不銹鋼纖維紗線的紡制
2015-03-11 03:04:09莊小蘭
紡織科技進展 2015年4期
莊小蘭
(廈門軟件職業(yè)技術(shù)學院,福建 廈門 361024)
?
不銹鋼纖維紗線的紡制
莊小蘭
(廈門軟件職業(yè)技術(shù)學院,福建 廈門 361024)
選用304不銹鋼8μm纖維,紡制91tex×2不銹鋼纖維紗線。根據(jù)不銹鋼纖維的摩擦因數(shù)大和纖維之間缺少抱合力等特點,選用短流程工藝,細紗工序采用“低速度、中捻度、大隔距”的工藝原則,并形成了完整的紡紗制線工藝及其技術(shù)措施,可用于指導不銹鋼纖維紗線規(guī)模化生產(chǎn)。
不銹鋼纖維;工藝技術(shù);規(guī)模化生產(chǎn)
不銹鋼纖維及其制品在防電磁波輻射和屏蔽電磁波方面,具有獨特作用,作為軍工用新材料,廣泛應(yīng)用于偽裝網(wǎng)和雷達目標布。在民用市場上不銹鋼纖維加捻線具有穩(wěn)定的電阻率、良好的耐高溫和導電性能,廣泛適用于信息傳輸線、導電傳輸線以及智能服裝等。加之觸摸屏手機的普及,用不銹鋼纖維制成手套及防輻射服,因其具有導電性能和防電磁波輻射形成了一個新的市場熱點。
但不銹鋼纖維紡紗過程中纖維之間缺少抱合力,相較于普通纖維其伸長性低、抗彎曲性差,紡紗過程中纖維很容易脆斷,致使紡紗生產(chǎn)非常困難。在不銹鋼纖維線生產(chǎn)過程中平均300~500m就會斷頭,而國際市場需要用1 000m無斷頭的產(chǎn)品,這些斷頭不僅影響產(chǎn)品質(zhì)量還嚴重制約不銹鋼纖維線規(guī)模化生產(chǎn)。為探討適合不銹鋼紗線的規(guī)模化生產(chǎn)技術(shù)控制措施,經(jīng)過多批次批量化的生產(chǎn)實踐,形成可指導不銹鋼纖維紡紗制線規(guī)模化生產(chǎn)的技術(shù)措施。
1 不銹鋼纖維原料規(guī)格
不銹鋼纖維原料(代號ST),一般是指以304、304L或316、316L等不銹鋼為基材,經(jīng)特殊工藝加工而成的直徑在8~12μm的柔軟工業(yè)用材料。本工藝采用廈門某企業(yè)提供的304不銹鋼直徑為8μm棉型纖維條,紡制91tex×2纖維紗線,其規(guī)格及指標性能如表1、表2所示。
2 紡紗工藝流程及技術(shù)措施
2.1 工藝路線
不銹鋼纖維伸長性低、抗彎曲性差、抗扭抗拉強度低、摩擦因數(shù)大,而且不銹鋼纖維無卷曲,紡紗過程中纖維之間缺少抱合力,因此不銹鋼纖維的紡紗性能很差。工藝路線選擇盡量流程短、工序少。

表1 原料規(guī)格

表2 8 μm不銹鋼棉型纖維強力指標
采用不銹鋼纖維條為原料,始紡工序從并條開始,考慮到不銹鋼纖維的摩擦力大和抗繞性低等特點,為減少不必要的摩擦和接觸,工藝流程考慮不經(jīng)過粗紗工序,采取熟條直接進細紗牽伸加捻成紗再捻線。工藝路線為:

2.2 主要工藝參數(shù)
各工序主要工藝參數(shù)見表3,原料生條:20g/5m。
2.3 并條
并條是不銹鋼纖維紡紗的第一工序,其纖維的分散狀態(tài)和整齊性直接影響細紗紡紗。經(jīng)多次試驗,形成以下工藝技術(shù)措施:
(1)并條只需要2并,多并改變不了纖維的結(jié)構(gòu),且對纖維的強力有所破壞。(2)末并條控制在14.5m/(5m)以內(nèi),以防細紗出硬頭。(3)頭并選用7根,末并8根并,總體重不勻效果較好。(4)車速保持低速,并條約700r/min。(5)經(jīng)常保持圈條盤的清潔。(6)保持各導紗通道沒有纏條。

