無縫鋼管張力減徑張力系數的理論計算與分析
2015-03-09 09:33:08李金鎖呂慶功
鋼管 2015年3期
關鍵詞:變形
李金鎖,呂慶功
(1.天津冶金集團中興盛達鋼業有限公司,天津 301616;2.北京科技大學高等工程師學院,北京 100083)
張力減徑機是現代化的生產機組,可以實現鋼管的增壁厚、等壁厚和減壁厚變形,在熱軋無縫鋼管生產過程中得到廣泛使用[1-2]。一般的減徑機上單機架減徑量只有3%~5%,而張力減徑機的單機架減徑量可達7%(甚至更高),總減徑量可達85%,總減壁量可達38%[3-4]。因此,張力減徑機前面的軋管機可以只生產少數幾種規格的荒管,通過張力減徑機來得到各種規格的成品管,從而大大提高熱軋無縫鋼管機組的生產效率、擴大產品規格范圍[5-6]。
張力系數是控制鋼管壁厚變化的關鍵參數,其設定和控制水平對于成品鋼管的壁厚精度具有重要的影響[7]。通常情況下,張力減徑機應盡可能采用大的張力系數,以強化張力減徑工序的減壁變形能力,但必須結合具體工藝條件進行合理設定。一般張力減徑的張力系數為0.34~0.50時為等壁減徑,張力系數為0~0.33時為增壁減徑,張力系數大于0.50時為減壁減徑,實際生產中的最大張力系數可取到0.65~0.85[8-10]。臨界張力系數是鋼管在張力減徑變形時壁厚由增厚轉為減薄時的張力系數值,也即鋼管在張力減徑變形時發生等壁變形的張力系數值,是合理設定張力系數的重要參考值。
本文從理論上分析了張力系數對無縫鋼管張力減徑變形的影響特點,進而分析臨界張力系數的影響因素和變化特點,最后通過生產應用實例驗證了所述張力系數選擇方法的實用性和有效性。
1 鋼管張力減徑塑性方程式推導
在鋼管張力減徑變形區的橫截面上取一微單元體,如圖1所示。
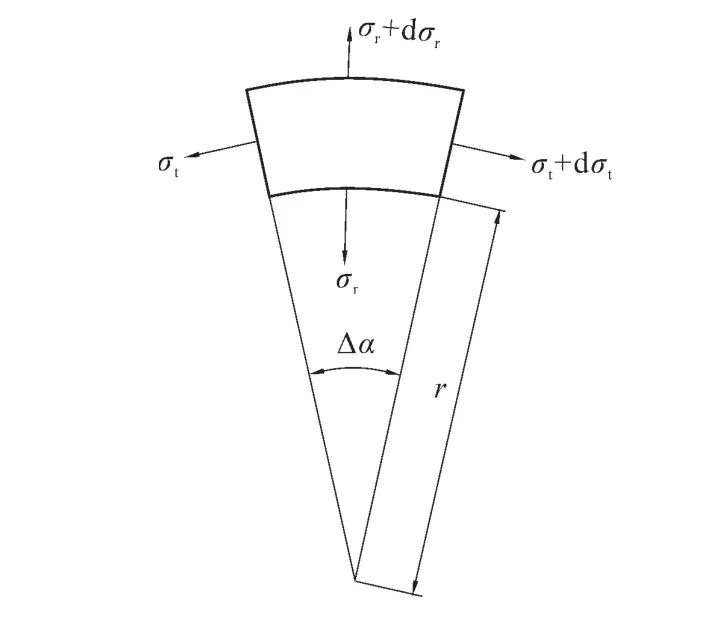
圖1 鋼管張力減徑變形區橫截面微單元體示意
根據圖1建立徑向力的平衡方程式如下:

略去高階小量后可得:

將式(2)兩側積分后可得:

式(3)中C為常數,可以利用鋼管內表面的邊界條件求得。鋼管內表面的徑向應力為零,即r=D/2-S,σr=0,代入式(3)可求得常數C為:

將式(4)代入式(3)可得徑向應力σr與切向應力σt的關系為:

令壁厚系數γ=1-(D-2S)/(2r),則:

根據最大剪應力理論[11-12],軸向應力σl與切向應力σt有如下關系:

式中k——金屬的剪切屈服應力。
由張力系數Z的定義可得其表達式:

