激光熔覆獲得穩定熔池的工藝優化
2015-03-15 08:13:00盧繼平唐其超
新技術新工藝 2015年1期
牛 犇,盧繼平,唐其超
(北京理工大學 機械與車輛學院,北京 100081)
激光熔覆獲得穩定熔池的工藝優化
牛犇,盧繼平,唐其超
(北京理工大學 機械與車輛學院,北京 100081)
摘要:建立了三維有限元模型,分析了316L不銹鋼在激光熔覆過程中的溫度場分布以及相變規律。結合材料性質隨溫度變化的特性,討論了冷卻過程中金屬的相變規律。采用能量按高斯分布的移動熱源,通過在激光熔覆單道熔覆層過程中不斷調整激光功率以及激光束移動速度來保證熔池形狀的穩定。結果顯示,在給定基體溫度初始值下,不同激光束移動速度下的激光功率大小與熔覆層層數都近似呈線性相關,同時模擬了熔池周圍的溫度分布以及冷卻速率,并與試驗結果進行了比較。
關鍵詞:激光熔覆;有限元模型;溫度場
激光工程化凈成形技術(LENS)是快速成形制造中很有發展潛力的一項技術[1],最早由美國圣地亞哥國家實驗室發明,它將激光熔覆技術和選擇性激光燒結技術相結合,LENS的主要過程為:由CAD生產零件模型,并用分層切片軟件處理,激光頭在計算機控制下根據各層截面的坐標數據進行移動,基體材料熔化形成熔池,涂覆材料落入熔池熔化,凝固形成合金層,最終逐層堆積成形[2]。最終成形體的微觀組織以及力學性能不僅與熔池中液體的冷卻速度以及固液界面的凝固速度有很大關系,而且與熔融堆積成形過程中的熱循環有關;因此,要想對成形過程中的工藝進行優化,需要對熔覆層中復雜的溫度場有清晰的了解。數值模擬方法可以很好地提供熱力學過程中的詳細信息,很多學者都建立了有限元模型來模擬LENS過程中的溫度場[3-6]以及相變過程[7-9]。
激光熔覆過程中熔池的幾何形貌直接決定了最終成形體的質量,通過調整工藝參數可達到控制熔池的目的。激光加工過程中工藝參數對熔池大小的影響已經被眾多學者通過試驗[10]和數值模擬進行了研究[11]。在激光掃描速度一定時,熔池的幾何特征主要由系統熱輸入的分布決定,另一方面,通過LENS過程中CCD照相機的觀測獲得真實的熔池幾何特征,作為反饋來控制熔覆過程,不斷調整激光功率來保證熔池大小在預定的范圍內。
