口服液生產線搬運機械手系統設計
2015-02-20 13:47:50
裝備制造技術 2015年7期
(遼寧工業大學 機械學院,遼寧錦州 121001)
目前在一些藥品生產線的裝盒過程中仍然需要人工參與,在口服液制成到包裝完畢過程中,口服液數量較多并且不希望發生人與藥品的接觸,當需要將整齊排列的口服液從一個工位轉移到另一工位時,就需要這樣一臺專業設備來完成。在給料傳送帶上擺放著整齊的需要裝盒的瓶裝口服液,如果使用人工來完成不能保證速度和精度,采用可以大批量抓取口服液的全自動高效率高精度機械手,既保證了抓取的準確度也提高了生產效率。采用PLC控制,具有可靠性高、抗干擾能力強、使用方便等優點,實現送瓶、取瓶、轉移、放瓶的自動化和搬運的高效率與高精度。
1 機械結構的設計
本次設計的機械手主要完成從一傳送帶上運過來的瓶裝口服液,搬運并放到另外一條生產線上,并且口服液的擺放方向旋轉90度,裝入到包裝槽內。根據工藝分析,確定該機械手的結構,主要由以下幾部分組成:底座旋轉機構,吸盤機械手旋轉機構和吸盤機械手升降機構。底座旋轉機構直接由底座步進電機通過聯軸器、傳動軸帶動機械臂實現整體旋轉。吸盤機械手旋轉機構和吸盤機械手升降機構安裝在機械臂上,吸盤機械手升降機構采用升降步進電機通過同步帶驅動絲杠實現機械手的升降運動。為使結構緊湊,吸盤機械手旋轉機構采用旋轉步進電機通過同步帶驅動花鍵副實現吸盤機械手旋轉運動,同時保證機械手的直線上升下降。由于瓶子比較小,采用真空吸盤來吸取口服液瓶,一次可吸附72瓶。

圖1機械手總體結構圖
2 控制系統的設計
機械手選用了S7-200系列CPU226作為主控制器完成自動化控制。手動/自動按鈕實現手動控制和自動控制切換。真空電子壓力表主要是檢測吸盤的力是否能吸取口服液瓶。電磁方向閥信號是用來控制吸瓶和放瓶動作。根據計算、校核,底座旋轉電機型號為110BYGH350D,配套驅動器型號為:3M2060H;旋轉步進電機和升降步進電機型號為7BYGH93-401A,配套驅動器型號為:2M542-N。真空發器型號為ZH10DS-06-06-08型,真空吸盤選用SMC公司的ZPT16BF-A6型。輸入輸出地址單元分配表如表1所示。

表1輸入輸出地址單元分配表
軟件自動化程序流程圖如圖2所示。首先系統上電復位,然后按下啟動按鈕,如果口服液瓶已到位,吸盤機械手下降,吸取工件,是否吸住可通過壓力傳感器檢測,吸好后吸盤機械手上升,底座步進電機使機械臂旋轉到放瓶上方,同時在機械臂上的吸盤機械手旋轉機構旋轉,使口服液瓶同時旋轉90度,與另一傳輸線方向一致,吸盤機械手下降,放下口服液瓶,之后吸盤機械手上升,上升到位后,吸盤機械手旋轉機構反向旋轉,同時底座步進電機帶動機械臂反向旋轉到原位,旋轉到待抓取口服液上方,準備下一循環。
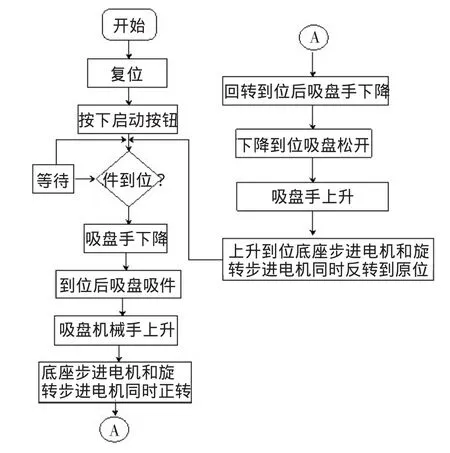
圖2程序流程圖
3 結論
根據口服液自動化生產工藝選確定傳動和驅動方案,確定出結構緊湊的搬運機械手,給出了系統I/O分配,編制了控制軟件,實現了自動化搬運過程,提高了生產效率。
[1]于殿勇,劉興義.基于PLC與觸摸屏控制的搬運機械手的應用[J].制造業自動化,2009,31(8):121-123,127.
[2]肖艷軍,李磊,周 婧,等.基于PLC的自動續料機械手[J].機械設計與制造,2011,(2):152-153.
[3]王曉磊,李曉丹.基于PLC的高壓測漏機控制系統設計與分析[J].機床與液壓,2013,4(8):102-103.
[4]王明武.基于PLC的全自動鋁錠碼垛機設計[J].機床與液壓,2012,(2):62-64.
[5]詹長書,李軍,等.汽車燃油系統測漏儀的研制及其應用[J].機床與液壓,2004,(2):105-106.
猜你喜歡
電腦報(2020年35期)2020-09-17 13:25:53
現代裝飾(2020年7期)2020-07-27 01:27:42
當代工人(2020年8期)2020-05-25 09:07:38
流行色(2020年1期)2020-04-28 11:16:38
電腦報(2019年40期)2019-09-10 07:22:44
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
科技知識動漫(2016年8期)2016-07-29 20:40:09
