擠壓絲錐在連桿生產中的應用
2015-02-20 02:42:39第一拖拉機股份有限公司鍛造廠河南洛陽471003段鵬飛魏江波劉殿文一拖柴油機有限公司河南洛陽471003倪獻峰
金屬加工(冷加工) 2015年14期
■第一拖拉機股份有限公司鍛造廠 (河南洛陽 471003) 段鵬飛 魏江波 劉殿文■一拖柴油機有限公司 (河南洛陽 471003) 倪獻峰
擠壓絲錐在連桿生產中的應用
■第一拖拉機股份有限公司鍛造廠 (河南洛陽471003) 段鵬飛 魏江波 劉殿文
■一拖柴油機有限公司 (河南洛陽 471003) 倪獻峰
摘要:擠壓絲錐是一種加工深孔螺紋及強度要求較高的內螺紋加工刀具。本文主要針對我廠加工連桿時所設計制作的一款擠壓絲錐,經過使用驗證,質量和效率都得到了很大的提高,滿足了生產需要。
擠壓絲錐正是一種與常規加工方式不同的螺紋孔加工工具,它是利用擠壓力使零件發生塑性變形,從而按其要求成形螺紋。該方式與傳統的螺紋加工方式最大的不同在于:加工中不產生切屑,螺紋強度更高,表面質量更好,絲錐使用壽命更長。
擠壓內螺紋時,金屬在擠壓力作用下從牙根向牙尖方向流動,形成螺紋。擠壓螺紋組織更加質密,金屬纖維連續,具有一定流線,在擠壓過程中產生的冷作硬化等現象更增強了其抗疲勞性和螺紋表面的耐磨性,使這樣的螺紋具有更高的抗拉和抗剪強度。
1. 問題產生
連桿是發動機中的重要零件之一,承受著高速交變重載荷,這就要求連桿的螺紋聯接應穩固可靠,不能有切屑,不可松動。現以我廠一發動機連桿的螺紋加工為例,該連桿桿身與蓋的聯接處有兩個M12×1.25-5H6H的螺紋孔(見圖1),其中一個為通孔,一個為盲孔。連桿材料為45鋼,硬度為229~285HBW,螺紋表面粗糙度值要求為Ra=1.6μm,螺紋孔對結合面的垂直度要求為φ0.1mm,對大頭沉孔和端面位置度要求為φ0.2mm。對這種精度、強度等要求高的螺紋孔加工,若用傳統的的切削絲錐加工,經實際生產檢驗:其精度只能達到6H級以下,表面粗糙度值為Ra=3.2μm以上,并有擴孔現象,對結合面垂直度的合格率只有10%~20%,經過修磨后的絲錐加工出的螺紋孔更差,而且螺紋孔內殘留的切屑、毛刺不易清理干凈,會成為連桿螺栓松動的潛在風險,將直接影響整機性能。