另外,根據塑性變形理論的基本假設條件[13],應力與對數變形的關系式為:

式中el,er,et——鋼管的軸向、徑向、切向對數變形;
σm—— 平均應力,σm=(σl+σr+σt)/3。
將式(6)~(8)及 σm的表達式代入式(9)可得:

式(10)即為鋼管張力減徑的塑性方程式,它反映了鋼管軸向、徑向和切向應變與鋼管壁厚系數及張力系數之間的解析關系。
為簡化分析,假設變形區內各處的應力狀態都與壁厚中間層上的應力狀態相同,即r=(D-S)/2,則γ=S/(D-S),代入式(10)可得:

令 Φl=Z[1-1/(D/S-1)]+[1+1/(D/S-1)],Φr=2Z[1/(D/S-1)-1]+[1-2/(D/S-1)],Φt=Z[1-1/(D/S-1)]+[1/(D/S-1)-2]。Φl、Φr、Φt的大小即代表了鋼管在軸向、徑向和切向的變形,正值表示增大,負值表示減小,0表示保持不變。可以看出:張力減徑時金屬在軸向、徑向和切向的流動分配只與張力系數Z和鋼管的徑壁比D/S有關。在不同的D/S情況下,張力系數對三向變形的影響程度不同。
2 張力系數對鋼管張力減徑變形的影響
在D/S分別等于5、10、15、20、25、30的情況下,作Φl、Φr、Φt與張力系數Z的關系曲線,如圖2所示。
由圖2可以看出:①Φl、Φr、Φt與張力系數Z基本呈線性關系;②Φl始終為正值,隨著Z增大而增大,說明增大張力系數有利于促進鋼管的縱向延伸變形;③Φt始終為負值,也隨著Z增大而增大,說明增大張力系數不利于鋼管的減徑變形;④Φr隨Z增大由正值變為負值,其斜率約是前兩者的2倍,說明增大張力系數有利于鋼管的減壁變形,而且對壁厚變化的影響比較突