A-100鋼激光成形零件在飛機起落架制造領域的工藝研究
2015-03-15 08:13:00郭初陽郭喜軍王建國
新技術新工藝 2015年1期
關鍵詞:工藝
郭初陽,郭喜軍,劉 聰,王建國
(1.駐西飛公司軍事代表室,陜西 西安 710089;2.中航工業天水飛機工業有限責任公司,甘肅 天水 741025)
A-100鋼激光成形零件在飛機起落架制造領域的工藝研究
郭初陽1,郭喜軍1,劉聰1,王建國2
(1.駐西飛公司軍事代表室,陜西 西安 710089;2.中航工業天水飛機工業有限責任公司,甘肅 天水 741025)
摘要:A-100鋼(23Co13Ni11Cr3MoE)因其優異的綜合性能,在飛機起落架制造領域得到了廣泛應用,傳統飛機起落架的制造是對A-100鋼模鍛件進行加工,但加工余量大且效率低,本工藝研究將參照傳統起落架制造工藝,對A-100鋼激光成形零件進行試加工,通過對原有參數進行調整和優化,最終得出了適用于A-100鋼激光成形零件的工藝參數。
關鍵詞:A-100鋼;激光成形;飛機起落架;工藝試驗
起落架是飛機的起飛和著陸裝置,其功用是保證飛機的正常起飛、著陸、滑行和停放,吸收著陸及地面運動時產生的撞擊和跳動能量,改善飛機的起落性能,其制造過程運用了大量的特種工藝手段。激光成形技術是通過材料快速凝固沉積,直接形成組織晶粒細小、致密、均勻的近終成形零件,作為一項先進的復雜零件整體制造技術,激光成形技術不僅可節約大型模鍛設備,而且具有材料利用率高和生產周期短等優勢。
為探索A-100鋼激光成形件起落架制造方面的優勢,首先對激光成形毛坯樣件試加工,并對試加工后的樣件進行無損檢測和金相測試,然后對樣件進行熱處理和表面處理工藝試驗,驗證可行性并確定激光成形樣件的熱處理和表面處理工藝參數,最后綜合試驗結果得出結論。
1試加工
工藝流程為切削→數控銑削→鉗。激光成形毛坯件如圖1所示,其中108 mm兩端面去除3 mm余量,R42.5 mm去除3 mm余量,R80、102.5和104 mm去除5 mm余量。通過對毛坯件進行試加工,確定A-100鋼模鍛件切削和銑削參數同樣適用于激光成形件加工。
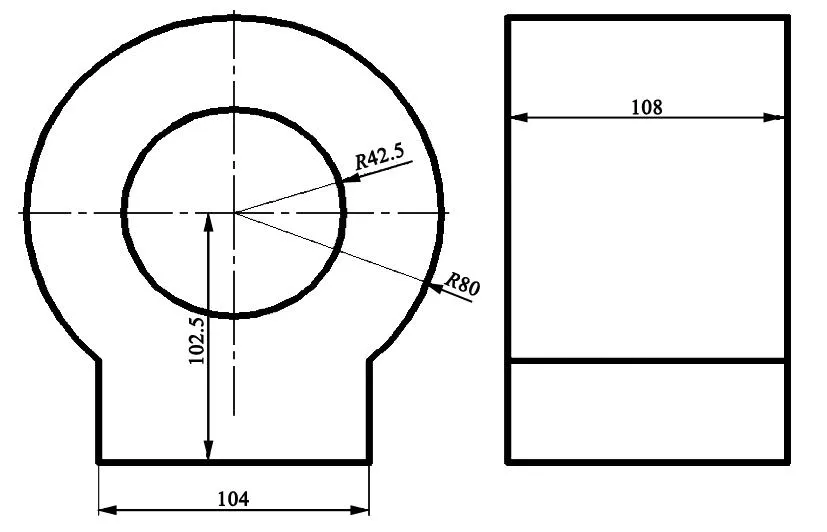
圖1 圓筒毛坯尺寸
2無損檢測和金相測試