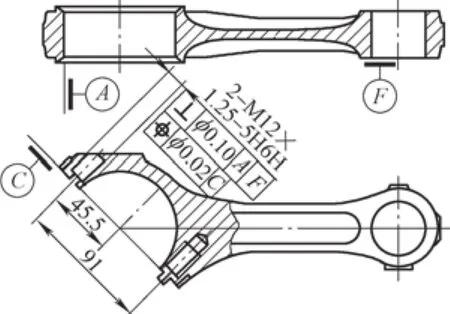
圖1
2. 專用擠壓絲錐
針對這些問題,為提高螺紋孔的加工質量,滿足圖樣要求,設計并采用了擠壓絲錐來解決這些問題,擠壓絲錐結構如圖2所示。
擠壓絲錐的擠壓部位一般有兩種形式:圓錐形和圓柱形(見圖3)。考慮到擠壓鋼件所需的擠壓力較大,因而設計中采用圓錐形絲錐。這種形式的絲錐擠壓力矩小,擠壓的螺紋表面質量好。同時,擠壓絲錐的角α和其長度L也很重要,它決定參與擠壓的扣數,過大或過小對擠壓都有影響,過小會增加轉矩,過大容易損壞絲錐。
擠壓絲錐在擠壓內螺紋時,螺紋的成形為“敞開式”,即絲錐只擠壓螺紋齒根,不參與齒頂的成形。齒頂是金屬在擠壓力作用下從齒根向外溢流而形成。這種方式的成形可減少擠壓力,為金屬向牙頂方向溢流留出空間。但螺紋擠壓成形后齒頂位置不易充滿,會形成凹形,俗稱“雙眼
皮”(見圖4)。經分析及實際驗證為正常現象,不影響螺紋質量。
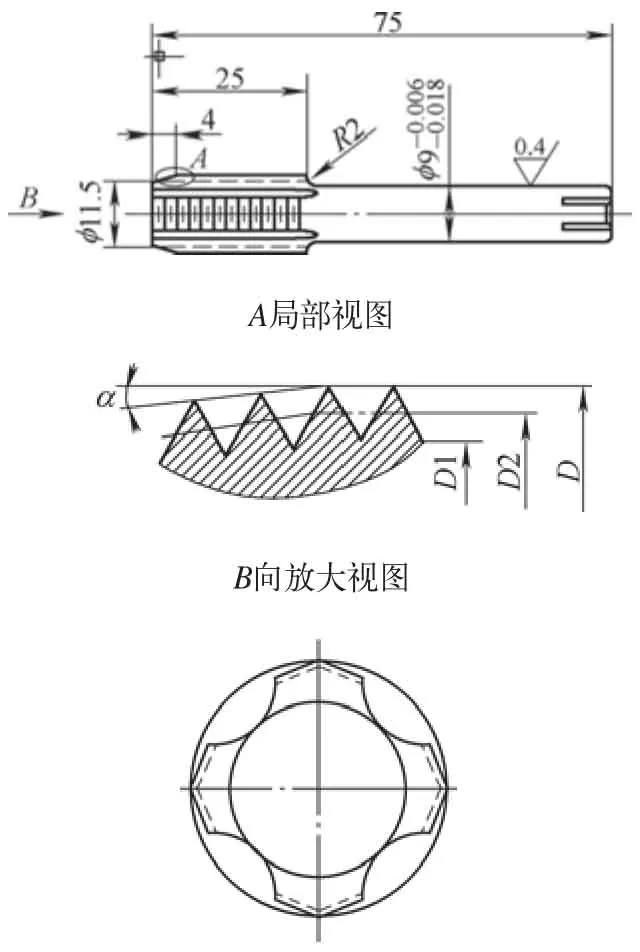
圖2
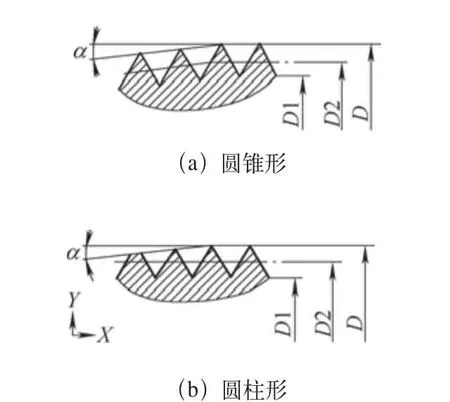
圖3
擠壓絲錐在設計時考慮到擠壓加工沒有擴孔現象,又是在長時間的反復擠壓摩擦條件下工作,絲錐容易磨損,且考慮零件受擠壓后有回彈現象等因素,故擠壓絲錐的中徑和外徑要設計的略大些。
擠壓內螺紋由于是在預制的底孔上一次冷擠成型的,所以對底孔的要求較高。它直接關系到加工螺紋的精度和擠壓絲錐的壽命。經過多次工藝試驗,在保證質量的前提下,盡量減小絲錐的擠壓力,提高絲錐的使用壽命,最終確定了該螺紋底孔直徑為φ11.4+0.07+0mm。