應用ANSYS15.0有限元軟件建立了三維有限元分析模型,模擬LENS過程中316L不銹鋼的熔覆過程[12-13]。激光束模型光線呈圓錐形,移動光源能量在基體表面呈高斯分布。對于金屬材料,由于熱效應引起的相變通過輸入相關材料在不同溫度下的性質參數以及它們在不同冷卻速度下轉變成的金相組織來模擬。為了使熔池尺寸保持在預設值,在每層熔覆過程中都自動調整了激光功率以及激光束移動速率。熔覆過程中10層熔覆層不同位置的熱循環以及熔池的冷卻速率都可以由ANSYS軟件計算得到。最后,根據溫度場的計算結果驗證了有限元模型的準確性。
1有限元模型的建立
由于所研究的成形件溫度場為三維問題,為了能夠準確反映激光熔覆過程中基體及熔覆層的溫度場分布規律,需要劃分較小的網格尺寸;但同時為了避免過多的網格造成計算時間過長,有限元網格劃分時,網格在熔覆道與基體接合處劃得細一些,在基體其他部位適當劃得粗一些。計算中采用ANSYS軟件中的Solid 70六面體八節點熱單元進行網格劃分,如圖1所示。
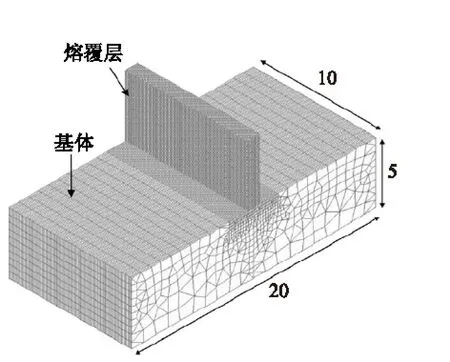
圖1 基體及熔覆層的溫度場有限元計算模型
所選基材是45鋼,尺寸為20 mm×10 mm×5 mm。熔覆材料為316L不銹鋼,在基體上進行單道10層粉末的熔覆,每個熔覆道尺寸為10 mm×1 mm×0.5 mm。光源移動速度為7.6 mm/s,每層激光束都按照從左到右的順序熔覆。
1.1熱傳遞方程
為了計算溫度場的分布,有限元模型熱傳遞方程用下式表示:
(1)
式中,T是溫度;t是時間;Pi是i組分所占的體積分數;ρ是密度;Cp是比熱容;λ是熱導率;Lij是從i組分變為j組分的相變潛熱;Aij是單位時間內i組分變為j組分的百分比。
通過式1,在計算溫度場的同時也對熔覆區域的相變做了預測。分析微觀組分時考慮了鐵素體、馬氏體以及奧氏體。材料的密度、熱導率和比熱容根據溫度以及相變而變化。
1.2熱源能量分布
為了模擬成形過程中激光束的能量分布,采用了圓形移動光斑能量按高斯分布,能量具體分布如下所示:
(2)
式中,Qr是基體輸入能量密度,單位為W/mm3;P是吸收的激光功率,單位為W;H、r和z是決定激光束形狀的參數。
1.3初始條件及邊界條件的確定
