圓弧面或非圓弧曲面上螺旋線的數控車削
2015-03-14 01:09:48劉春蘭
機電信息 2015年12期
鐘 睿 劉春蘭
(江西贛州技師學院,江西 贛州341000)
0 引言
近些年來數控技能大賽受到國家、省、市、學院等各個層面的重視,其內容也逐步完善,自第三屆全國數控技能大賽中出現圓弧面上加工螺旋線后,圓弧面或非圓弧曲面上加工螺旋線這一考核點就經常出現在各省、市以及學院的技能大賽中。本文將結合實例,對圓弧面或非圓弧曲面的螺旋線加工進行工藝分析、數學分析、程序編制,從而與大家共同探討圓弧面或非圓弧曲面螺旋線的數控車削加工。
1 工藝分析
(1)在數控機床上加工螺旋線與加工螺紋一樣,由位置編碼器檢測主軸旋轉一圈的信號,刀具跟隨主軸同步旋轉進刀,切削加工出所需要導程的螺旋線,由于伺服系統存在一定滯后,刀具的升降速會使螺旋線開始與結束段的導程與加工要求存在一定的偏差,為了保障升降速階段的精度,在加工螺旋線時要留有足夠的升速和降速長度。圓弧面或非圓弧曲面上螺旋線的升降速階段應設在圓弧面或非圓弧曲面上的延長線上,如圖1所示,一般升降速階段留約一個螺旋線即可。
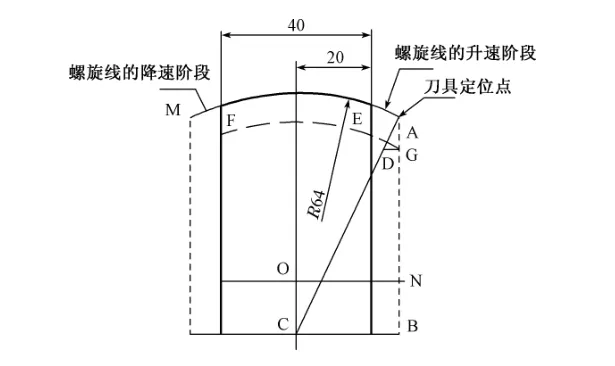
圖1 螺旋線的升降速階段
(2)由于螺旋線加工一般采用成型刀,而成型刀一般是兩面切削或多面切削加工,切削力較大,而且排屑困難,因此,切削時,切削刃比較容易磨損。特別是切削較大的導程時,由于切削深度較大,刀刃磨損較快,故而會影響加工精度,所以應采用分層每次進給量逐步遞減的方式來進行切削加工,其分層逐步遞減可按以下公式計算,并通過宏程序的嵌套來實現。

式中,Δapx為徑向進刀量,其中x指第x次走刀;ap為螺旋線槽深度;nap-1為走刀總數;第一次走刀k=0.3,第二次以上走刀k=x-1。
(3)循環指令(WHILE語句):
WHILE[條件表達式]Do m(m=1、2、3)
……
ENDWm
當條件滿足時,就循環執行DO到END之間和程序段(稱循環體);當條件不滿足時,就執行END后的下一個程序段。DO和END后的數字用于指定程序執行范圍的識別號,該識別號只能在1、2、3中取值,否則系統報警,循環嵌套數最多只能3層,其分層逐步遞減宏程序的嵌套格式如下:
#1= 徑向進刀量
#2= 第x次走刀(第一次走刀#2=0)
#3= 螺旋槽深度
#4= 總走刀次數
WHILE#2LE#4DO 1判斷走刀次數是不是小于或等于總走刀次數
#1=#4*SQRT[ABS[#2-1]]/SQRT[#4-1]
……
WHILE#2EQ 0DO 2 判斷走刀次數是否等于0
#1=#4*SQRT[0.3]/SQRT[#4-1]第一次徑向進刀量
……
#2=#2+1
ENDW 2
……
#2=#2+1
ENDW 1
2 數學分析
由于數控車削加工中沒有單純的圓弧或非圓弧螺旋線的加工指令,因此,在加工圓弧面或非圓弧曲面螺旋線時,首先要確定圓弧面或非圓弧曲面的方程,然后根據方程采用若干個微小的直線段逼近的方式來數控車削加工,最后對每個微小的直線段采用G32指令進行擬合加工。擬合過程根據圖1計算如下(O為主軸軸線回轉中心、C為圓弧圓心):
X軸的坐標:

式中,OC為圓弧圓心X方向的偏移量;AG為每刀進給量。

式中,AC為圓弧半徑;BC等于20加螺旋線的升速階段。
3 程序編制
加工說明(圖2):已知圓弧的方程X2+Y2=402,螺旋線的導程為8mm,槽深為2mm,螺旋槽為圓弧形,螺旋槽圓弧半徑為3mm,圓弧的圓心向下偏離軸心7.6mm,圓弧面直徑為64.8 mm,圓弧面寬度為40mm,車削螺旋槽時采用R3成型刀加工。
假設圓弧面已預先加工:
O1000
G54G00X100Z100
S600M03
T0101
G00X66Z8
#1=2 切削深度
#2=8 總走刀次數
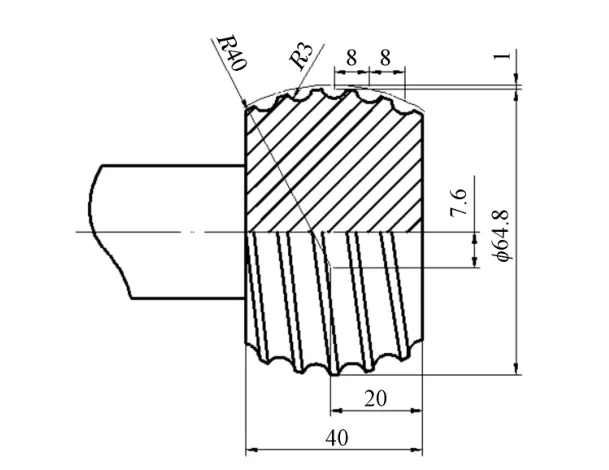
圖2 加工說明
#3=0 走刀數(第一刀設定為0)
#6=7.6 圓弧螺旋線圓心偏離主軸軸心的長度(X軸方向)
#7=40 圓弧螺旋線的半徑
#8=8 圓弧螺旋線的螺距
WHILE#3LE#2DO 1 判斷走刀次數是不是小于或等于總走刀次數
#5=28 圓弧螺旋線Z方向的起點的長度
#4=#1*SQRT[ABS[#3-1]]/SQRT[#2-1]徑向進刀量
G00X[2*[SQRT[#7*#7-#5*#5]-#4-#6]]
WHILE#5GE[-28]DO 2
WHILE#3EQ 1DO 3 判斷走刀次數是不是等于0
#4=#1*SQRT[0.3]/SQRT[#2-1] 第一次徑向進刀量
G00X[2*[SQRT[#7*#7-#5*#5]-#4-#6]]
#3=#3+1
ENDW 3
G32X[2*[SQRT[#7*#7-#5*#5]-#4-7.6]]Z[#5-28+8]F#8
#5=#5-#8
ENDW 2
G00X66
G00Z8
#3=#3+1 走刀次數計數,按每進一刀加一計算
ENDW 1
G00X100Z100
M30
4 結語
上述圓弧面螺旋線的加工與編程方法,通過試件的實際加工檢驗,表明切實可行,且在省市技能競賽中也累創佳績。
[1]陳海舟.數控機床銑削加工宏程序及應用[M].北京:機械工業出版社,2006