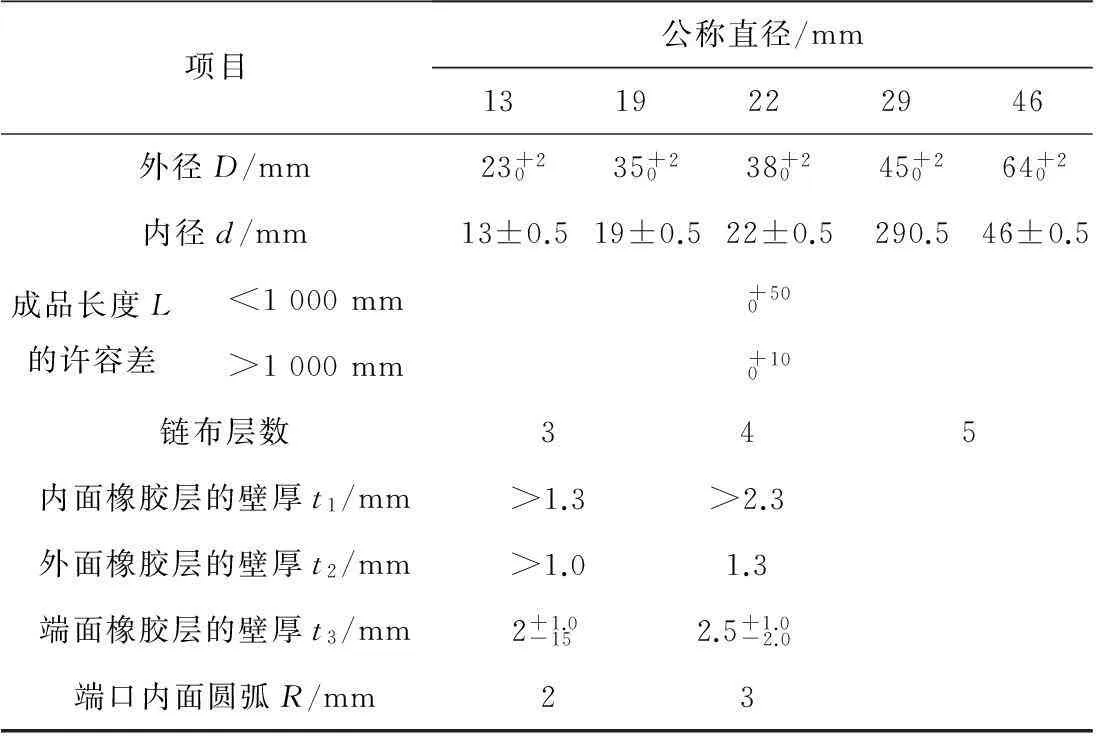
項目公稱直徑/mm1319222946外徑D/mm23+2035+2038+2045+2064+20內徑d/mm13±0.519±0.522±0.5290.546±0.5成品長度L的許容差<1000mm+500>1000mm+100鏈布層數345內面橡膠層的壁厚t1/mm>1.3>2.3外面橡膠層的壁厚t2/mm>1.01.3端面橡膠層的壁厚t3/mm2+1.0-152.5+1.0-2.0端口內面圓弧R/mm23
注:成品長度L按照合同雙方協定
1.3制動軟管檢修方法
1.3.1外表去污
使用軟刷與清水對空氣軟管外表進行清洗。
1.3.2整體外觀檢查
檢查包括:1)對空氣軟管逐個進行外觀檢查,要求軟管總成標記清晰,位置居中;2)軟管表面應無鼓泡、污物、破損等缺陷,否則報廢,表面有裂紋時,若裂紋深度達到第1層(從外表面數起)簾子線時報廢,若裂紋深度未達到第1層(從外表面數起)簾子線,但裂紋長度>20 mm ,也做報廢處理;3)膠管表面要平整,柔性良好,不得有影響使用性能的傷痕、氣泡、裂紋、夾層及其他缺陷;4)軟管表面潔凈,色澤均勻,膠管表面無水漬斑痕等,管內壁清潔干燥。
1.3.3連接器和接頭檢查
檢查包括:1)連接器和接頭表面無氣孔、裂紋以及毛刺;2)連接狀態良好,壓套鉚壓均勻一致并且端正;3)接頭加工面和非加工面均不得有裂紋、氣孔、夾渣以及毛刺等影響強度和使用性能的缺陷;4)螺紋表面不得有裂紋、碰傷、亂扣和斷扣等缺陷;5)接頭密封面應光潔,外表無劃傷及污物。
1.4性能試驗
1.4.1風壓試驗
將需要進行試驗的空氣軟管安裝在保壓試驗臺上并將空氣軟管完全浸入水槽內,要求連接緊密,無泄漏,軟管管體完全浸沒于水面以下;打開試驗臺電磁閥按鈕,使用880 kPa壓縮空氣對制動軟管進行保壓試驗,保壓時間5 min,要求試驗過程中電磁閥保持導通狀態,壓力無下降,保壓5 min無漏氣。制動軟管風壓試驗如圖2所示。