假定基體在熔覆前處于室溫(20 ℃,沒有預熱),每層熔覆過程的時間是2 s,相鄰層熔覆之間的間隔時間是0.9 s。基體材料是45鋼,熔覆材料是316L鋼,2種鋼的熱物性參數見文獻[14]。
邊界條件的確定是獲得準確溫度場的前提,設定基體底部與耐火磚接觸是絕熱的,因此底面的邊界條件為:
T(x,y,z=0)=T0t>0
(3)
其他面的邊界條件考慮了對流以及輻射過程中熱量的變化,如下所示:
(4)
式中,k是熱導率;h是對流傳熱系數;Ta是環境溫度;ε是物體表面的熱輻射系數;σ是斯蒂芬常數(σ=5.67×10-8W/m2K4);Te是未加工部分的溫度,這里認為是室溫;Qr是激光束的熱輸入(按式2可得)。
隨著熔覆材料的輸入,熔覆體的邊界也在不斷變化。
1.4生死單元法
由于激光源是移動的,所以采用生死單元方法實現移動熱源的溫度場模擬,將模型中激光束沒有掃描到的單元殺死,也就是將那些單元的剛度矩陣乘以1個很小的因子,死單元的單元載荷可視為0,即沒有載荷;同樣,死單元的比熱容、熱導率、密度和其他屬性值也為0。當激光束掃描到先前被殺死的單元附近位置時,這些死單元會被自動激活,并且當1個單元被重新激活時,其剛度、質量和密度等將恢復原始數值。根據熔覆過程將熔覆材料性質假定為3類:第1種材料是已經在基體上熔覆過的,這種材料被賦予316L不銹鋼實際的熱力學性能以及金相組織,基體材料最初是鐵素體,如果熔覆過程中溫度超過了奧氏體化溫度就會發生奧氏體轉變,已熔覆過的熔覆層以及基體在冷卻過程中根據冷卻速率以及溫度的情況也可能發生馬氏體以及鐵素體轉變;第2種材料是還沒有熔覆部分,設定這種材料有很低的熱力學屬性,因此不會被加熱(相當于是死單元),也沒有發生相變;第3種材料是正在熔覆的材料,其最初是死單元,但當處于激光束的照射范圍內時,就會被激活,一旦溫度達到奧氏體化溫度,就發生奧氏體轉變,并隨著溫度的變化發生其他金相變化(例如變為馬氏體或鐵素體等)。3種不同屬性材料的模型如圖2所示。
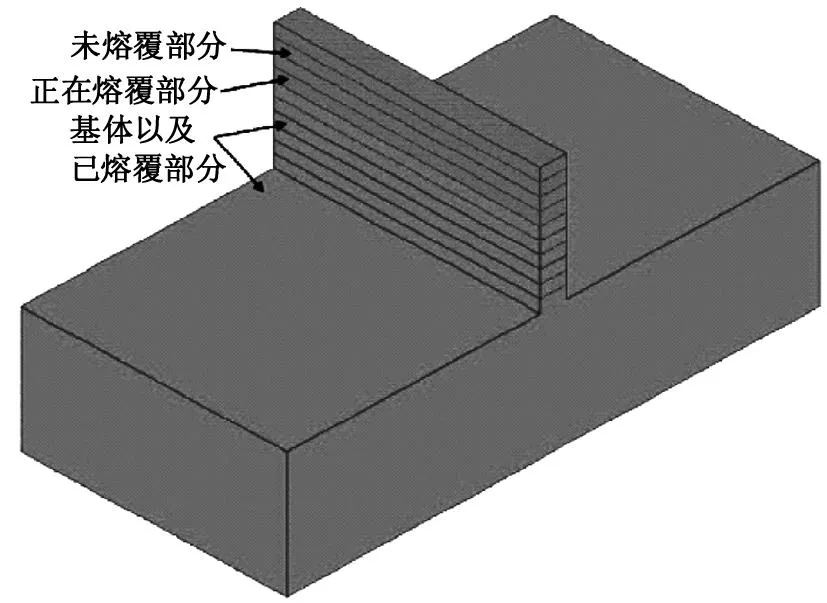
圖2 生死單元激活示意圖
2溫度場計算以及分析
由于沒有做相關試驗,現以文獻[3]所做的316L相關試驗數據作為參考。試驗中利用高速紅外數碼相機對激光熔覆過程中熔池的形狀進行了觀測與記錄,同時利用先進的溫度傳感儀對過程溫度進行了檢測。
