軸流風機球形轉動導葉片裝配技術研究
2015-02-18 12:01:00劉濱
機械工程師 2015年6期
劉濱
(哈爾濱汽輪機廠有限責任公司,哈爾濱 150046)
0 引言
軸流風機又稱為通風機,是工礦企業常用的一種通風設備,其主要特點是安裝方便、通風效果明顯、安全,被廣泛應用于各大中型藥廠和鋼廠。軸流風機結構中一項關鍵的技術就是安裝了可轉動導葉片,在機組定轉速運行時,通過調整可轉導葉片角度可以實現不同壓力和流量的變化。
因此軸流風機的可轉導葉片的安裝是及其重要的,本文主要討論可轉導葉片在裝配過程中出現的一些難點和解決的措施和方法。
1 可轉導葉片安裝時的難點分析
軸流風機大多數的可轉導葉片葉頂都是內球面形狀,如圖1所示。其是單只可轉導葉片視圖和導葉片在內缸的安裝位置示意圖,設計上要求通過修磨調整墊片保證導葉片根部端面與轉柄機構套筒端面貼合的情況下,導葉片葉頂底球面在Sφ920的球面上,各導葉此面同心。
要做導葉片葉頂底球面在Sφ920的球面上,就要保證安裝時單只轉動導葉的葉頂到中心距離相等,這里主要存在的問題是,導葉片的葉頂是球面型,內缸的內腔也是圓柱形,安裝時測量的位置不同,測量的數值相差很大,而每只導葉片的測量位置還沒辦法保證一致,靠測量的方案安裝導葉片,精確率低、誤差大,容易造成葉片的轉動部件的磨碰。
2 解決方案和措施
經過研究和現場的情況分析,我們決定采用以下措施:
1)設計一個裝配用的工裝。這個工裝的設計原理是:選擇一個直徑為φ920的外球面,通過調整使這個外球面與內缸的中心重合,且球心高度與轉動導葉轉柄中心高度一致。在安裝每只導葉片都與這個外球面保證完全接觸,以解決整圈葉片同心的問題。經過多次論證,我們認為這個方案可行,開始進行下一步實施。
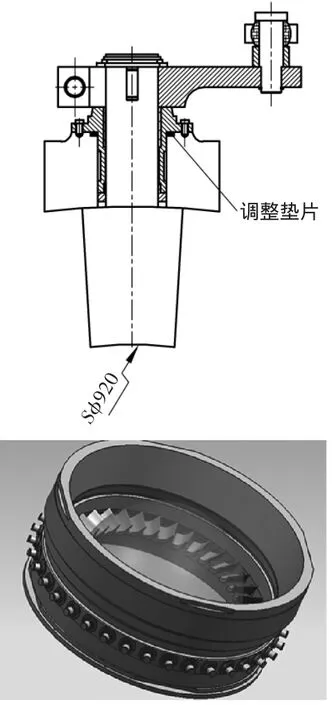
圖1