表3 主要工藝參數(shù)
2.4 細紗
細紗是紡紗的重要工序,因沒有經(jīng)過粗紗,對細紗車架進行相應(yīng)改造,紡紗中采用并條后熟條直接牽伸加捻成紗。生產(chǎn)中一重要工作是防纏,即熟條相互纏繞,或纏繞在導紗元件等處,因此細紗應(yīng)多巡回;其二采取“低速度、中捻度、大隔距”的工藝原則,細紗前羅拉車速160r/min,后區(qū)隔距加大到42mm,細紗捻系數(shù)在300~320間,以防纖維脆斷;其三是根據(jù)不銹鋼纖維摩擦力大,抗繞性低等特點,在選擇鋼絲圈時,要考慮到氣圈的張力和緊密卷繞,鋼絲圈需要偏重掌握。同時選擇薄弓形鋼絲圈,以減少摩擦產(chǎn)生的熱量。
2.5 操作運轉(zhuǎn)
不銹鋼纖維脆硬,摩擦因數(shù)大,容易脆斷,產(chǎn)生紗疵,運轉(zhuǎn)的操作需更為細致,以保證生產(chǎn)連續(xù)性和產(chǎn)品品質(zhì)。
(1)勤巡回清潔 經(jīng)常巡回并條車后導紗和圈條位置,防止積花。細紗重點巡回牽伸部分,有任何積花應(yīng)及時清潔。
(2)勤捉飛纖 不銹鋼纖維容易脆斷,形成飛纖,運轉(zhuǎn)操作應(yīng)勤捉飛纖,防止堵塞導紗、牽伸通道。
(3)勤查纏纖 細紗工序采用熟條直接牽伸加捻的紡紗方式,細紗工序應(yīng)經(jīng)常巡回車架,勤查纏纖。
(4)勤換鋼絲圈 不銹鋼纖維摩擦因數(shù)大,鋼絲圈磨損嚴重,每次斷頭應(yīng)檢查并更換鋼絲圈。
(5)勤檢查配件磨損 所有紡紗通道,在落紗或保養(yǎng)檢修時,應(yīng)勤檢查配件磨損,尤其是細紗的導紗鉤,及時更換。
3 紗線質(zhì)量
3.1 91tex紗成紗質(zhì)量指標
根據(jù)后道工序的要求,為保證單紗具一定的強力,同時滿足規(guī)模化生產(chǎn),共進行多批次的紡紗實踐,設(shè)置91tex紗不同的工藝參數(shù),各批次主要成紗指標如表4,其中批次1各項指標均符合要求(見表5)。
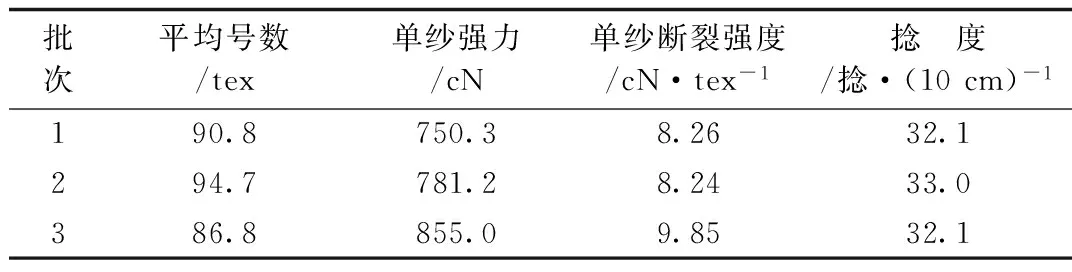
表4 各批次成紗指標

表5 批次1的指標
3.2 股線質(zhì)量指標
用不銹鋼纖維91tex單紗,在631捻線機上進行反向退捻加捻,制成91tex×2雙股線,其主要質(zhì)量指標如表6所示。