為了在每層熔覆過程中保持熔池大小以及溫度場分布的穩定性,在每層熔覆開始前都要調整激光功率,仿真結果如圖3所示。從圖3可以看出,隨著熔覆層的增加,激光功率不斷地減小。在最初幾層的熔覆過程中需要更高的激光能量來補償由于與溫度較低的基體接觸時的熱量散失,隨著熔覆層層數的增加,已熔覆部分就形成了加工層與基體之間的傳熱阻礙,熔覆層的溫度下降開始相對較慢,使熔覆層溫度比前幾層要高;因此,后續熔覆需要的激光能量也相對減少。
此外,從圖3還可以看出,在最初的5層熔覆以后,激光功率與熔覆層層數之間近似呈線性相關,這說明由于基體導熱對熔覆層溫度的瞬態影響僅在前5層熔覆過程中比較明顯。

圖3 獲得相同熔池形狀時激光功率與熔覆層層數的關系
激光束移動到偶數層中心時熔池大小的情況如圖4所示。從圖4可以看出,每層熔覆層熔池大小基本一致,每層熔覆時都大約有一層半的已熔覆層融化。熔池相似的幾何形狀說明了每層溫度場的分布也大致相同,繼而最終成形時每層的金相組織以及微觀結構也相似。
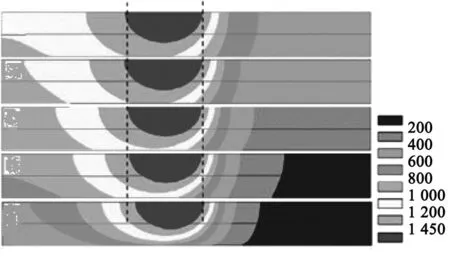
圖4 激光束移動到不同熔覆層中心時熔池的大小及形狀
熔覆過程中不同熔覆層中點處的溫度變化曲線如圖5a所示,曲線上的每個頂點都表示激光束到達或將要到達某層的中點位置。在第1層中點處,溫度曲線的第1個峰值將近2 100℃,此后溫度迅速下降,在2 s時降至大約100 ℃,這也說明熔覆層間的間隔時間足夠使熔覆層冷卻。在首層熔覆層的凝固過程中,由于熔池存在較大的冷卻速率,合金層將主要是高強度的馬氏體以及少量殘余鐵素體;然而,接下來每層的熔覆過程中都會對之前熔覆層再加熱,使之前的馬氏體組織發生回火馬氏體轉化。在第5層熔覆后,首層熔覆層仍會受熱升至500 ℃左右。在每層熔覆后,熔覆層溫度下降,然后再經過1個循環熱,最終影響材料的殘余應力以及力學強度。第3、第5、第10層熔覆層中點的溫度循環曲線與首層類似,每層溫度的極值點相差不多。從圖5a還可以看出,前5層熔覆層由于后續熔覆層熔覆時再次受熱,會發生回火馬氏體的轉變(316L鋼馬氏體轉變溫度為350 ℃),從第6層熔覆層開始,熔覆層的溫度將不會下降到馬氏體轉變溫度以下;因此,6層以上的熔覆體不會發生回火馬氏體轉化,只是在熔覆后直接生成馬氏體組織。