出;⑤當張力系數Z小于臨界張力系數Zl時,Φl和Φr為正,Φt為負,說明鋼管在周向被擠壓的金屬流向了軸向和徑向;⑥當張力系數Z大于臨界張力系數Zl時,Φl為正,Φr和Φt為負,說明鋼管周向壓縮和壁厚減薄的金屬流向了軸向;⑦隨著D/S值的增大,Φl、Φr、Φt隨張力系數變化的斜率均有增大的趨勢,說明張力系數對薄壁鋼管的影響更大一些。
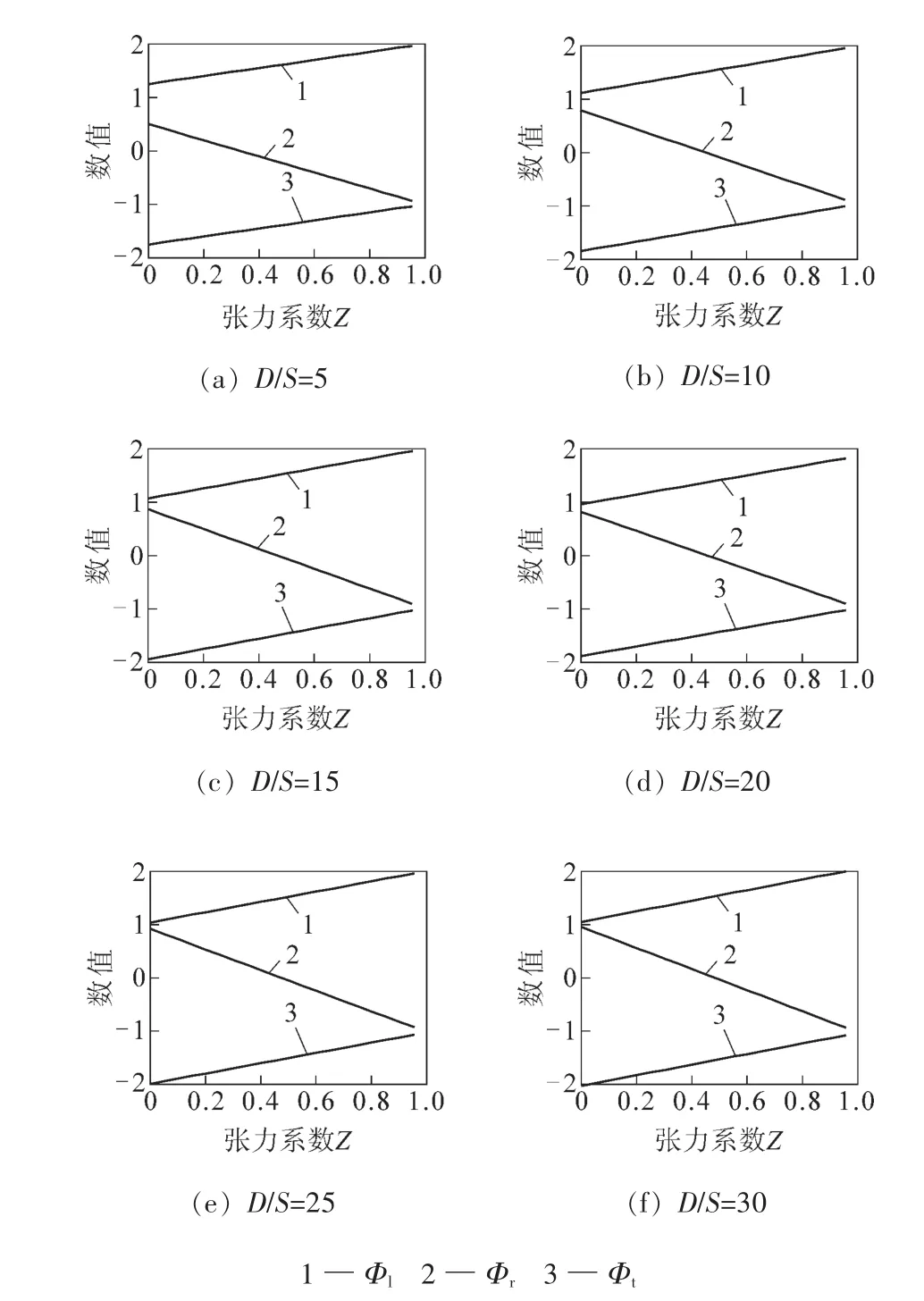
圖2 Φl、Φr、Φt與張力系數Z的關系曲線
3 臨界張力系數的特點
Φr=0時的張力系數即為臨界張力系數Zl,計算不同D/S值情況下的臨界張力系數,并繪制臨界張力系數與D/S的關系曲線,如圖3所示。
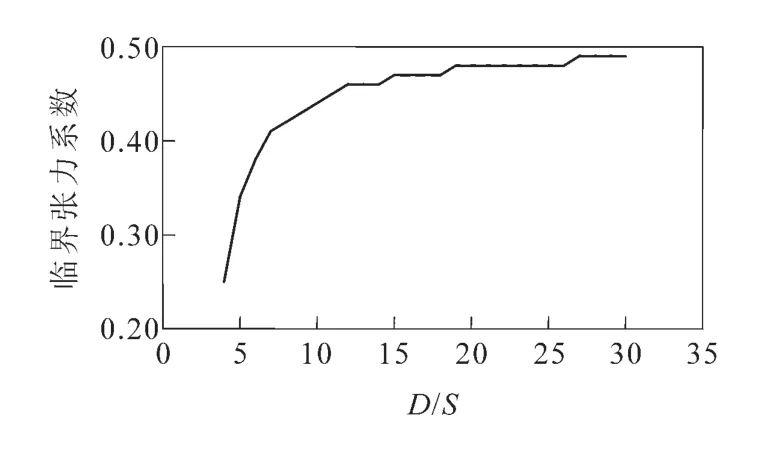
圖3 臨界張力系數與D/S的關系曲線
由圖3可以看出:①隨著鋼管D/S值的增大,臨界張力系數Zl也隨之增大,說明對于壁厚越小的鋼管越需要較大的張力系數才可發生減壁變形;②計算的臨界張力系數的數值范圍為0.35~0.50;當D/S=5時,Zl約為0.35;隨著D/S的增大,Zl逐漸趨于0.50,而且當D/S超過15時,Zl的變化非常緩慢;③臨界張力系數的上限值為0.50,說明在任何情況下,如果張力減徑的張力系數超過0.50,則鋼管會發生減壁變形。
4 實例應用
某無縫鋼管廠有18機架張力減徑機,減徑前荒管規格為Ф95 mm×3.5 mm,預軋制成品管規格為Ф57mm×3.5mm。根據現場條件,選擇18機架軋制,其孔型尺寸見表1。
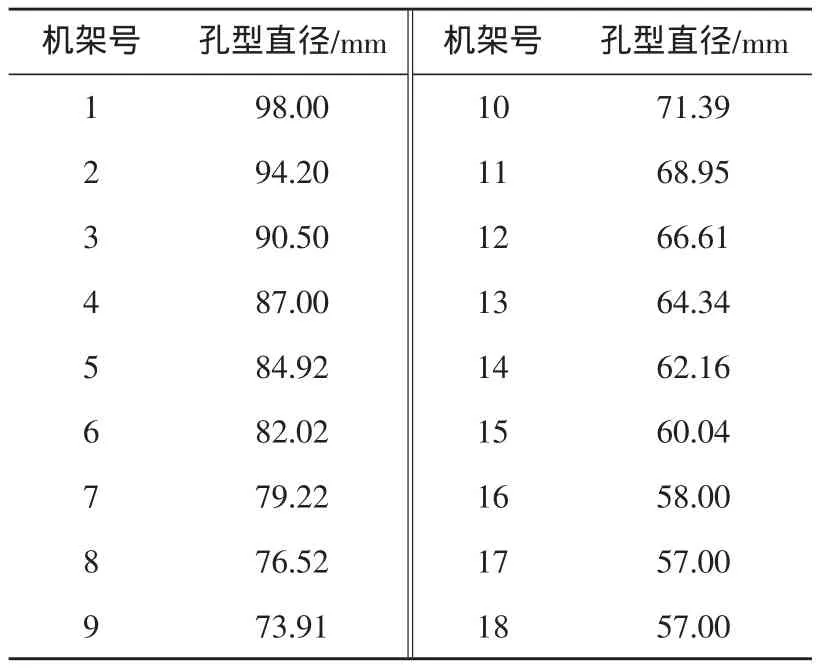
表1 某18機架張力減徑機孔型尺寸
