雙聯齒輪以車代磨加工
2015-02-20 13:47:44
裝備制造技術 2015年7期
(廣西柳工機械股份有限公司,廣西 柳州 545007)
1 產品要求
圖示雙聯齒輪要求兩端軸承孔保證同軸度φ0.025,且花鍵對軸承孔公共基準要滿足同軸φ0.06(見圖1),采用磨削工藝需要兩次裝夾,工序一夾緊花鍵端磨削D3孔及平面;工序二夾緊齒輪節圓找正花鍵跳動不大于0.04,磨削D2孔及平面,效率低,形位公差保證困難。
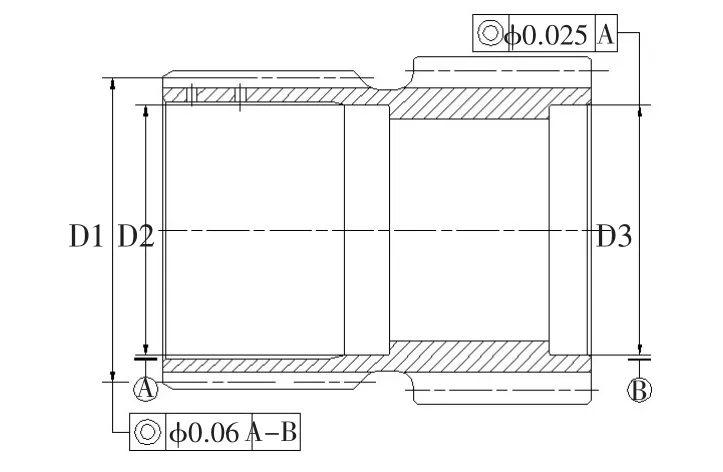
圖1 產品圖紙要求
2 以車代磨的加工工藝[1]
2.1 機床的選擇
采用德瑪吉CTX510ECO萬能機床,機床各軸均采用高科技數字驅動系統和高穩固性的直線滾柱導軌,可以實現最佳轉速和動態性能。主軸精度高,加工工件精度穩定性好。具備高性能的液壓系統,能快速穩定的實現工裝的夾緊與松開。
2.2 夾具的設計
采用液壓定位和夾緊方式設計工裝,實現零件加工過程中的精確定位和裝夾的重復精度,減少產品循環周期。在一個固定夾具體上,采用機械裝夾定位、夾緊工件后,進行切削加工,加工完畢后松開機械裝夾定位塊,取下已經加工完畢的工件再換新工件上去夾緊,依次往復動作,實現高產高效。工件的定位、支撐、夾緊和夾具的快速松開夾緊自動進行,操作方便、安全可靠。本工裝分為四個部分,包括定位圓柱、彈性定位套、夾具體、拉桿。當拉桿右移時,彈性定位套變形,使定位圓柱松開,以便卸下工件。拉桿左移時,彈性定位套恢復,定位圓柱向內移動,工件被夾緊。定位圓柱進行特殊設計,其定位為圓柱齒,與花鍵齒槽配合,即花鍵分度圓定位,前后2排共6個保證,確保定位和夾緊效果(夾具結構見圖2)[2]。
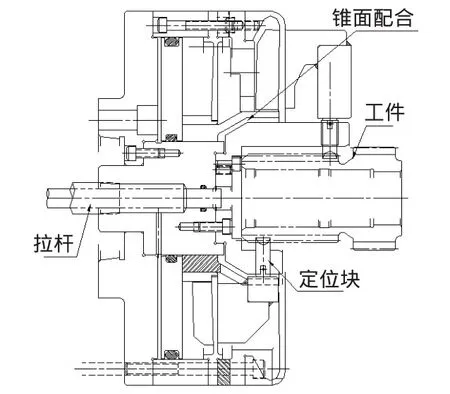
圖2夾具結構圖
2.3 刀具的使用
零件經過滲碳淬火,表面硬度達到HRC58-64,使用95°內圓車刀加工正面孔,反勾車刀加工反面孔。選用了三菱公司的NP-CNMA120408GMB825型CBN刀片,它的耐磨性相對更好。
2.4 車削參數的使用
所謂“合理”就是充分利用刀具切削性能和機床性能,在保證質量的前提下,獲得高的生產效率和低的生產成本,經過多次試切,確定孔的合理切削參數為:
切削速度V=200m/min;進給量f=0.05mm/r;背吃刀量a=0.1~0.15mm[3]
2.5 切削液的選用
由于切削液對減少刀具磨損、改善加工表面質量、提高生產效率有重要作用,對高速切削的CBN刀具,采用水基防銹切削液,冷卻起主要作用,潤滑作用次之。
3 加工結果
連續切削50個工件,不進行補刀,孔徑的尺寸波動在±3μm內,形位精度也非常理想,具體加工結果如表1所示。各項特性均滿足要求,效果較好(加工實物效果見圖3)。
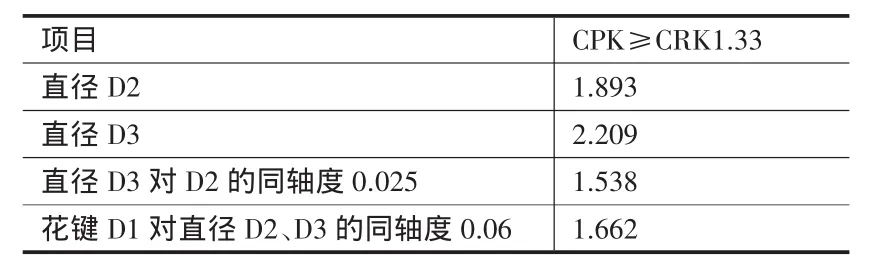
表1以車代磨加工結果

圖3加工實物效果
4 結束語
使用以車代磨工藝加工雙聯齒輪,采用合理的定位夾具,適宜的加工刀具及切削參數,可以穩定的保證產品特性,提高生產效率。此工藝方法已在柳工廣泛應用。
[1]陳宏鈞.簡明機械加工工藝手冊[M].北京:機械工業出版社2007.
[2]朱耀祥,浦林祥.現代夾具設計手冊[M].北京:機械工業出版社2009.
[3]哈爾濱理工大學.數控刀具選用指南[M].北京:機械工業出版社,2014.