經驗證底孔直徑經過擠壓后成為螺紋孔的小徑,收縮回彈后落到φ11~φ11.1mm的范圍內。而M12×1.25-5H6H的標準小徑為φ(10.648+0.265)m m,標準螺紋的工作高度為h=0.676mm,擠壓后的螺紋孔工作高度最小值為h′=(12-11.1) ÷2=0.45(mm),與標準螺紋孔的工作高度之比為:h′/h= 0.45/0.676=0.666。而擠壓成形的內螺紋牙型高度為切削螺紋工作高度的2/3時,其承受的拉力比切削螺紋的強度還高。本工藝試驗也正是如此。
在擠壓絲錐結構形式的設計上,先后采用了以下3種結構形式(見圖5),并最終確定使用了R槽形結構。3種結構形式具體為:①四棱形:這種結構形式的絲錐,在使用時潤滑油不易進去,擠壓柱面寬,絲錐易磨損。②梯形槽形:這種結構雖然改善了潤滑條件,但梯形槽的底部有尖角或圓角比較小,會產生應力集中,對絲錐的強度有影響,易擠壞絲錐。③R槽形:這種結構的絲錐克服了以上兩種形式的缺點,經實際生產檢驗,使用效果很好,絲錐的使用壽命也長。
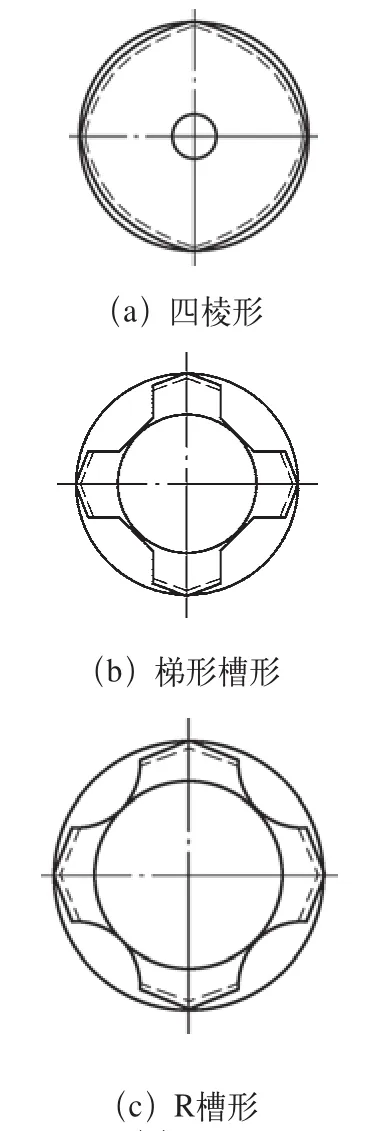
圖5
3. 結語
本擠壓絲錐的成功設計與應用,使連桿的螺紋孔比切削螺紋孔表面質量好許多,可達Ra=0.4μm。這就使得在裝配中用同樣大小的轉矩時,擠壓螺紋比原來的切削螺紋壓緊力更大,聯接更加牢靠,不易松動。同時擠壓螺紋在成形過程中不產生切屑,不會出現殘留毛刺現象,因此,其裝配質量比切削螺紋更高,不會因為由此而產生工作中聯接松動的現象。
基于這些優點,我廠生產的柴油機連桿質量穩定,每個絲錐可一次加工200~250件連桿,每班定額250件。攻螺紋深度為(24±0.5)mm。擠壓螺紋的精度穩定在5H以上,表面粗糙度值穩定在Ra=0.8~0.4μm以內,螺紋孔對結合面的垂直度保持在0.05mm/100mm以內。目前,經此改進后,已加工了約60萬件此類連桿,經市場反饋效果良好,沒有因為螺紋聯接而出現質量事故。根據實際生產情況,這種絲錐效果理想,特別對深孔、盲孔等的螺紋加工尤為適合,具有很大的推廣應用價值。
收稿日期:(20150520)