利用超聲波檢測、磁粉探傷和X射線檢查對毛坯件進行無損檢測。通過酸溶液腐蝕檢測加工過程中機體表面燒傷情況,從而驗證切削和銑削參數的合理性。
使用φ1.2的標準試塊(AA級)作為對比試塊,對粗加工后的毛坯件進行全面超聲波檢測,毛坯件經超聲波檢測后未發現缺陷。對毛坯件去除量為3和5 mm的表面進行磁粉探傷,未發現去除表面存在缺陷,初步確定毛坯去除余量后表面不存在冶金缺陷。利用X射線檢查毛坯存在的內部缺陷(如縮孔和氣孔等鑄造缺陷),經檢查未發現內部缺陷。對機械加工表面進行酸蝕檢查,檢查機械加工過程中機體表面燒傷情況,經酸蝕檢查,未發現加工表面燒傷,說明所選切削和銑削參數合理。
毛坯樣件粗加工后,選擇在去除3 mm加工余量的表面進行脫碳層深度測試取樣,采用硬度法檢查脫碳層深度,測得脫碳層深度為0.15 mm,即總脫碳層深度為3.15 mm。根據測試結果確定毛坯去除5 mm加工余量后,能夠保證表面脫碳層完全去除,晶粒度為6級,與A-100鋼鍛件的晶粒度級別相當。
3熱處理工藝試驗
對激光成形件在472 ℃回火狀態下(熱處理為:淬火885 ℃,保溫1 h,油冷;冷處理為:-73 ℃,保溫1 h,空氣回溫;回火為:472 ℃,保溫5 h,空冷)進行熱處理,試驗結果表明激光成形A-100材料在472 ℃回火狀態下的綜合性能匹配良好。