本軋制條件為典型的等壁軋制,所以可根據D/S選擇臨界張力系數作為工藝計算模型的輸入條件。張力減徑入口荒管的D/S值為27.14,出口成品管的D/S值為16.28,根據圖3所示曲線,其臨界張力系數分別為0.47和0.48。考慮頭部機架和尾部機架的張力損失,選擇該軋制條件下臨界張力系數上限值0.48作為輸入參數進行工藝計算。表2為計算壁厚值與實測壁厚值的比較。
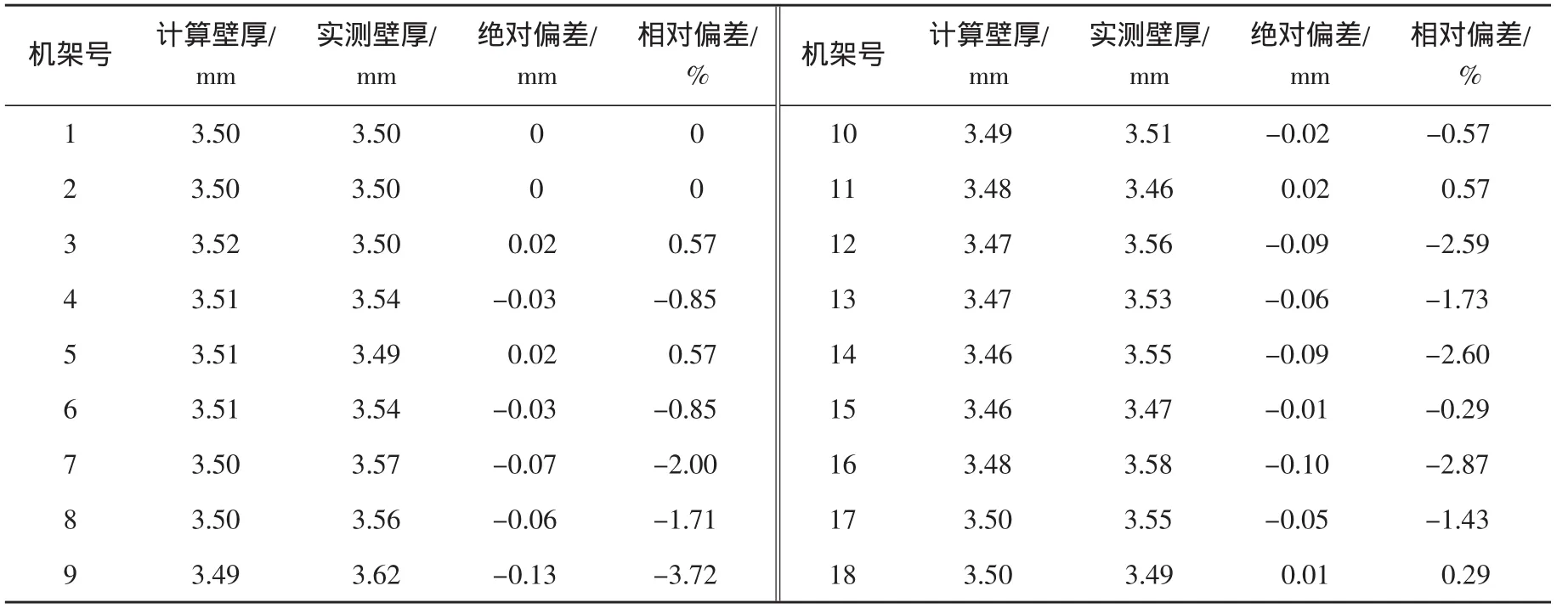
表2 計算壁厚值與實測壁厚值的比較
由表2可知:所計算的各機架鋼管的壁厚值相對于實測壁厚的最大絕對偏差為-0.13 mm,最大相對偏差為-3.72%;成品鋼管的計算壁厚與實測壁厚的絕對偏差為0.01 mm,相對偏差為0.29%。可以看出:計算壁厚與實測壁厚的數值比較吻合,可以滿足實際生產的工藝控制要求。
5 結 論
(1)推導出鋼管張力減徑塑性方程式,提出以張力系數Z和徑壁比D/S為自變量的表征鋼管縱向、切向和徑向變形的指標 Φl、Φr、Φt。
(2)增大張力系數有利于促進鋼管的縱向延伸變形和減壁變形,不利于鋼管的減徑變形;在三向變形中,張力系數對壁厚變化的影響最為明顯。
(3)鋼管張力減徑時,其臨界張力系數Zl只受鋼管徑壁比D/S的影響,D/S越大,Zl越大。
(4)理論推導的臨界張力系數值為0.35~0.50,任何情況下臨界張力系數都小于0.50。
(5)實例分析表明,在鋼管張力減徑工藝計算中,根據鋼管的D/S選擇張力系數是有效可行的。
[1]易興斌.熱軋無縫鋼管軋機選型的探討[J].鋼鐵技術,2007(6):14-22.
