
瓦蓋加工工藝中的防錯設計
2015-11-23 07:14:38東風十堰發動機部件有限公司湖北442003
金屬加工(冷加工) 2015年9期
■東風(十堰)發動機部件有限公司 (湖北 442003)
佀金生
瓦蓋是發動機內固定曲軸的重要零件。通常5個瓦蓋為一組,裝配在發動機缸體上。每一個瓦蓋都有裝配方向的要求。由于瓦蓋裝配在缸體上之后,主機廠要對瓦蓋和缸體組成的內孔進行精鏜,一旦精鏜完成,瓦蓋和其在缸體上的位置不能更換。所以如果瓦蓋上的半圓孔或鎖瓦片槽加工方向錯誤,會導致曲軸無法安裝和缸體報廢,產生巨大經濟損失。因此,瓦蓋加工半圓孔和鎖瓦片槽的防錯一直是瓦蓋工藝和工裝設計中必須考慮的問題,是瓦蓋質量控制的必要措施。
1. 瓦蓋在發動機缸體上的裝配形式及防錯的目的
由圖1可以看出,所有瓦蓋必須箭頭朝左、半圓孔朝下裝配在缸體曲軸座上。瓦蓋半圓孔上瓦片槽裝配后都在前方。如果裝配后半圓孔或瓦片槽的方向錯誤,會導致缸體報廢。本文介紹的防錯措施可以避免在瓦蓋加工過程中因瓦蓋裝夾方向錯誤而導致的半圓孔和鎖瓦片槽加工方向錯誤,用極小的成本確保瓦蓋裝夾方向100%正確,防止人為失誤造成的批量質量事故。

圖 1
2. 保證加工方向正確的措施
為了保證瓦蓋在加工過程中半圓孔和瓦片槽的方向絕對正確,可以采取以下措施。
(1)10序鉆孔工序時,對于圖樣上設計的2個孔徑相同的螺栓孔,在工藝上加工為大小不同的2個孔,為后面工序統一方向的定位裝夾創造條件。瓦蓋圖樣如圖2所示。
圖樣上2 個直徑相同的13mm螺栓孔的孔徑公差較大,工藝設計如圖3所示。