圖2 制動軟管風壓試驗
1.4.2水壓試驗
1)將軟管連接于水壓試驗臺上,要求各連接處密封緊密,無松動。
2)通過壓動壓力泵對水壓試驗臺進行充壓,壓力值為1.4 MPa,要求保壓2 min軟管無顯著凸起。
3)膨脹率測試。保壓過程前在每根軟管橡膠管體的上部、中部和下部各取1點,然后使用記號筆進行標記(試驗結束后清除標記),使用游標卡尺測量標記處外徑值a1、a2和a3并記錄,在保壓過程中再次測量上述3點外徑值b1、b2和b3并記錄,要求對應的每組a、b值滿足下式:
4)長度變形率測試。在保壓試驗前使用測量軟管測量橡膠管體長度L并記錄,保壓過程中測量軟管橡膠管體長度l并記錄,要求上述數值滿足下式:
2失效形式與解決措施
2.1失效形式
制動軟管檢修中主要存在4種失效形式,即軟管使用壽命超限、膠管表面缺陷、接頭與螺紋表面缺陷和伸長率與膨脹率超限。通過連續選取1 000根檢修不合格的軟管作為樣本進行統計,得到其失效形式如圖3所示。
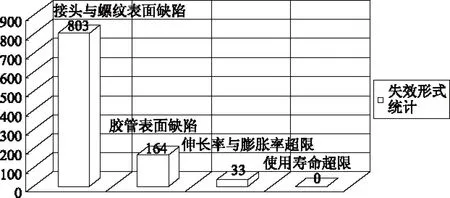
圖3 空氣制動軟管失效形式統計圖
從圖3可以看出,接頭與螺紋表面缺陷是制動軟管失效的主要形式,另外根據裝車運營中實際統計故障率分析,制動軟管失效漏風造成的壓降也是導致行車故障的重要原因之一。
2.2失效原因
對檢修中有接頭與螺紋表面缺陷的制動軟管進行取樣分析如下。
1)軟管端錐面有縱向劃傷(沿管徑方向,見圖4a),漏氣很嚴重,冒大泡;軟管端錐面出現橫向劃傷(沿管錐面圓周),并出現小細紋,若其貼近密封線(見圖4b),則會出現輕微泄漏,平均25~30 s冒1個小泡;橫向細紋越靠近管口(見圖4c),則泡泡產生的頻率越高且越密集。
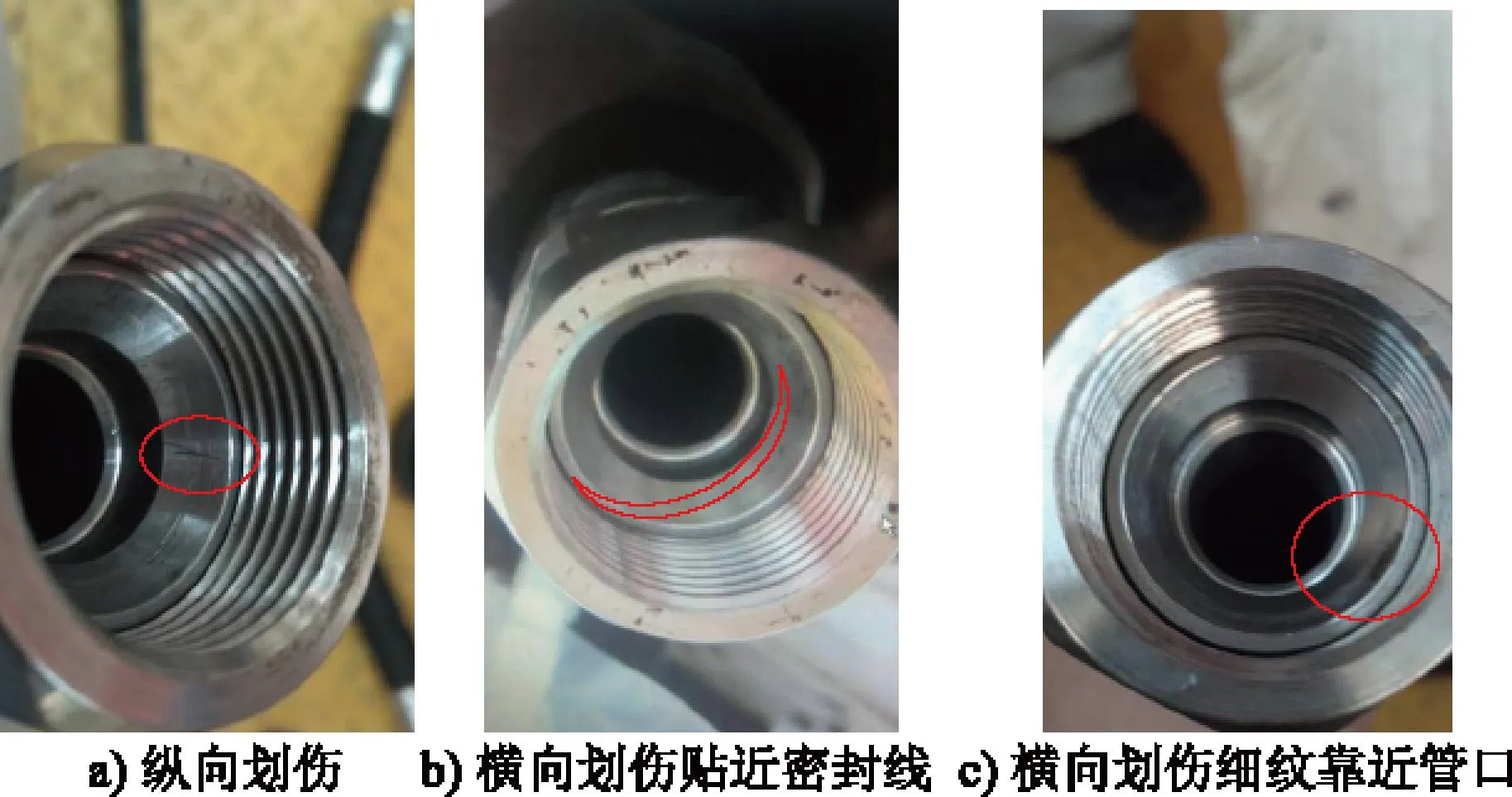
圖4 軟管端錐面缺陷
管接頭前端出現橫向劃傷(見圖5a),則會出現泄漏,冒小氣泡;管接頭接近密封線處出現輕微細紋或小坑(見圖5b),則會造成大量漏氣,冒大氣泡;管接頭出現縱向劃傷,傷及密封線(見圖5c),則必然產生大量漏氣,連續冒大泡。