為進一步驗證472 ℃回火時熱處理工藝的合理性,結合A-100鋼模鍛件熱處理溫度(回火溫度482 ℃)進行472、477和482 ℃回火狀態下的熱處理對比工藝試驗(見表1),并分別進行力學性能測試(見表2~表4)。
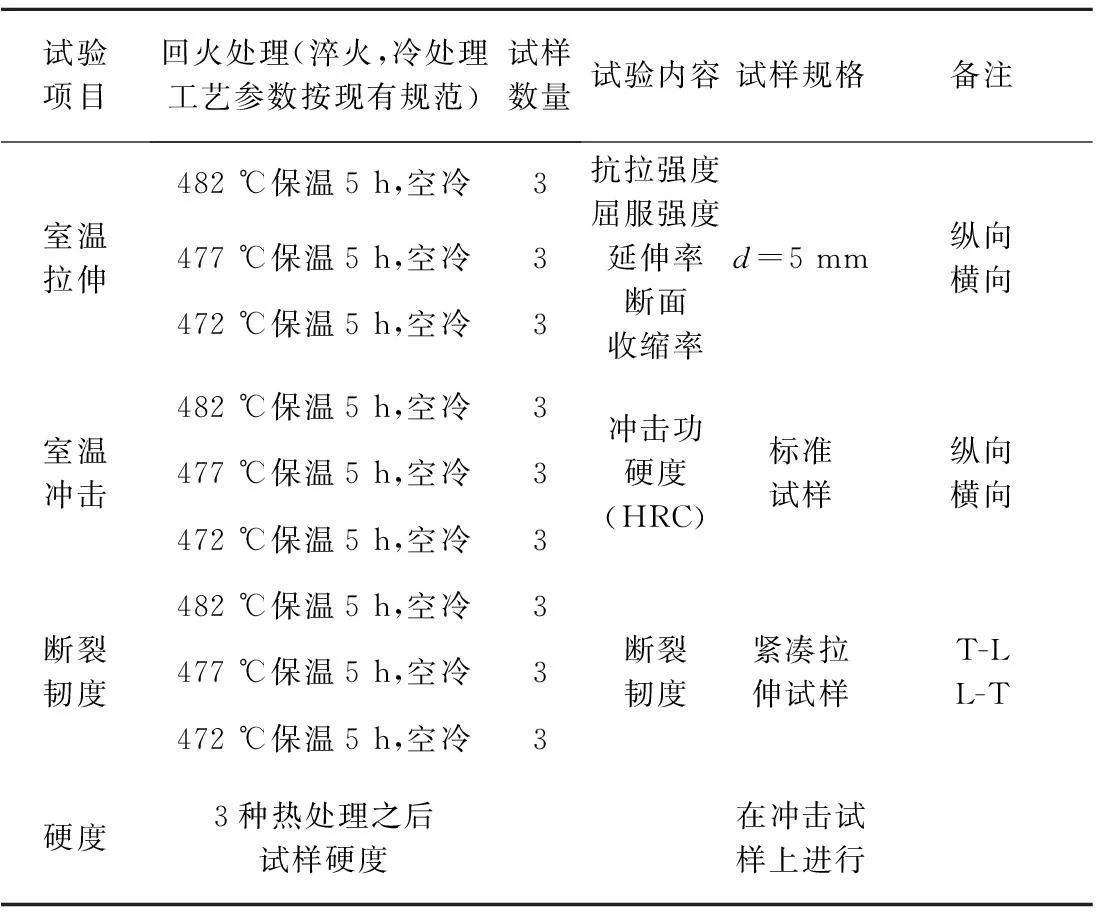
表1 A-100鋼激光成形熱處理工藝試驗方案

表2 472 ℃(5 h)回火處理后的力學性能
注:1表示該值為KQ值
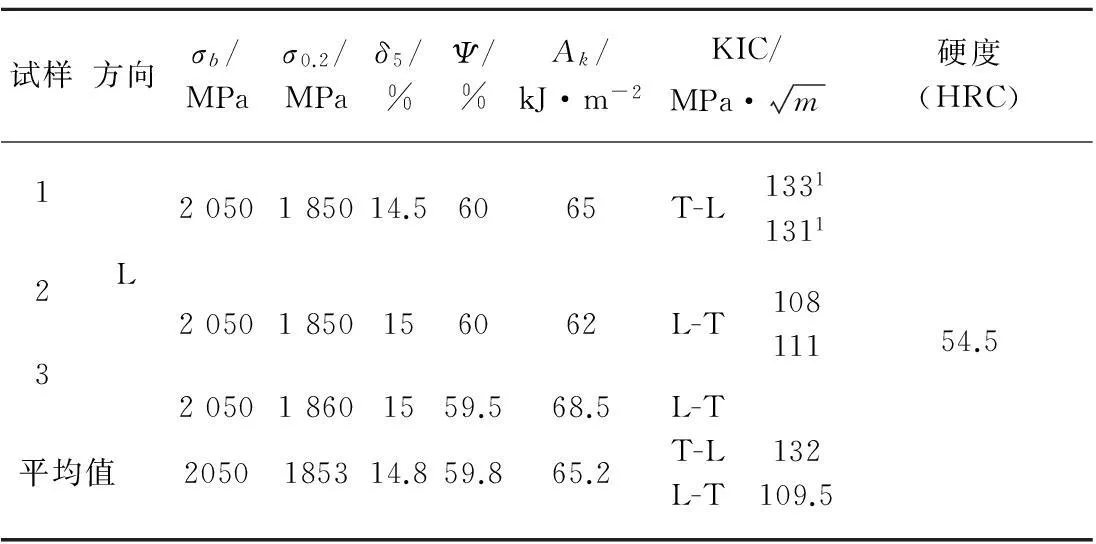
表3 477 ℃(5 h)回火處理后的力學性能
注:1表示該值為KQ值
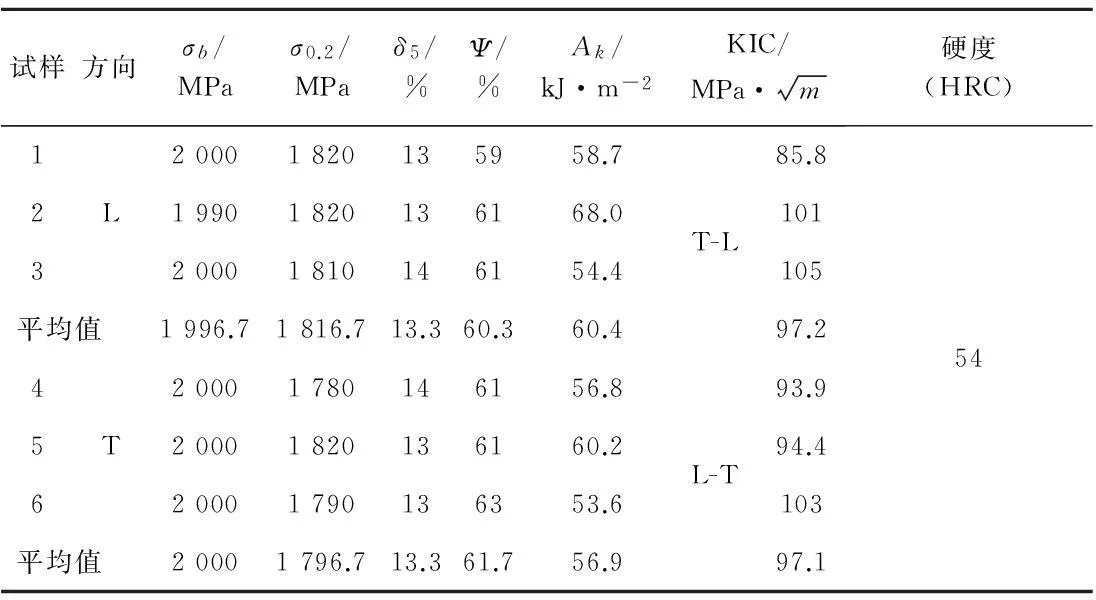
表4 482 ℃(5 h)回火處理后力學性能
從表1~表4的試驗數據可得到性能關系如圖2~圖5所示。
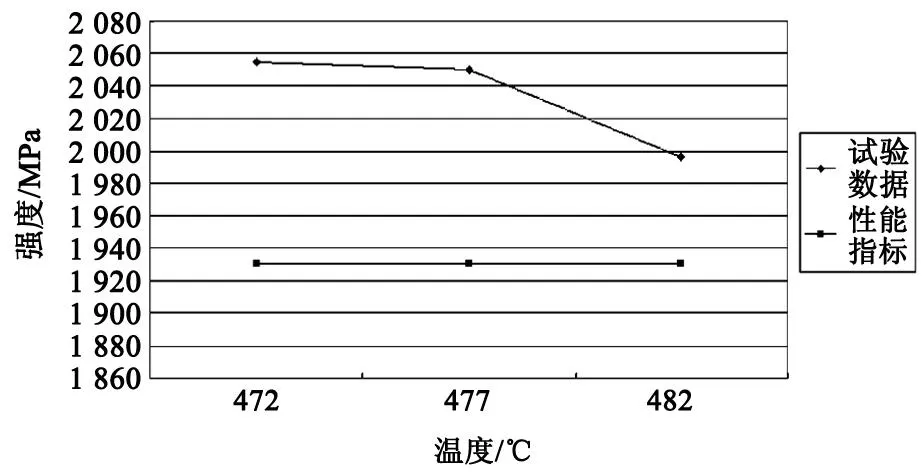
圖2 抗拉強度與回火溫度關系圖