第一工位:毛坯粗基準定位,在凸臺面鉆一半深度的13.1mm和12.9mm螺栓孔。左側螺栓孔孔徑取圖樣設計孔徑的上偏差,并且還要加嚴控制,提高后序的定位精度;右側螺栓孔孔徑取圖樣設計孔徑的下偏差,并且還要加嚴控制,提高后序的定位精度。
第二工位:把13.1m m和12.9mm的螺栓孔鉆通,并鏜2個17.95mm孔(見圖4)。
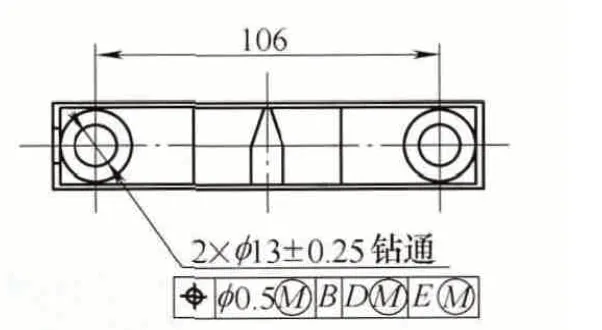
圖 2
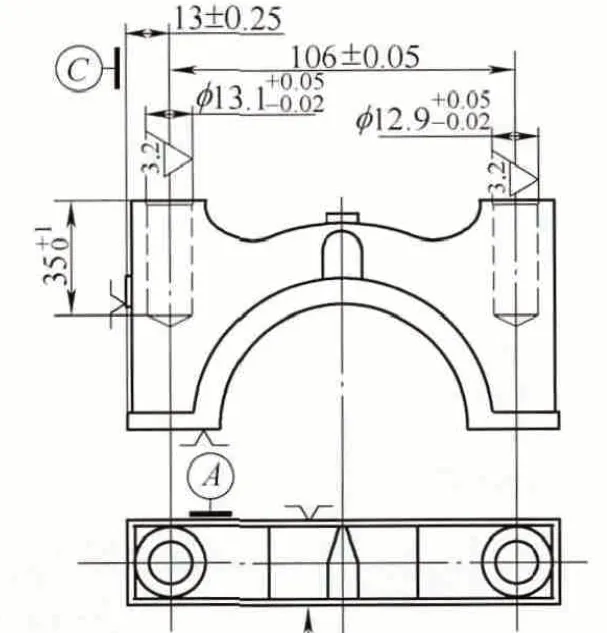
圖 3
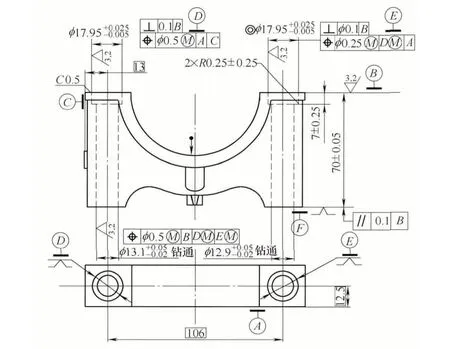
圖 4
(2)20序用2個直徑不等的螺栓孔定位,鏜半圓孔。夾具上的定位銷做成一大一小,必須使大螺栓孔對應大定位銷,小螺栓孔對應小定位銷,才能裝夾。如果瓦蓋安裝方向錯誤,瓦蓋將放不平,無法裝夾,從而保證瓦蓋裝夾時必然方向正確。20序工裝如圖5、圖6所示。
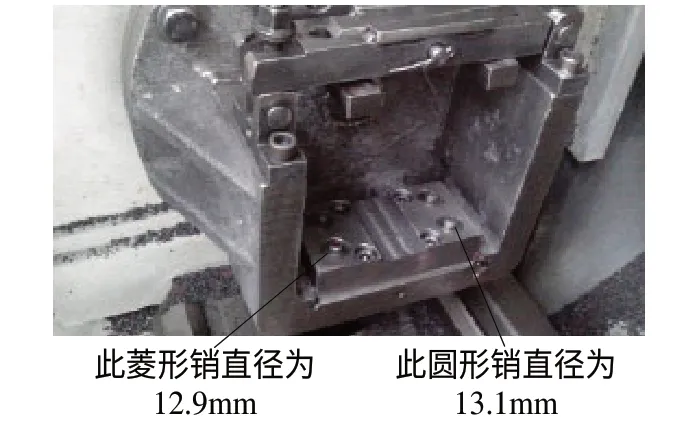
圖 5

圖 6
兩個瓦蓋對扣聯接定位的銷子如圖7所示。此聯接銷有兩種,一種兩端直徑為12.9m m,中段為17.95mm;另一種兩端直徑為13.1mm,中段為17.95mm。安裝時需要對應瓦蓋的大小螺栓孔安裝。這樣一次可以鏜2個瓦蓋,并且消除了斷續切削的缺點。
(3)30序用1個17.95mm的菱形銷和1個下端17.95mm、上端13.1mm的階梯銷定位,確保瓦蓋上13.1mm的銷孔必須放在階梯銷上才能落到底裝夾,因為12.9mm的螺栓孔在此階梯銷一側放不下去。從而保證銑瓦蓋鎖瓦片槽的方向絕對正確。工裝夾具如圖8所示。
