超硬材料導向鉸刀修復
2015-02-19 03:48:24濰柴動力股份有限公司山東濰坊261001張樂振郭紅莉錢振杰劉金釗張隨征
金屬加工(冷加工) 2015年9期
■濰柴動力股份有限公司 (山東濰坊 261001) 張樂振 郭紅莉 錢振杰 劉金釗 張隨征
超硬材料導向鉸刀修復
■濰柴動力股份有限公司 (山東濰坊 261001) 張樂振 郭紅莉 錢振杰 劉金釗 張隨征
摘要:本文以MAPAL鉸刀導向條修復試驗為基礎,討論了超硬材料導向刀具的修磨理論與實踐,在對國外進口高價值刀具的修磨工藝方面有指導意義。
超硬刀具主要是以金剛石和立方氮化硼為材料制作的刀具,其中以人造金剛石復合片(PCD)刀具及立方氮化硼復合片(PCBN)刀具占主導地位。刀具種類繁多,各類刀具選擇廠家也不盡相同,有MAPAL、WALTER、SECO及OSG等,其中在槍鉸工序所用的是MAPAL進口刀具,這種刀具設計先進,價格昂貴。刀具使用后如不再修復將導致非常大的浪費,制造成本的上升。
1. 超硬刀具結構
本文以鉸刀為例,介紹超硬刀具結構,如圖1所示。
目前,超硬刀具的使用主要體現在加工缸蓋氣門導管所用的鉸刀上,此鉸刀主要由五部分組成。
第一部分為柄部,是夾持部分,用刀柄夾持后裝在機床上。
第二部分為導向部分,導向部分鑲嵌有超硬材料,用鑲嵌的超硬材料作為導向,超硬材料主要有CBN復合片和PCD復合片,導向部分直徑尺寸通常小于切削部分直徑0.003~0.005mm。
第三、四、五部分緊靠在一起,其中包括第三部分的壓緊部分,第四部分的可調節部分和第五部分的刀片部分,第三部分壓緊是用一個壓緊螺釘將刀片壓緊在刀片槽中,起到固定刀片的作用,第四部分為可調節部分,又包括可調節螺釘和內部安裝的帶斜面的調節銷,通常可調節部分能夠將刀片調節0.01~0.02mm,這樣能夠延長刀片的使用壽命。第五部分為刀片部分,這一部分參加對零件的加工,加工金屬通常為CBN刀片,而非金屬通常為PCD刀片,因為PCD與碳有親和作用,不能應用于鋼鐵類含碳元素的金屬加工中。

圖1 加工缸蓋氣門導管的鉸刀

圖2 豐田槍鉸設備

表1 使用刀具現狀
2. 使用刀具現狀
目前我廠所使用的3種鉸刀主要有f11mm短鉸刀、f9mm鉸刀和f11mm長鉸刀,主要用在豐田生產制造的加工中心和大連機床廠制造的專機上,如圖2所示。加工產品主要有兩氣門缸蓋和四氣門缸蓋,其規格及型號如表1所示。
目前3種鉸刀均在用,f11mm短鉸刀主要用于加工中心,加工兩氣門缸蓋(見圖3);f9mm鉸刀主要用于加工四氣門缸蓋(見圖4);f11mm長鉸刀主要用于專機,加工兩氣門缸蓋(見圖5)。
目前,槍鉸缸體的導管閥座
所用的是MAPAL的鉸刀。通過多次修復試驗得出,導向條修復主要有以下流程:將損壞的導向條及壓緊螺釘從鉸刀上清理下來→清理導向條槽→測量導向條的尺寸→切割PCD或PCBN復合片→磨削導向條達到需要的厚度→將導向條焊接到鉸刀上→磨鉸刀導向部分的外圓達到尺寸要求→裝配刀具。
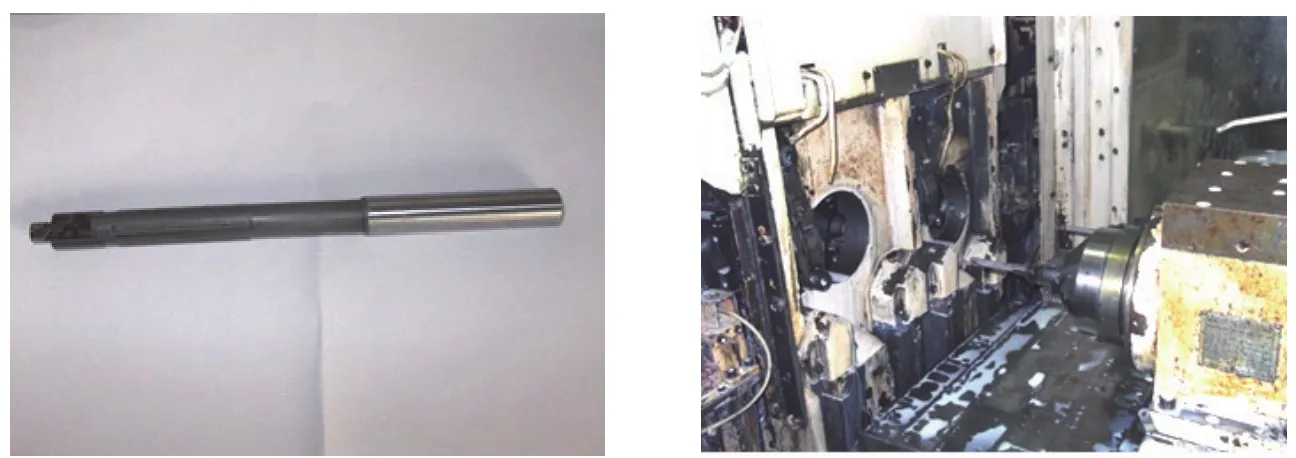
圖3 f11mm短鉸刀加工兩氣門缸蓋

