易變形結構鋁制滑槽精加工技術
2015-03-15 08:23:28程建成楊永芳郭西園劉廣娟郭旭東
新技術新工藝 2015年12期
程建成,常 軍,楊永芳,郭西園,劉廣娟,郭旭東
(長治清華機械廠,山西 長治 046012)
?
易變形結構鋁制滑槽精加工技術
程建成,常軍,楊永芳,郭西園,劉廣娟,郭旭東
(長治清華機械廠,山西 長治 046012)
摘要:目前,國內類似結構的導軌、滑槽加工技術雖然較為成熟,但鋁質燕尾槽加工無同行業經驗借鑒。針對易變形結構鋁制滑槽精加工過程中機械加工變形量大、燕尾槽加工效率低和廢品率高的特點,將易變形鋁質燕尾槽結構加工由插車插制結合人工刮研的方法,改為利用加工中心數控銑燕尾槽及利用慢走絲線切割燕尾槽。通過調整工藝參數,優化刀具設計,設計裝卡方式,改進滑槽加工方法,滿足了其幾何公差及表面粗糙度要求,達到了控制機械加工變形,提高產品生產效率和合格率的目的。
關鍵詞:燕尾槽;變形;合格率
上、下滑槽一直是生產的重點和難點,其具有結構復雜、制造精度高等特點。各滑槽的加工精度決定了產品的裝配精度。經過多次的生產改進,雖然產品質量有了一定提高,但上、下滑槽的加工一直存在諸多問題,比如制造成本高、效率低下。
1研究背景
目前,國內類似結構的導軌、滑槽加工技術雖然較為成熟,但鋁質燕尾槽加工無同行業經驗借鑒,長治清華機械廠通過課題研究開展了此項工作。易變形鋁制燕尾槽結構由于結構特殊、剛度小,在加工中容易出現變形,以往采用插車技術插制燕尾槽,效率低、精度差,加工質量難以保證,需通過留余量進行最后的刮研來保證加工精度。
2現狀
上、下滑槽為多燕尾槽式結構,在加工時存在如下問題。
1)機械加工變形量大。上滑槽為“┏┓”結構(見圖1),下滑槽為“┗┛”結構(見圖2),均易產生機械加工變形。按目前的工藝參數(見表1和表2)在插制燕尾槽及銑輪廓時,加工出的上、下滑槽變形量大,給后續的人工刮研造成很大困難。
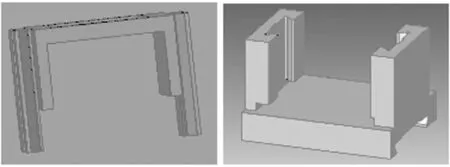
圖1 上滑槽示意圖 圖2 下滑槽示意圖
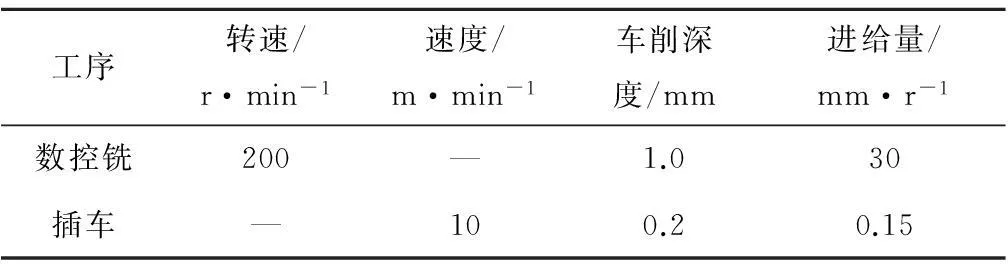
工序轉速/r·min-1速度/m·min-1車削深度/mm進給量/mm·r-1數控銑200—1.030插車—100.20.15
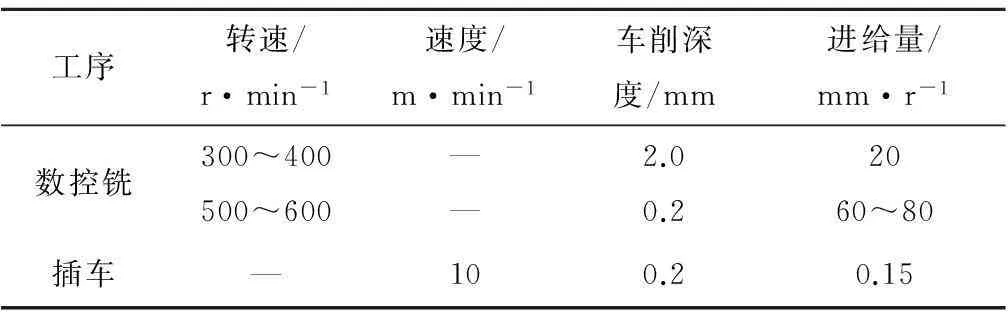