3. 其他應避免的風險
除夾具定位銷防錯之外,還應避免以下風險:①10序瓦蓋毛坯裝夾方向錯誤,毛坯箭頭所指方向不一致。②20序和30序夾具上大小定位銷的安裝方向錯誤。③10序的13.1mm和12.9mm鉆頭安裝在刀庫里的位置顛倒。
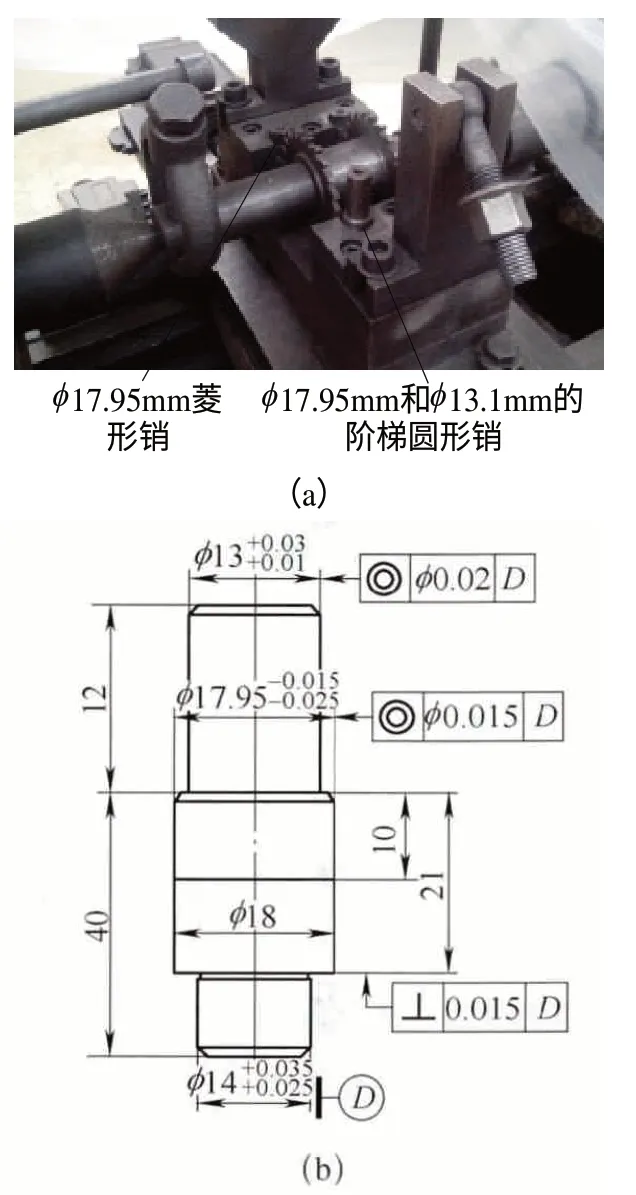
圖 8
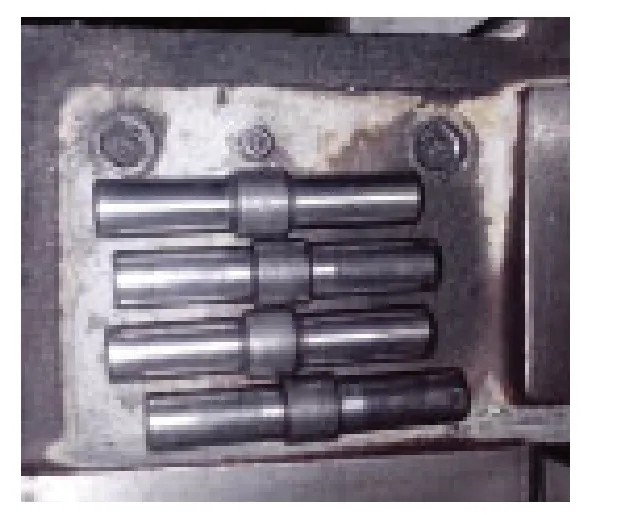
圖 7
4. 結語
在夾具上使用大小兩種定位銷對零件裝夾方向防錯是一種經濟、實用的防錯方法,可以避免人為失誤造成的批量質量事故。在大批量生產時,對有風險的操作和產品質量無法進行100%檢查,為了杜絕質量事故應該盡可能多地、全面地使用防錯措施,100%預防質量事故的發生。這也是現在質量管理體系越來越重視的質量控制措施。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
揚子江詩刊(2021年4期)2021-11-11 15:58:35
揚子江(2021年4期)2021-08-09 18:37:31
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
浙江大學學報(理學版)(2020年1期)2020-03-12 05:54:30
揚子江(2019年1期)2019-03-08 02:52:34
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