圖4 f9mm鉸刀加工四氣門缸蓋

圖5 f11mm長鉸刀加工兩氣門缸蓋
3. 導向條修復工藝
導向條修復工藝流程按加工工藝標準進行(工藝過程卡片),加工過程中要著重注意做好保護措施。
(1)鉗工工序。鉗工工序主要是在修復鉸刀后,拆下導向條及壓緊螺釘,在此過程中要著重注意保護好壓緊螺釘槽的螺紋,如圖6所示,防止下一步在高頻燒掉導向條過程中焊渣破壞螺紋。
壓緊螺釘和壓緊塊將刀片壓緊,在高頻焊接時將螺釘和壓塊卸下,用小紙屑塞住螺紋底孔,防止焊渣進入,焊接完畢后用絲錐攻一遍螺紋,保證壓緊螺釘安裝便利。
(2)線切割工序。線切割工序主要是按照測量好的導向條尺寸,從PCD及CBN復合片上切割下合適尺寸的導向條。PCD及CBN復合片一般皆為圓盤,如圖7所示。
修復鉸刀導向條所使用的CBN復合片為f58mm×2.0mm和f58mm×3.2mm的圓盤,從上海藍領廠家所購的進口材料,如表2所示。

圖6 鉸刀壓緊螺釘及螺釘槽

圖7 PCD(CBN)復合片
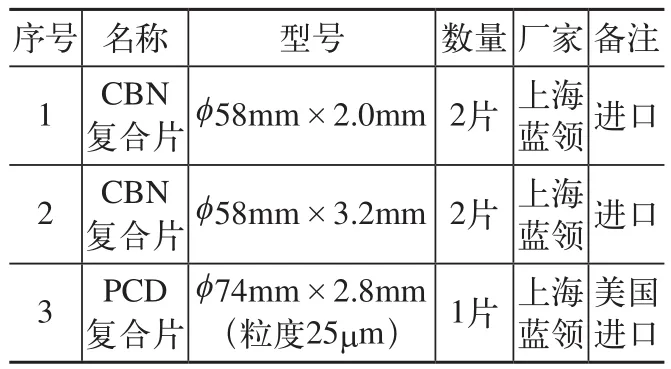
表2 導向條修磨所購的CBN復合片和PCD復合片
(3)刃磨工序。工模具車間在修復一號廠所用的德國MAPAL鉸刀導向條時采用PCD刀片焊接工藝,刀片厚度要求為1mm,但采購的刀片厚度為3.5mm,這樣就要求將外購的刀片在萬能工具磨床上磨至1mm。原先磨削PCD刀片時要將刀片粘在研磨板上,用金剛石碗型砂輪側面進行磨削。但因為加工時間長,磨削效率低,滿足不了前方交貨周期,刃磨工藝各步驟、時間調查表如
表3所示。