表2 下滑槽原工藝機械加工參數
2)燕尾槽加工效率低、廢品率高。目前,本廠對燕尾槽的加工在插車上進行,因插車為單程加工,效率低,且因上、下滑槽結構的特殊性(上滑槽為下空結構,下滑槽為中空結構),各滑槽在刮研前存在較大的機械加工變形量,導致人工刮研時燕尾槽各刮研面所留研磨量達0.3 mm,勞動強度大,效率低,廢品率高。
3主要研究內容
針對上、下滑槽的材質、結構、加工制造及裝配試驗等特點,主要考慮從下述兩方面對現有加工技術進行改進:1)控制機械加工變形;2)燕尾槽加工技術改進。
4技術方案及實施
針對上述研究內容,各投若干試驗件,從多個環節入手,制訂出合理的工藝方法和工藝參數,保證圖樣要求,降低廢品率。
4.1控制機械加工變形
4.1.1通過加工方法控制機械加工變形
上、下滑槽易變形的位置主要為中空部位。以上滑槽為例,為防止變形,先加工滑槽中空部位,單邊分別留0.5 mm加工余量,再加工燕尾槽。加工燕尾槽時,因加工應力會使兩端燕尾槽分別向內收縮,故加工燕尾槽時中空部位應加墊塊支承,待加工成燕尾槽后,將墊塊取出,從外側裝卡,對中部進行最后的精加工。這樣,可與加工燕尾槽時產生的應力相互抵消,使得變形得到控制。上滑槽防變形裝卡圖如圖3所示。
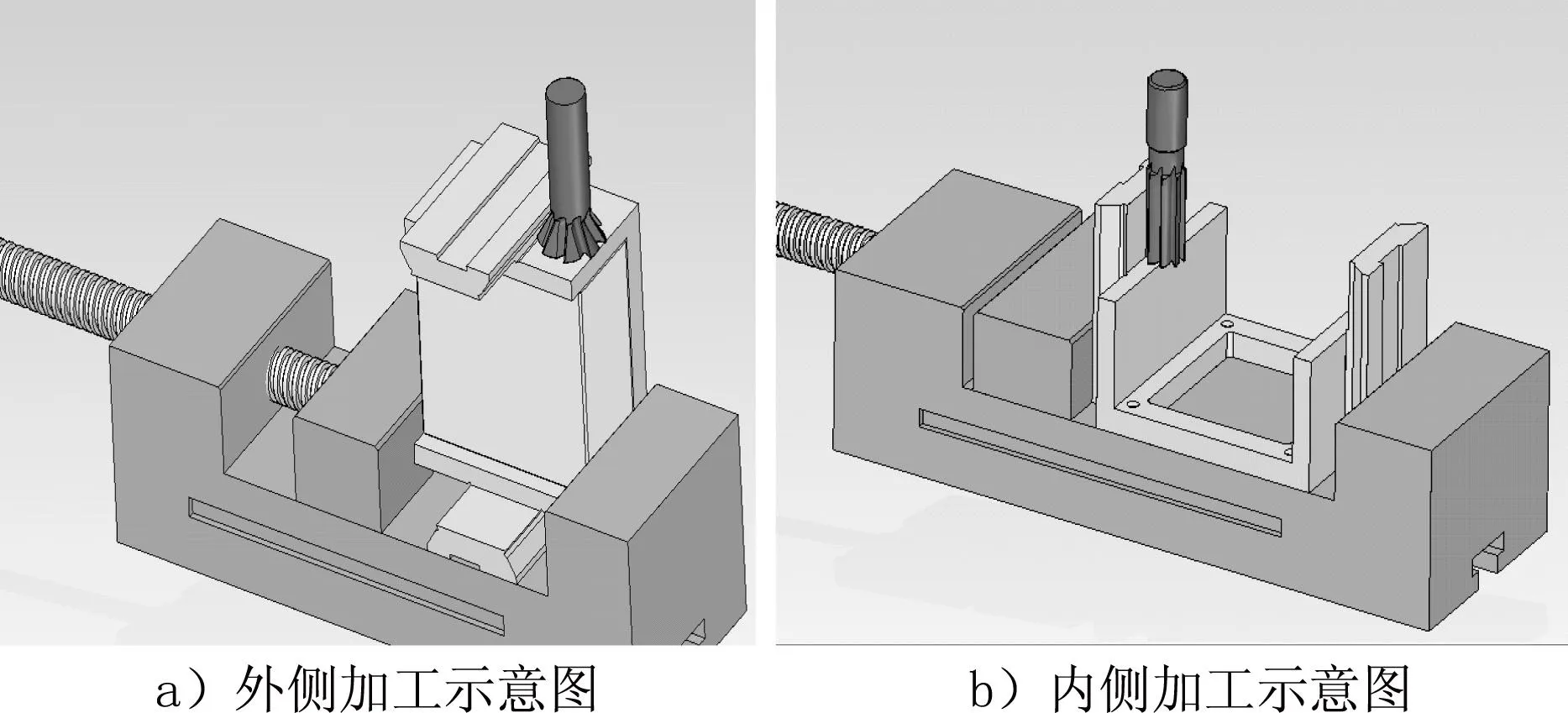
圖3 上滑槽防變形裝卡圖
4.1.2通過工藝參數的設計控制機械加工變形
試驗件分粗加工、半精加工和精加工等3個工步。通過不斷調整加工參數,得出合理可行的加工方案, 最終達到控制機械加工變形, 減少人工刮研量,滿足圖樣幾何公差要求的目的。
4.2燕尾槽加工
目前,本廠對燕尾槽最后的精加工完全依賴人工刮研。因各滑槽結構的特殊性,在刮研前同樣存在一定的機械加工變形量,導致人工刮研時燕尾槽各刮研面所留研磨余量大;又因各滑槽燕尾槽多,勞動強度特別大,導致加工效率低,廢品率高;因而采用數控銑(上滑槽燕尾槽)及線切割(下滑槽燕尾槽)加工方法[1]替代目前人工刮研的大部分工作量,必要時只留取少量(約0.05 mm)的研磨量。
4.2.1數控銑燕尾槽加工刀具的設計
目前,各刀具廠家設計生產的55°燕尾槽銑刀適用于加工鋼性材質的工件。針對7A04-T6材料,考慮將刀具角度等進行調整,如將前角加大,可減小切削力,提高加工效率;將后角適當加大,可增加抗振性。
燕尾槽銑刀角度參數設計見表3。
