護理人員在配合危重病人的搶救中的作用及存在問題的對策探討
2017-09-15 08:40:56阿曼古艾莎其曼古力依明尼亞孜
實用臨床護理學雜志(電子版) 2017年11期
阿曼古·艾莎,其曼古力·依明尼亞孜
(新疆和田地區人民醫院感染科,新疆 和田 848000)
護理人員在配合危重病人的搶救中的作用及存在問題的對策探討
阿曼古·艾莎,其曼古力·依明尼亞孜
(新疆和田地區人民醫院感染科,新疆 和田 848000)
目的 探討護理人員在配合危重病人的搶救中的作用及存在問題的對策探討。方法 回顧分析2014年8月~2015年8月期間護理人員在配合危重病人的搶救中存在的問題,并針對問題制定相應的對策,于2015年9月~2016年9月期間實施,對兩個時間段的護理缺陷及護理質量進行評分進行比較。結果 觀察組患者護理缺陷發生率顯著低于對照組,護理質量評分顯著高于對照組,數據比較差異具有統計學意義(P<0.05)。結論 在針對問題制定相應的對策后,護理人員在配合危重病人的搶救中護理缺陷明顯降低,且護理質量顯著提升,具有重要的臨床價值。
危重病人;搶救;護理質量
醫院急診科作為收治危急重患者的主要場所,一般患者病情不僅危急,且還很容易受到感染,若不及時給予其有效的急救,輕則病情加重,重則危急生命。此外若患者在急診科發生意外,則引發醫患糾紛的可能非常高,繼而影響其他的救治工作[1]。急診科護理工作量較大,且不安全因素較多,很容易出現護理風險,繼而影響護理質量,因此需要針對當前急診護理中存在的問題進行探討,以期探索更加高效率、安全的護理方式,提高危急患者救治率。詳細內容報道如下。
1 資料與方法
1.1 一般資料
選擇2014年8月~2015年8月期間我院急診科收治的患者800例作為對照組研究對象,另選擇2015年9月~2016年9月期間我院急診科收治的患者800例作為觀察組研究對象。對照組包含男性患者552例,女性患者248例,年齡在18~56歲之間,平均為(36.96±6.93)歲,留觀時間為(5.03±0.92)天;觀察組包含男性患者541例,女性患者259例,年齡在18歲至58歲之間,平均為(36.73±6.51)歲,留觀時間為(5.14±0.85)天。采用統計學軟件對兩組患者的性別、年齡及留觀時間進行比較分析,差異均無統計學意義(P>0.05)。
1.2 方法
回顧分析2014年8月~2015年8月期間護理人員在配合危重病人的搶救中存在的問題,并針對問題制定相應的對策,逐步完善護理人員的工作內容。在2015年9月~2016年9月期間實施改善的護理方法,并對兩個時間段的護理缺陷及護理質量進行評分進行比較。
1.3 統計學方法
將本次研究兩組患者所記錄的資料和數據均輸入到SPSS17.0統計學軟件中處理分析,計量資料比較采用t檢驗,以“±s”表示,計數資料比較采用x2檢驗,以(%)表示,P<0.05為差異有統計學意義。
2 結 果
2.1 兩組患者護理缺陷發生率及護理質量評分比較
觀察分析表1可知,觀察組患者護理缺陷發生率顯著低于對照組,護理質量評分顯著高于對照組,數據比較差異具有統計學意義(P<0.05)。
表1 兩組患者護理缺陷發生率及護理質量評分比較(±s)
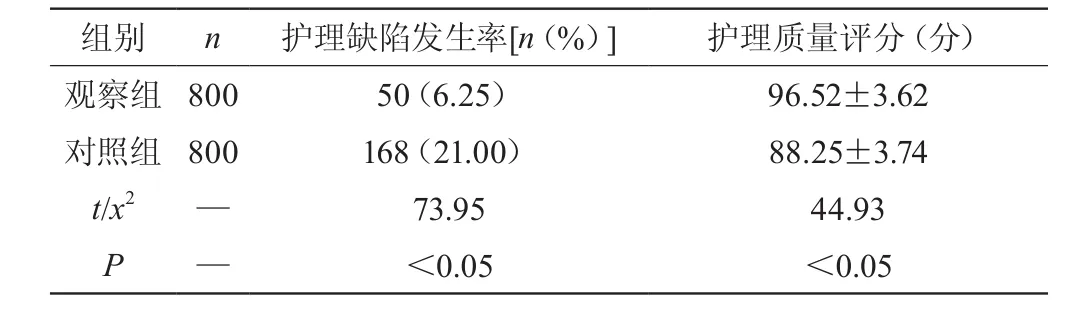
表1 兩組患者護理缺陷發生率及護理質量評分比較(±s)
組別 n 護理缺陷發生率[n(%)] 護理質量評分(分)觀察組 800 50(6.25) 96.52±3.62對照組 800 168(21.00) 88.25±3.74 t/x2 — 73.95 44.93 P — <0.05 <0.05