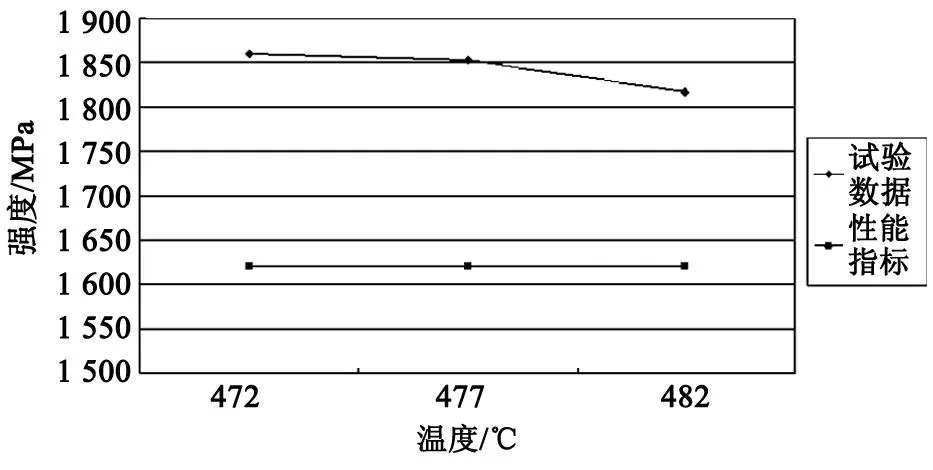
圖3 屈服強度與回火溫度關系圖

圖4 斷裂韌度與回火溫度關系圖
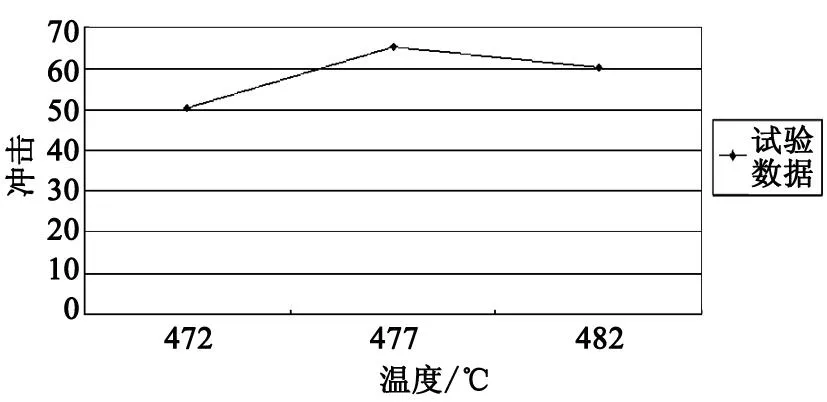
圖5 沖擊韌度與回火溫度關系圖
在472~482 ℃范圍可得到下述結論。
1)隨著回火溫度的上升,抗拉強度下降且下降速度較快。屈服強度變化過程與抗拉強度相似,但下降幅度小于抗拉強度。抗拉強度和屈服強度下降后與要求的最低性能指標值(抗拉強度1 930 MPa,屈服強度1 620 MPa)接近。

3)綜合抗拉強度、屈服強度、斷裂韌度、沖擊韌度與回火溫度的關系走向,在482 ℃溫度下可獲得良好的匹配性能(KIC除外),A-100鋼材料處于研制階段,棒材及鍛件的KIC性能不穩定。A-100鋼激光成形是將棒材磨制成粉末后經激光熔敷并快速凝固成形,其KIC性能受棒材性能及激光成形工藝影響,因此在工藝試驗過程中,毛坯件的KIC也存在較大幅度的波動。
4)根據上述分析,在482 ℃溫度下可以獲得較好的力學性能,最終確定482℃作為激光成形件的回火溫度。
4表面處理工藝試驗
