集裝箱船厚板焊接質(zhì)量與變形的控制
2015-02-23 07:20:02蔡金裕于春龍
金屬加工(熱加工) 2015年6期
蔡金裕 于春龍
集裝箱船厚板焊接質(zhì)量與變形的控制
蔡金裕于春龍

【摘要】本文以18 000TEU抗扭箱厚板制作為依據(jù),針對(duì)厚度大、強(qiáng)度高、焊接難的鋼板,從鋼板材質(zhì)性能、焊接材料選用、坡口形式的選擇、焊接方法等方面,詳細(xì)記錄分析EH級(jí)厚板的制作過程,并對(duì)生產(chǎn)過程中的內(nèi)部質(zhì)量與變形控制進(jìn)行了具體介紹。
集裝箱船抗扭箱厚板的最大厚度已經(jīng)達(dá)到了85mm,而目前平直中心所建造的JU2000E系列鉆井平臺(tái)所涉及的厚板最大也只有51mm,所以抗扭箱厚板的焊接對(duì)于現(xiàn)場來講是一個(gè)新的挑戰(zhàn),已有的厚板拼焊工藝無法滿足現(xiàn)有厚板的施工要求。另外,因現(xiàn)有厚板對(duì)精度及內(nèi)部質(zhì)量要求更加嚴(yán)格,故本文對(duì)18 000TEU抗扭箱厚板的制作過程進(jìn)行梳理,詳細(xì)介紹了抗扭箱厚板的焊接過程。
1. 鋼材的性能分析
EH級(jí)高強(qiáng)度鋼是目前造船過程中較為常用的鋼板,除了強(qiáng)度高、塑性好外,還具有良好的韌性,所以在船用鋼板中得到了廣泛的應(yīng)用。EH級(jí)高強(qiáng)鋼能滿足-40℃低溫工作時(shí)對(duì)沖擊性能的要求。EH級(jí)鋼板的化學(xué)成分及在-40℃的力學(xué)性能如表1、表2所示。
2. 焊接工藝
因厚板焊接裂紋傾向較大,焊接裂紋的產(chǎn)生將嚴(yán)重影響焊接質(zhì)量和生產(chǎn)節(jié)奏,同時(shí)也可能帶來災(zāi)難性的事故,所以焊接及預(yù)熱工藝的選擇至關(guān)重要,下面將詳述厚板的焊接過程。
(1)焊接方法的選擇目前平直作業(yè)區(qū)已有的成熟高效焊接種類主要有:FCB焊接、埋弧焊、CO2焊。FCB焊接對(duì)38mm以下的鋼板可以正反面一次成形,抗扭箱舷側(cè)外板厚度已遠(yuǎn)遠(yuǎn)超出FCB焊接能力,故排除FCB焊接的可能。同時(shí)考慮到超厚板焊接的工作量大、工作強(qiáng)度高、且熔敷金屬多的特點(diǎn),結(jié)合已有的焊接工藝和JU2000E厚板焊接的成功經(jīng)驗(yàn),單絲埋弧焊成為厚板焊接的首選。