2)按上述所確定方案制作一套工裝。工裝結構圖見圖2,安裝的結構示意圖見圖3。其由底座、可換軸套、軸承支座、軸承、轉動支架,定位塊和壓板以及其它緊固零件組成。定位塊外球面為SR460mm,其到轉動中心(即軸承中心)距離也為460mm,定位塊高度可以在一定范圍內調節,轉動支架可在底座上進行旋轉。在各支轉動導葉葉頂底球面與工裝外球面貼合時,導葉片葉頂底球面在Sφ920mm的球面上,各導葉此面同心。為此,只要通過修磨調整墊片保證各支轉動導葉葉頂底球面均可與工裝外球面剛好貼合即可。
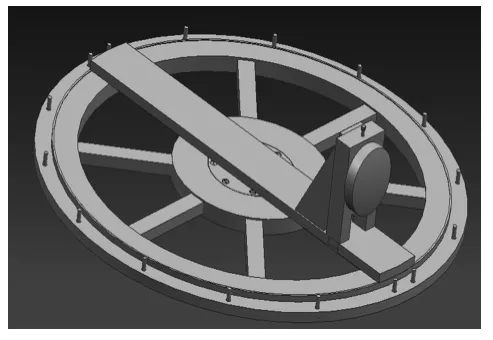
圖2
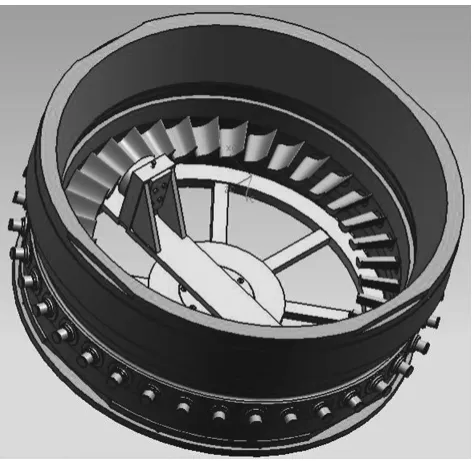
圖3
3)使用時,將裝配工裝安裝到內缸上,調整好同心后,通過旋轉轉動支架,將定位塊分別對正各只導葉片。如圖4所示,在調整墊片未經修磨的情況下,將轉動導葉向外側推,在轉動導葉片根部端面與轉柄機構套筒端面貼合的情況下,測量導葉片轉柄端面到套筒端面的距離A。
然后將轉動導葉向里側推,在轉動導葉葉頂底球面與定位塊外球面貼合的情況下,測量導葉片轉柄端面到套筒端面的距離B。實測尺寸A、B的差值即為調整墊片的厚度 δ,即 δ=A-B。
將調整墊片上磨床,按計算所得的厚度δ進行修磨,裝配后即可保證導葉片根部端面與轉柄機構套筒端面貼合的情況下,導葉片葉頂底球面在Sφ920的球面上,各導葉此面同心。
4)最后我們對安裝后的結果進行了驗證。將一圈經過工裝裝配好的轉向導葉片轉入總裝車間,通過壓鉛的方法,使每一導葉片都與轉子進行了實際測量,結果間隙符合圖紙給定的數值,并且所有葉片數值誤差均在0.1mm的范圍內。
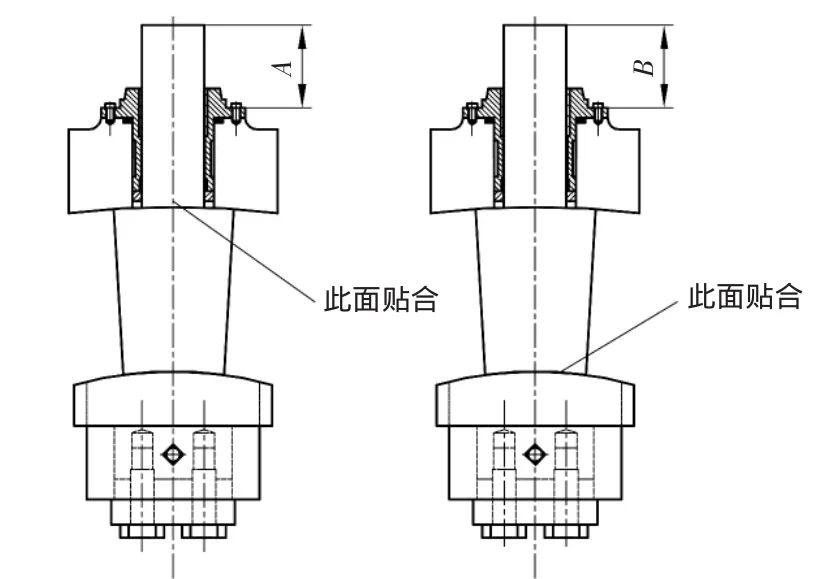
圖4
3 結語
通過使用該轉動導葉裝配工裝,保證了轉動導葉葉頂底球面到中心的距離和各轉動導葉葉頂底球面的同心度要求,也保證了各導葉片葉頂底球面的球心與內缸中心線重合。總裝裝配時,轉動導葉葉頂與轉子輪緣間通流間隙比較均勻,上述方法取得了良好的效果。降低了調整墊片處理通流時的返修率,減少了反復拆裝的時間,提高了生產效率。