3 討 論
3.1 護理人員在配合危重病人的搶救中存在的問題
大部分急救患者均會出現不同程度的意識障礙、肢體癱瘓等問題,導致需要長期臥床接受治療,而此時患者抵抗力會明顯降低,且可能伴隨皮膚水腫、疼痛等情況,導致很容易發生壓瘡,若護理人員過于注重患者病情,而忽視了壓瘡護理,則不僅會影響患者的生存質量,還可能導致患者發生感染,甚至危害生命安全[2]。此外感染問題也是護理人員需要注意的問題,很多患者會因為氣管插管、靜脈置管、引流管等導致防御機能被破壞,其中以呼吸道感染比較常見。若住院患者沒有及時清潔,空氣中帶有大量的菌氣,則會導致霧化吸入、吸痰時,引發呼吸道感染。急救患者還可能在昏迷或睡覺期間,因為各種因素出現墜床。
3.2 護理人員在配合危重病人的搶救中存在問題改善措施
護理人員需要為急救患者進行皮膚評估,并指導患者定時翻身,并做好患者的皮膚清潔。患者床單、衣物等也需要定期更換,當患者出現大小便失禁時,需要做好外陰、肛門等清理,必要對患者進行溫水擦浴,起到清潔皮膚和促進血液循環的作用[3]。此外護理人員需要做好呼吸道管理,避免患者出現誤吸情況,并做好內套管的消毒,并做好氣道濕化。對于需要插管的患者,需要采用無菌技術操作,并選擇盡可能小的口徑引流,做好導尿管的更換,并縮短留置時間。此外護理人員應當嚴格限制病房的人員流動,定期進行滅菌和消毒,并實施無菌、隔離操作,尤其是對醫療器械進行定期消毒,避免患者發生感染。醫院還應當定期組織護理人員學習先進的護理方法和健全的法律知識,在發生醫療糾紛時能夠合理的保護自己[4]。研究結果顯示觀察組患者護理缺陷發生率顯著低于對照組,護理質量評分顯著高于對照組,數據比較差異具有統計學意義(P<0.05),在實施改善護理方法后能夠明顯降低護理缺陷發生率和提高護理人員護理水平,進一步保證急救患者的安全。
綜上所述,針對問題制定護理策略是提高護理人員在急救患者中護理水平的重要措施。
[1] 周圣春,丁優娜.急診搶救室危重患者存在的問題分析及護理對策[J].中國實用護理雜志,2012,28(6):61-62.
[2] 梁惠芬.急危重癥患者搶救護理中存在的問題及對策[J].臨床醫學工程,2013,20(10):1286-1287.
[3] 曾惠敏.應用六西格瑪法淺析骨科危重患者搶救中存在的問題及對策[J].臨床誤診誤治, 2011, 24(4):98-99.
[4] 康小瑜.探討危重患者基礎護理存在的問題及對策[J].吉林醫學,2011,32(5):1001-1002.
本文編輯:李 豆
R47
B
ISSN.2096-2479.2017.11.176.01
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年11期)2021-12-06 05:38:46
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
江蘇安全生產(2020年3期)2020-04-21 05:44:14
中國生殖健康(2019年2期)2019-08-23 08:12:08
云南教育·中學教師(2019年6期)2019-08-13 07:03:28
基層中醫藥(2018年11期)2019-01-31 05:26:52
經濟技術協作信息(2018年20期)2019-01-19 02:56:26
中國衛生(2016年2期)2016-11-12 13:22:32
汽車觀察(2016年3期)2016-02-28 13:16:26