由于低層熔覆層可能會發生回火馬氏體轉變,因此上層熔覆層的硬度比底層高很多。不同熔覆層中點處的冷卻速率隨時間的變化如圖5b所示,波峰表示激光束經過預定位置時溫度急劇升高,波谷表示激光束離開預定位置時溫度急劇下降。從圖5b可以看出,第1層熔覆層中點最大冷卻速率約為7 500 ℃/s,此后熔覆過程中第1層中點的最大冷卻速率逐漸減小,在第5層熔覆到中點時,第1層中點處仍有接近500 ℃/s的冷卻速率。同樣的,每層熔覆層都經歷著和第1層差不多的冷卻速率變化曲線,隨著熔覆層的增加,每層熔覆層的最大冷卻速率由于機體以及之前熔覆層的熱影響而逐漸減小。
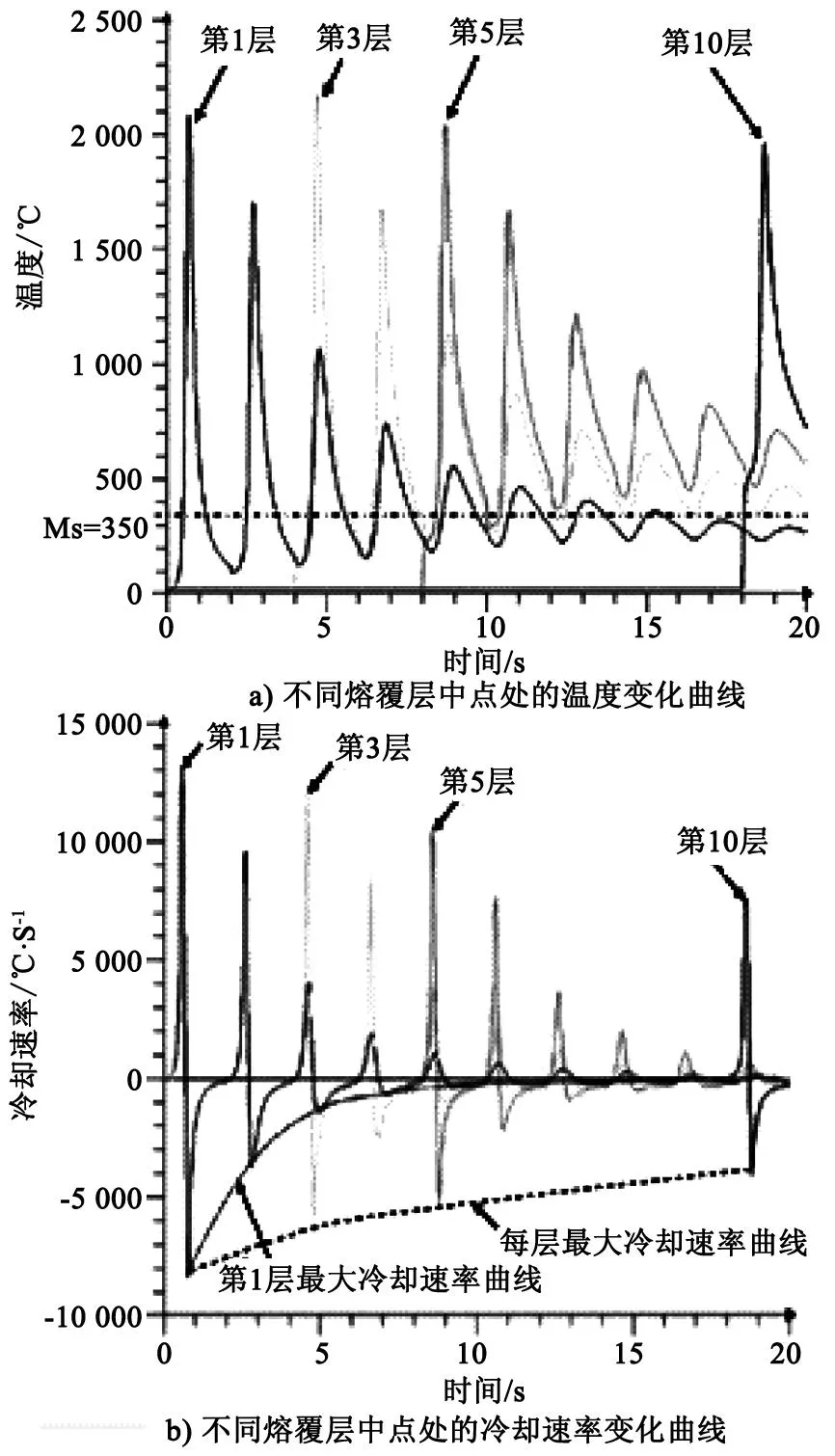
圖5 1、3、5、10層熔覆層中點處的熱循環曲線
不同激光束移動速度對溫度曲線的影響如圖6所示。令激光移動速度分別為2.5、7.62和20 mm/s,在計算中,為了保證每層熔覆層高度都是0.5 mm,設定送粉率都隨著相應調整,然后用建立的模型來計算獲得穩定熔池形狀的激光功率的大小。圖6所示曲線的走勢與圖3非常接近,在5層以后的熔覆過程中,激光功率與熔覆層層數呈近似的線性相關。此外,隨著移動速度的增加,激光功率也相應變化。
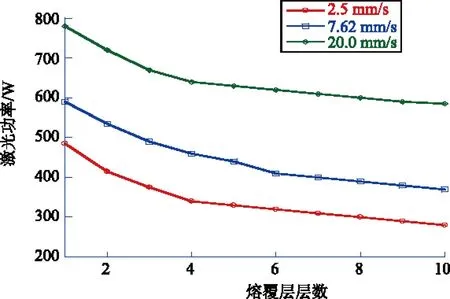
圖6 不同激光束移動速度下激光能量的分布
3結語
本文通過ANSYS有限元軟件建立了激光熔覆316L的三維有限元模型,分析了316L在45鋼上進行10層熔覆時的熱循環曲線,得到了激光熔覆過程中溫度場的分布情況,繼而得出了為保持激光熔覆過程中熔池尺寸在預設的范圍內時激光功率變化規律以及激光束在不同移動速度下激光功率的變化規律。由于基體的導熱作用,激光功率與熔覆層層數之間呈近似的線性相關,隨著熔覆層的增加,每層激光功率逐漸減小,不同激光束移動速度下激光功率隨熔覆層的增加都呈類似的減小率。為使熔池大小保持在預定值,激光功率與激光束移動速度呈正相關。利用得到的這些激光功率就可以在實際激光熔覆中使熔池尺寸保持在預設的范圍內,使熔池周圍的溫度場保持穩定,使最終成形體的微觀組織均勻。
參考文獻
[1] 王雪瑩.3D打印技術與產業的發展及前景分析[J].中國高新技術企業,2012(26):3-5.