圖5 管接頭出現劃傷的情況
2)依據試驗結果可知,若清洗不徹底,空氣軟管管內螺紋、密封錐面和接頭處會有大量灰塵與雜物附著,在這種工況下進行試驗,雜物附著在密封面上,扭緊接頭時很有可能會造成密封面劃傷。從觀察的樣本情況判斷,沒有清洗干凈的空氣管密封錐面劃傷都很嚴重,如圖6所示。拆卸管接頭操作也很容易造成管接頭的損壞,存放中若沒有進行有效防護,會造成管接頭螺紋的損傷,最終導致密封不良,且此過程是不可逆的,只能更換新接頭。如圖7所示,螺紋處規律性分布的損傷是拆卸時的磕碰造成的。

圖6 空氣管密封錐面劃傷

圖7 螺紋處損傷
2.3預防與解決措施
管接頭與螺紋表面的缺陷是引起制動軟管失效的主要形式,在檢修過程中,可通過如下幾種方法有效地預防和解決。
1)在拆卸制動軟管時,不能使用風動扳手強制拆卸,遇到卡滯時,使用螺紋松動劑對其進行處理,不可強制拆卸,避免導致螺紋與接頭密封面損壞。
2)制動軟管拆卸后要使用特制卡套對每根軟管進行防護,管接頭需放置在特定工裝內,避免運輸過程中造成磕碰損壞。
3)制動軟管檢修前應進行徹底清洗,要求接頭密封錐面和螺紋表面處無明顯雜質;試驗配套工裝在連接制動軟管時也應檢查配合面是否存在雜質與污垢,需清理干凈后再與軟管連接。
4)制動管路防護卡套需在安裝時再打開,避免沾染雜質;安裝前需檢查螺紋與接頭密封面是否有明顯雜質與損壞,確認狀態良好后再進行安裝,否則雜質會在安裝過程中磨損密封面,產生導致制動軟管失效的隱患。
3結語
本文對高速動車組制動軟管進行了研究,結合實際檢修試驗,總結分析了軟管失效主要存在的幾種形式,并提出了一套有效解決制動軟管接頭與螺紋表面損壞的方法,經驗證,其可有效降低軟管檢修報廢率。
責任編輯李思文

Research on Test and Failure of Brake Hose Maintenance for High-speed EMU
TIAN Guanghao,ZHANG Boyan
(CSR Qingdao Sifang Locomotive & Rolling Stock Co.,Ltd,Qingdao 266111,China)
Abstract:The paper introduced the testing methods adopted in brake hose maintenance for new generation high-speed EMU, and analyzed the main failure modes during actual maintenance practice, thereby proposed preventive measures and solutions.
Key words:new generation high-speed EMU, brake hose, failure modes
收稿日期:2014-05-28
作者簡介:田廣浩(1981-),男,本科,工程師,主要從事高速動車組制造技術等方面的研究。
中圖分類號:U 266.2
文獻標志碼:A