表6 股線質(zhì)量指標
3.3 設(shè)備改造與產(chǎn)品
3.3.1 捻線導紗架
為了提高不銹鋼紗線的質(zhì)量,使紗線能定向,并減少摩擦進入到捻線機中,導紗是加捻前必不可少的重要環(huán)節(jié),它能確保下一道捻紗工序的捻紗質(zhì)量,為此對捻線導紗架改造。
兩豎桿左右分立,導紗扁鐵的兩端設(shè)有軸桿,通過軸桿和定位套筒跨接在兩豎桿上。導紗扁鐵的一個側(cè)面開有多個橫向長孔,插紗桿的端部安置在橫向長孔上,使插紗桿可以左右調(diào)節(jié)位置并固定在橫向長孔上,插紗桿上插接有短纖紗。改造后直接采用細紗管紗并捻加捻,退繞紗可以根據(jù)喂入捻線位置調(diào)整,減少紗條與導紗元件的接觸,減少摩擦,減少工序,節(jié)省大量的制造加工成本,提高了不銹鋼紗線的質(zhì)量。改造示意見圖1。
3.3.2 后道織帶產(chǎn)品使用情況
為跟蹤不銹鋼股線的質(zhì)量,采用91tex×2線為緯紗,46.2tex滌綸高強長絲為經(jīng)紗,按用戶要求開發(fā)人字紋織帶,生產(chǎn)過程中不銹鋼纖維91tex×2與其他纖維紗線無明顯差異,生產(chǎn)效率高,千米無斷頭,基本滿足用戶需要。

圖1 導紗架改造
4 結(jié)論
根據(jù)不銹鋼纖維的特點,成功紡制了3批91tex×2股線,分析和總結(jié)不銹鋼纖維紡紗制線的工藝參數(shù),在批量生產(chǎn)過程中采取的技術(shù)措施,以及后道使用跟蹤。
(1)由于不銹鋼纖維須條的抱合力差,摩擦因數(shù)大,容易脆斷,在紡紗各工序加工過程中機前斷頭現(xiàn)象均較多,為了保證紡紗過程的順利進行,并條、細紗采用低車速。
(2)由于纖維間不能充分抱合,捻度選擇尤其重要,采取中捻度工藝,細紗捻系數(shù)在300~320間,以防
纖維脆斷。
(3)紡紗中不銹鋼纖維伸長率低,抗繞、抗彎性差,各工序采用大格局的工藝原則,保證成紗強力。
(4)在一定條件下,對各紡紗工序進行改造,減少工序,縮短工藝流程,對規(guī)模化生產(chǎn)和保證成紗品質(zhì)有一定的作用。
(5)紡紗過程中,需使紗線能定向,并盡可能減少接觸,減少摩擦,及時更換磨損件,在規(guī)模化生產(chǎn)中還需加強運轉(zhuǎn)操作巡回。
[1] 莊小蘭.不銹鋼纖維紡制起絨緯紗的技術(shù)要點[J]. 棉紡織技術(shù),2010,(3):48.
[2] 莊小蘭.不銹鋼纖維在人造革基布品種的開發(fā)應(yīng)用[J].紡織科技進展,2010,(3):34.
[3] 孫玉釵, 程中浩, 張艷梅.純不銹鋼纖維的摩擦性能及其對編織送紗的影響[J].產(chǎn)業(yè)用紡織品, 2012,(2):10.
[4] 陰建華, 崔少英, 杜雪敏,等. 不銹鋼纖維純紡紗織物的電磁屏蔽性能探討[J].棉紡織技術(shù),2013,(1):18.
Yarn Spinning of Stainless Steel Fiber
ZHUANG Xiao-lan
(Xiamen Institute of Software Technology, Xiamen 361024, China)
91 tex×2 stainless steel fiber wire was woven using 304 stainless steel 8μm fiber. The principles of “l(fā)ow speed, moderate twist and large gauge” were selected according to the characteristic of friction coefficient and lack of cohesion between stainless steel fibers. A complete spinning technology and technical measures were formed to guide the large-scale production of stainless steel fiber.
stainless steel fiber; process technology; large-scale production
2015-05-12
莊小蘭(1969-),副教授,主要從事教學科研工作,E-mail:zhuangxl@vip.sina.com。
TS
A
1673-0356(2015)04-0035-03
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術(shù)與機床(2015年10期)2015-04-09 07:06:00