表1 化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表2 力學(xué)性能
(2)焊接材料的選擇為了滿足抗扭箱焊縫的強(qiáng)度要求,在采用埋弧焊時(shí)焊材的選用級(jí)別為A5Y46M,同時(shí)滿足AWS焊材級(jí)別A5.23:ENI2的要求,現(xiàn)場根據(jù)工藝要求和母材的不同,對(duì)焊材進(jìn)行選擇和使用,具體選用情況如表3所示。
3. 焊接過程注意要點(diǎn)
(1)焊前清潔 焊接前必須做好待焊區(qū)域的清理工作,清除焊接坡口兩側(cè)20mm范圍內(nèi)的水分、油污、割渣、氧化物及銹蝕等,在減少焊接雜質(zhì)的同時(shí)也減少了焊接過程中氫的來源。
(2)定位焊 定位焊采用C O2半自動(dòng)焊,焊接材料選用GFR—81K2,預(yù)熱要求與正式焊縫的預(yù)熱溫度要求一致,采用氧乙炔火焰進(jìn)行預(yù)熱,定位焊長度≥100mm,高度≤6mm,定位焊的間距約為500mm,定位焊中不允許有裂紋、氣孔和夾渣等缺陷存在。
(3)引弧板、引出板的選擇 抗扭箱材料屬超厚板,引弧板、引出板的選用將直接影響對(duì)接縫的端頭質(zhì)量,在超厚板焊接過程中,引弧板、引出板不能單純選擇整塊進(jìn)行裝配,坡口形式應(yīng)與母材坡口形式相一致,引弧板、引出板與焊件的板厚差應(yīng)控制在±2mm之內(nèi)。
這次家庭旅行,我們?cè)谟挛目の髂喜客媪艘蝗ΑN覀兂舜霭l(fā),沿著美麗的河道順流而下,轉(zhuǎn)乘渡船繼續(xù)前進(jìn),然后跳上開往小鎮(zhèn)的蒸汽火車。旅程的最后一段是乘公共汽車返回。
(4)坡口的制備 焊接的坡口形式和坡口角度對(duì)焊縫金屬的熔敷量及結(jié)晶過程有著直接影響。現(xiàn)場的坡口形式主要是X形,上坡口50°,下坡口為70°,上坡口深度加焊縫留根占板厚的2/5。在實(shí)際焊接過程中焊接變形趨向于焊接量大的構(gòu)架面,同時(shí)留根過大導(dǎo)致翻身碳刨工作量大大增加,為了減小焊接變形量和翻身后的碳刨損耗,現(xiàn)場根據(jù)實(shí)際情況對(duì)焊接坡口進(jìn)行了改進(jìn),改進(jìn)前后形式對(duì)比如圖1所示。坡口角度減小的同時(shí)減小留根厚度,改進(jìn)后主焊縫填充金屬減少,不僅減少了焊材的損耗,也極大降低了翻身后碳刨工作量,改進(jìn)后通過3次翻身即可完成85mm厚鋼板的對(duì)接成形。
(5)預(yù)熱工藝 不同材質(zhì)、不同厚度鋼板的預(yù)熱要求如表4所示。
(6)焊接參數(shù)厚板埋弧焊的兩個(gè)關(guān)鍵點(diǎn)是內(nèi)部質(zhì)量和焊接變形,適當(dāng)提高預(yù)熱溫度和適當(dāng)增加熱輸入,就可減小變形,從而降低結(jié)晶裂紋的傾向。85mm厚板對(duì)接焊接參數(shù)如表5所示。
因鋼板厚度大、剛性約束強(qiáng),為了避免凝固裂紋的產(chǎn)生和留根焊穿,正面前兩道及反面第一道應(yīng)采用小電流快速焊的方法進(jìn)行焊接。
(7)厚板變形控制 對(duì)于85mm的厚板對(duì)接,在實(shí)際生產(chǎn)中采用如下焊接順序:正面焊接第1~10道焊道,翻轉(zhuǎn),背面用碳弧氣刨清根,完畢后,背面焊接11~22道,再翻轉(zhuǎn),焊接23~48道,最后翻身再焊49~62道。在焊接過程中需要注意,翻身前后焊縫處都要用電加熱片跟蹤加熱,并保持溫度>100℃,焊接過程中板的兩邊需放置10t壓鐵,減小焊接過程中上翹變形。
具體過程如下:
第一,結(jié)構(gòu)面進(jìn)行CO2手工電弧焊進(jìn)行定位,定位焊標(biāo)準(zhǔn)參照上述定位焊工藝,定位結(jié)束后清理焊渣,然后進(jìn)行埋弧焊作業(yè)第1~10道,第1道采用小電流快速焊的方法進(jìn)行焊接,各道的焊接數(shù)參如表5所示,焊接結(jié)束后板向結(jié)構(gòu)面上翹高度H=20~24mm(見圖2)。
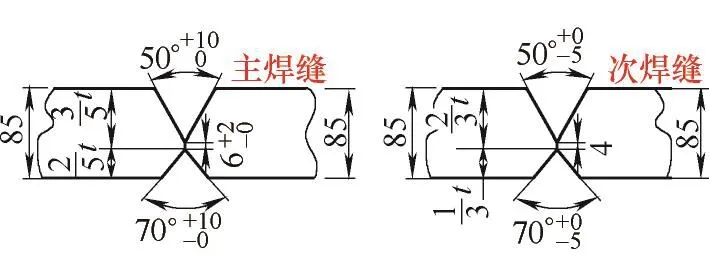
圖1