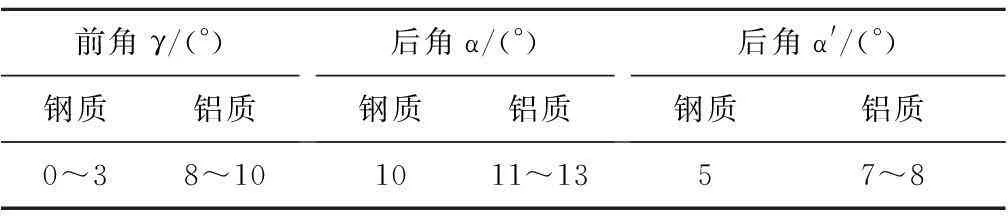
表3 燕尾槽銑刀角度
4.2.2數控銑燕尾槽加工參數的設計
因為在加工燕尾槽時,工件其余尺寸已基本制成,為保證加工精度,防止工件變形顯得尤為重要,應分3步進行加工,并在每步加工完成后放置3~4 h,以釋放加工應力。加工參數見表4。
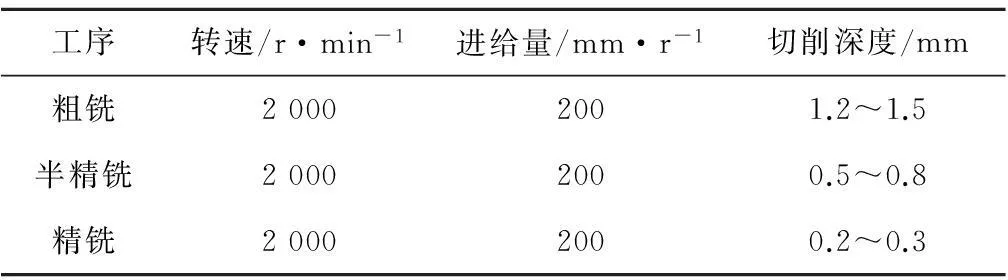
表4 數控銑燕尾槽加工參數
4.2.3滑槽精密慢走絲線切割加工技術研究
慢走絲線切割加工技術是利用連續移動的細金屬絲(稱為電極絲)作電極,對工件進行脈沖火花放電蝕除金屬,切割成形。下滑槽燕尾槽在線切割機上加工,使用割一修三的加工工藝,期間對絲速、電流、脈寬和間隔比等進行了記錄,并對工件加工情況進行了測試,結果見表5。

表5 下滑槽燕尾槽測試數據
5結語
將易變形鋁質燕尾槽結構加工由插制加人工刮研,改為數控銑燕尾槽及線切割燕尾槽,通過工藝試驗,優化刀具設計,改進裝卡方式及工藝參數,控制機械加工變形,滿足了其幾何公差及表面粗糙度的要求。
參考文獻
[1] 劉韜. 線切割特殊加工方法的探索[J]. 新技術新工藝,2013(12):120-122.
責任編輯鄭練
Easy Deformation Structure of Aluminum Alloy Spout Stool Finishing Technology
CHENG Jiancheng, CHANG Jun, YANG Yongfang, GUO Xiyuan, LIU Guangjuan, GUO Xudong
(Changzhi Qinghua Machining Factory, Changzhi 046012, China)
Abstract:The similarly domestic processing technology of guide chute is more mature, but the processing dovetail groove aluminium currently does not have the same industry experience. for the easy deformation structure aluminum chute finishing process of CMC with large deformation, the low dovetail groove processing efficiency and the characteristics of high reject rate, it will easily let the deformed aluminum structure of dovetail groove processing by inserting system acceptance instead of using CNC milling machining center dovetail groove and the dovetail groove binding wire cutting method of artificial scraping. By adjusting the process parameters, the optimization of cutting tool design and the design of clamping way, the improvement of chute processing method, it can control the machine with deformation to meet the various requirements of form and position tolerance, and improve the production efficiency and the qualification rate of products the purpose of roughness.
Key words:dovetail groove, deformation, percent of pass
收稿日期:2014-03-19
作者簡介:程建成(1973-),男,高級工程師,碩士,主要從事質量技術等方面的研究。
中圖分類號:TG 48
文獻標志碼:B
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
現代工業經濟和信息化(2016年6期)2016-05-17 05:36:13
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
現代企業(2015年8期)2015-02-28 18:55:23