表3 刃磨工藝各步驟、時間調查表
原來磨削時用膠將復合片粘接在磨削好的方鐵上(見圖8),這種方法存在以下劣勢:①由于膠的作用力不夠強,不能大的進給量,否則會使復合片飛出。②不能持續磨削,否則,隨著溫度變高,膠會失去粘性,導致復合片脫落。③測量時,用百分表測出方鐵和復合片的厚度差,算出復合片的厚度,測量不方面、不直觀。
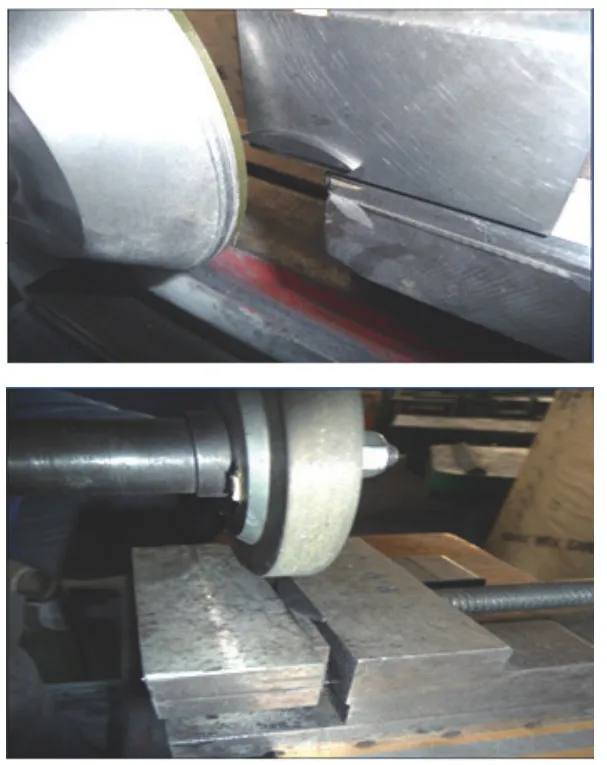
圖8 原先的磨削方式
改進后用精密鉗子夾持復合片,用盤型砂輪進行磨削,能夠實現大的進給量和持續磨削,用對表塊進行對比測量,提高了測量效率和準確性,如圖9所示。
(4)高頻焊接工序。PCD等復合片的焊接要用到銀焊片,銀焊片規格非常多,下面是其中的一部分介紹:
DHAg―35B 熔化溫度:607°~702°,適用于換熱器焊接。
DHAg―30B 熔化溫度:677°~766°,熔點稍高,接頭有較好韌性,可釬焊銅、銅合金及鋼等材料。
DHAg―25B 熔化溫度:700°~800°低廉的無鎘釬料,較好的潤濕性和填充能力,但熔點提起高,可釬焊銅、銅合金及鋼等材料等。
通過咨詢查證,選擇了合適的銀焊片和銀焊劑,其參數如表4所示,另外復合片在焊接時溫度不能超過700°。
(5)外磨工序。外磨工序磨削導向條時,由于導向條的硬度高,通常磨削硬質合金使用的金剛石砂輪無法磨削,必須使用陶瓷結合劑金剛石砂輪(見圖10),為此專門定制采購了砂輪(見表5)。

圖9 改進后的磨削方式
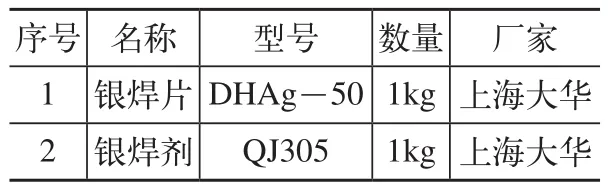
表4 導向條修磨所購的銀焊片和銀焊劑

圖10 定制的人造金剛石砂輪
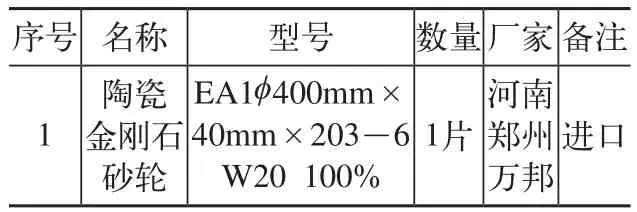
表5 導向條修磨所購的金剛石砂輪
4. 結語
各類CBN刀片的修復每年至少為企業節約費用30萬元。刀桿的成功修復每年至少為企業節約50萬元。此類刀具的修復,在節約成本的同時減少了企業對此類刀具、刀片的庫存量,縮短了外購周期,為企業的生產提供了保證。
參考文獻:
[1] 王繼宏. 超硬刀具材料應用前景廣闊[J]. 機電產品開發與創新,2002(5):61-62.
收稿日期:(20150106)