圖2 翻身前焊接

表3 抗扭箱對(duì)接縫焊材選用
第二,第1次翻身對(duì)非結(jié)構(gòu)面坡口進(jìn)行碳刨清根,處理后坡口根部變成U字形,深度為28~33mm,碳刨后變形量H1在3~5mm附近,打磨結(jié)束后對(duì)非
構(gòu)架面進(jìn)行11~22道的焊接,焊接結(jié)束后板向非結(jié)構(gòu)面上翹高度H2=15~20mm(見圖3)。
第三,第2次翻身對(duì)結(jié)構(gòu)面進(jìn)行23~48道的埋弧焊,焊接結(jié)束后,板向結(jié)構(gòu)面上翹高度H3為25~30mm(見圖4)。
第四,第3次翻身對(duì)非結(jié)構(gòu)面進(jìn)行49~62道焊接,焊接結(jié)束后板呈現(xiàn)上拱狀態(tài),基本沒有焊接變形(見圖5)。
焊后立即用保溫棉覆蓋至焊縫上,進(jìn)行焊后緩冷保溫處理,防止產(chǎn)生淬硬組織,以滿足焊接接頭的力學(xué)性能要求。現(xiàn)場實(shí)踐證明,上述焊接工藝能夠滿足抗扭箱厚板焊接的質(zhì)量及精度要求,可以指導(dǎo)后續(xù)的厚板焊接。
以上是針對(duì)85mm厚板進(jìn)行的焊接層數(shù)統(tǒng)計(jì),不同板厚對(duì)接時(shí)的多層多道焊的層數(shù)統(tǒng)計(jì)如表6所示。
(8)焊接缺陷的返修及表面處理 焊縫修補(bǔ)采用CO2焊進(jìn)行,焊材等級(jí)應(yīng)與原施焊接頭要求的焊材等級(jí)要求相同。焊補(bǔ)時(shí)應(yīng)將焊補(bǔ)處預(yù)熱至100℃以上,局部修補(bǔ)處焊道長度必須>50mm。
4. 探傷要求
抗扭箱厚板的探傷較以往探傷更為嚴(yán)格。傳統(tǒng)探傷在焊縫的一面進(jìn)行單面雙側(cè)UT檢測,而抗扭箱厚板的UT檢測是對(duì)焊縫進(jìn)行雙面雙側(cè)100%檢測,有效避免了焊接缺陷的漏檢,同時(shí)缺陷檢測的靈敏度更高。現(xiàn)場厚板的超聲波檢測,都必須在焊后48h以內(nèi)進(jìn)行。
5. 結(jié)語
18 000TEU是我公司近年來制作的第一條大型集裝箱船,克服種種困難,歷時(shí)6個(gè)月,成功完成了集裝箱船超厚板焊接172套,超聲波探傷(UT)檢測合格率在98%以上,在保證了焊接質(zhì)量的同時(shí)也保證了抗扭箱的上胎制作計(jì)劃。抗扭箱的制作過程得到了船東、船檢的一致認(rèn)可,實(shí)踐證明上述工藝滿足了焊接質(zhì)量要求,可以指導(dǎo)實(shí)際生產(chǎn),抗扭箱厚板的焊接制作過程為后續(xù)厚板的批量制作積累了經(jīng)驗(yàn)。

表4

表5 焊接參數(shù)

圖3 第1次翻身后焊接情況

圖4 第2次翻身后焊接情況

圖5 第3次翻身后焊接情況

表6 不同板厚對(duì)接的多層多道焊層數(shù)
參考文獻(xiàn):
[1] 趙偉興.船舶電焊工[M].北京:國防工業(yè)出版社,2008.
20150125
作者簡介:蔡金裕等,上海外高橋造船有限公司助理工程師。
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