[2] Fritz B P, Lee E W. Novel applications and implementations of Shape Deposition Manufacturing [J]. ICRPM, 1998(98):20, 29.
[3] Hans. Fabrication of turbine compressor shaft assembly for micro gas turbine engine[D]. Stanford : Stanford University,2000.
[4] Pinilla M J, PrinF B. Lead-time reduction through flexible routing: application to shape deposition manufacturing[J]. International Journal of Production Research, 2003,13:2957-2973.
[5] Cooper A G, Kang S. Automated fabrication of complex molded parts using mold shape deposition manufacturing[J]. Materials and Design, 1999(20):83-89.
[6] Jorge.G, Cham S, Bailey A, et al. Fast and robust: hexapedal robots via shape deposition manufacturing[J]. The International Journal of Robotics Research, 2002, 21:869.
[7] 陳靜,楊海鷗.激光快速成形過程中熔覆層的兩種開裂行為及其機理研究[J].應用激光, 2002.22(3):300-304.
[8] 祝柏林.激光熔覆層開裂問題研究現狀[J].金屬熱處理, 2000(7):18-22.
[9] 席明哲.連續移動三維瞬態激光熔池溫度場數值模擬[J].中國激光, 2004,31(12):1527-1532.
[10] 胡仁喜,康士廷. ANSYS14.0熱力學有限元分析從入門到精通[M].北京:機械工業出版社,2013.
[11] 浦廣益. ANSYS Workbench 基礎教程與實例詳解[M].北京:中國水利水電出版社, 2013.
[12] 冶金工業部鋼鐵研究總院.合金鋼手冊:下冊(第1分冊)[M].北京:冶金工業出版社,1992.
[13] 譚真,郭廣文.工程合金熱物性[M].北京:冶金工業出版社,1996.
[14] 叢勉. 鑄造手冊: 鑄鋼分冊[M].北京:機械工業出版社,1991.
責任編輯李思文
Optimization of the Laser Cladding Process for Stable Molten Pool Size
NIU Ben, LU Jiping, TANG Qichao
(School of Mechanical Engineering, Beijing Institute of Technology, Beijing 100081, China)
Abstract:A three-dimensional finite element model was established for the analysis of temperature distribution and phase evolution of 316L stainless steel in the laser cladding process. The influence of phase transition is discussed by using temperature dependent material qualities as well as cooling transformation diagram. A moving heat source with Gaussian energy distribution is established.The laser power and laser beam movement speed are optimized during the single-channel laser cladding to ensure the steady shape of molten pool. We found that the relation between laser power and laser beam movement speed is approximate linearly related. Besides, predicted the temperature distribution and cooling rate in comparison with experiments.
Key words:laser cladding, finite element modeling, temperature field
收稿日期:2014-04-29
作者簡介:牛犇(1989-) ,男,碩士研究生,主要從事3D打印等方面的研究。
中圖分類號:TG 442
文獻標志碼:A