[2]金如崧.張力減徑技術的早期和近期發展(A1)——《無縫鋼管百年史話》(續釋 8-1)[J].鋼管,2003,32(4):54-59.
[3]焦艷,段煒,彭龍洲.鋼管張力減徑工藝特點及設備選型[J].金屬世界,2012(3):33-35,64.
[4]方志承,羅佩文.張力減徑機的動力學和運動學的分析[J].中國機械,2014(2):189.
[5]呂建鋼,李永剛,湯德瑞.國產Ф180 mm連軋管機組的裝備水平及應用[J].鋼管,2014,43(3):59-63.
[6]張芳萍,孫斌煜,杜曉鐘,等.張力減徑機軋輥孔型設計方法的研究[J].現代制造工程,2006(10):110-113.
[7]于輝,臧新良,杜鳳山,等.無縫鋼管張力減徑過程內六方產生的模擬分析[J].鋼鐵,2008,43(3):53-56,60.
[8]李熹平,林軍.厚壁鋼管張力減徑過程的變形規律研究[J].鍛壓裝備與制造技術,2012,47(3):87-89.
[9]谷智慧,孔德南,楊全磊,等.鋼管微張力減徑增壁量的試驗與探討[J].鋼管,2005,34(1):24-26.
[10]王國順,孫英時.上限法在張力減徑過程中的應用[J].鞍山鋼鐵學院學報,2001,24(1):16-20.
[11]遠新軍.金屬塑性成形原理[M].北京:冶金工業出版社,2012.
[12]彭大暑.金屬塑性加工原理[M].長沙:中南大學出版社,2014.
[13](德)Reiner Kopp,Herbert Wiegels.金屬塑性成形導論[M].康永林,洪慧平,譯.北京:高等教育出版社,2010.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