激光成形件與傳統模鍛件有所差異,不能確定其表面處理工藝參數與A-100鋼模鍛件表面處理參數是否一致,經分析制定了表面處理研究方案(見表5)。
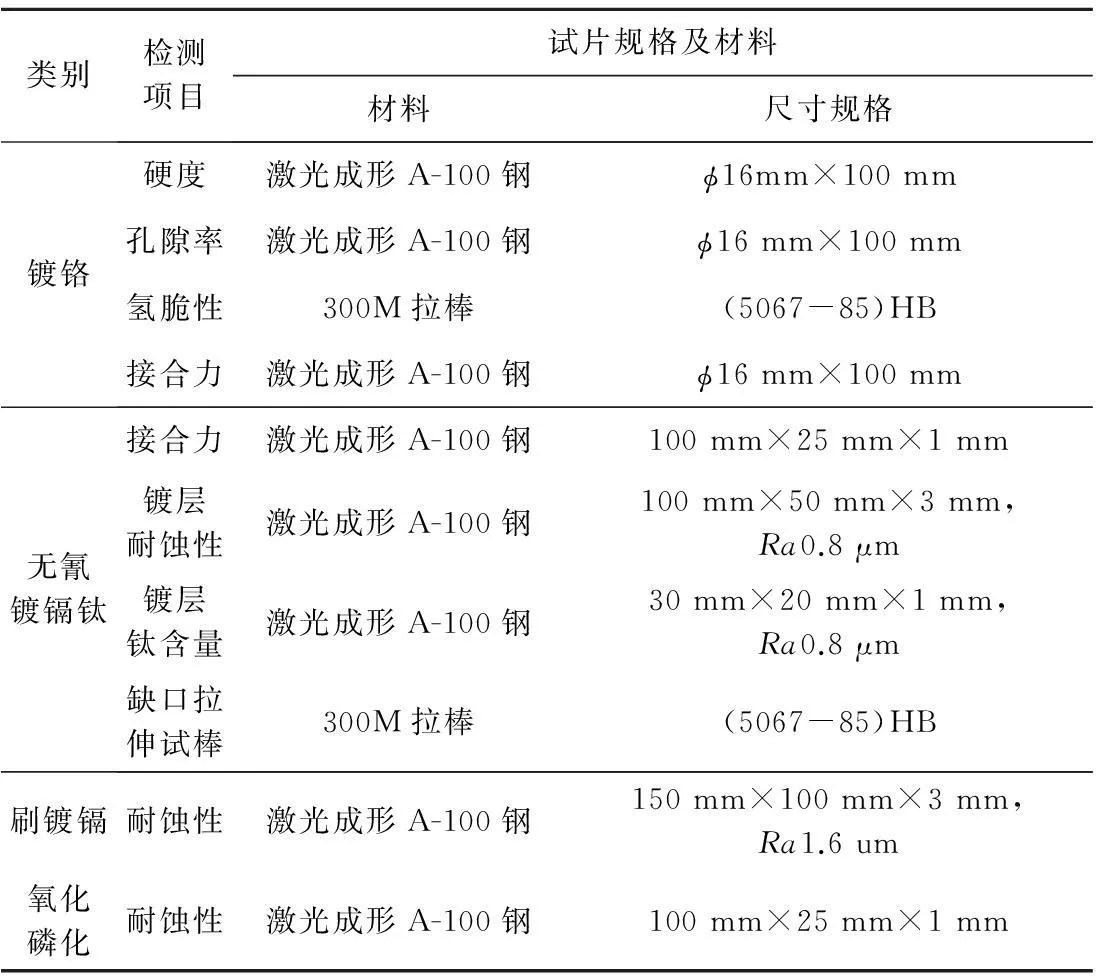
表5 表面處理試驗方案
參照A-100鋼模鍛件表面處理工藝參數,經過分析和驗證,確定A-100鋼激光成形試件鍍鉻、鍍鎘鈦、刷鍍鎘和氧化磷化的工藝流程及參數具體如下。
4.1鍍鉻
1)工藝流程:鍍前檢查→有機溶劑除油→消除應力→吹氧化鋁→裝掛并絕緣→電化學除油→流動熱水洗→流動冷水洗→弱浸蝕→流動冷水洗→鍍硬鉻→ 回收槽洗→流動冷水洗→ 拆卸→流動冷水洗→干燥→除氫→檢驗。
2)鍍鉻過程及工藝參數:預熱,鍍鉻槽中不通電預熱3~5 min;預熱后,利用換向開關使零件置于陽極,弱腐蝕30~90 s,電流密度為20~30 A/dm2。
陽極腐蝕后,反轉電流方向,使工件轉換成陰極,電流密度為正常電鍍鉻電流密度的1.5~2.5倍,沖擊電鍍30~90 s,然后逐漸降至正常電流密度。
電鍍硬鉻,在鍍鉻溶液中按下列參數進行:溫度50~60℃;電流密度為40~60 A/dm2.
4.2鍍鎘鈦
1)工藝流程:鍍前檢查→有機溶劑除油→消除應力→吹氧化鋁→裝掛并絕緣→流動冷水洗→去離子水洗→鍍鎘鈦→流動冷水洗→拆卸→流動冷水洗→干燥→除氫→檢驗。
2)鍍鎘鈦工藝參數:溫度為室溫;電流密度為2~3 A/dm2;電壓為2~5 V;陽極材料為Cd-1。
4.3刷鍍鎘
1)工藝流程:鍍前檢查→屏蔽非刷鍍區→打磨刷鍍區→清洗→流動冷水洗 →刷鍍鎘→去除屏蔽→打磨→流動冷水洗→干燥→檢驗。
2)刷鍍工藝參數: 陰陽極相對移動速度控制在15~36 m/min范圍;刷鍍電壓為15~20 V;刷鍍所需電量Q按下式計算:
Q=100C δ S
式中,C為耗電系數,單位為A·h/dm2μm,工藝試驗采用SPS5070刷鍍液,耗電系數為0.048 8A·h/dm2μm;δ為鍍層厚度,為8~12μm;S為刷鍍面積,為15dm2。
由此可計算出刷鍍所需要的電量Q為0.585 6~0.878 4A·h。
4.4氧化磷化
1)工藝流程:磷化前檢查→除油→吹氧化鋁→裝掛→流動冷水洗→氧化磷化→流動冷水洗→流動溫水洗→填充→回收槽洗→流動溫水洗→干燥→除氫→ 檢驗。
2)氧化磷化參數見表6.

表6 氧化磷化參數
按上述方案及工藝參數在粗加工的毛坯樣件上切取表面處理試片,進行多批次鍍鉻、鍍鎘鈦、刷鍍鎘、氧化磷化和噴漆工藝等試驗,試樣涂層性能合格。
5結語
A-100鋼激光成形件機械加工性能良好,經超聲波檢驗、X射線檢查、磁粉探傷和酸蝕檢查,均未發現缺陷,證明試加工工藝參數滿足A-100鋼激光成形毛坯件的加工要求。通過多次熱處理工藝試驗,最終確定了熱處理工藝參數,對比A-100鋼模鍛件表面處理工藝,對激光成形件進行表面處理工藝試驗,試驗涂層經測試滿足性能要求,工藝方案合理可行。綜上所述,A-100鋼激光成形件初步具備了起落架的試制要求。
責任編輯李思文
Research on Process of A-100 Steel Laser Forming Parts in the Filed of Aircraft Landing Gear Manufacturing
GUO Chuyang1,GUO Xijun1,LIU Cong1,WANG Jianguo2
(1.The Military Representative Office of Xi’an Aircraft Industry Company Ltd, Xi’an 710089, China;2.AVIC Tianshui Aviation Industry Co., Ltd, Tianshui 741025, China)
Abstract:A-100 steel has been widely applied in the filed of aircraft landing gear manufacturing for its excellent comprehensive performance,the traditional aircraft landing gear manufacturing is processing A-100 steel forging parts, but it has a large working allowance and low efficiency. This process research was based on the traditional gear manufacturing technology to processing A-100 steel laser forming parts to find out the technological parameters which are fit for A-100 steel process parameters of laser forming parts by adjusting and optimizing the original parameters.
Key words:A-100 steel, laser forming, aircraft landing gear, process test
收稿日期:2014-05-06
作者簡介:郭初陽(1989-),男,助理工程師,主要從事國內多型飛機研制生產的質量監督等方面的研究。
中圖分類號:V 261.99
文獻標志碼:A
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52