散貨船艙口圍艙口蓋一體化建造技術研究
2015-02-18 06:07:25姜旭楓姬夫強劉保華
造船技術 2015年6期
姜旭楓, 姬夫強, 劉 磊, 劉保華
(上海江南長興重工有限責任公司, 上海 201913)
?
散貨船艙口圍艙口蓋一體化建造技術研究
姜旭楓, 姬夫強, 劉磊, 劉保華
(上海江南長興重工有限責任公司, 上海 201913)
摘要本文圍繞大型散貨船艙口圍搭載、艙口蓋系統安裝工藝技術革新,介紹了艙口圍艙口蓋一體化建造方法。通過對一體化建造技術進行研究分析,闡述了一體化建造技術工藝要點,涉及貨艙艙口精度控制、一體化單元建造精度控制和吊裝變形控制,并根據實際運用效果分析了此工藝應用帶來的經濟和社會效益。
關鍵詞技術革新一體化建造精度控制
0引言
隨著精度管理工作的不斷推進和深入,國內船廠的精度控制技術水平穩步提升,散貨船建造能力得到大幅度提高。盡管在工藝上與世界先進技術水平仍存在較大的差距,但已為技術工藝改善打下了良好的精度基礎。散貨船市場多年來由于運力過剩而持續低迷,致使市場競爭日益激烈,生產節奏逐步加快,船塢及碼頭壓力也越來越大。在現有的散貨船船塢及碼頭生產中,艙口圍搭載均是在貨艙分段搭載結束、艙口形成后進行,艙口圍焊接結束、精度合格后方可進行艙口蓋及附件安裝工作,最后在碼頭進行艙口蓋調試工作。這一過程施工周期長,占據了大量工時,對船舶出塢舾裝完整性和船塢及碼頭周期有著直接影響。然而,在日韓先進船廠,艙口圍、艙口蓋及附件實施平臺一體化建造,將后續大量工作前移,顯著縮短了船塢及碼頭周期。為縮短與世界先進船廠之間的差距,在激烈的市場競爭中贏得主動,江南造船(集團)有限責任公司、廣州中船龍穴造船有限公司、上海外高橋造船有限公司等國內多家船廠均已開始進行艙口圍搭載、艙口蓋及附件安裝工藝的技術革新,積極研究散貨船艙口圍艙口蓋一體化建造技術。
1一體化建造技術研究內容
1.1工藝流程對比分析
目前國內建造的大型散貨船艙口蓋形式一般采用側移式,現有艙口圍搭載、艙口蓋及附件安裝工藝流程如圖1所示。
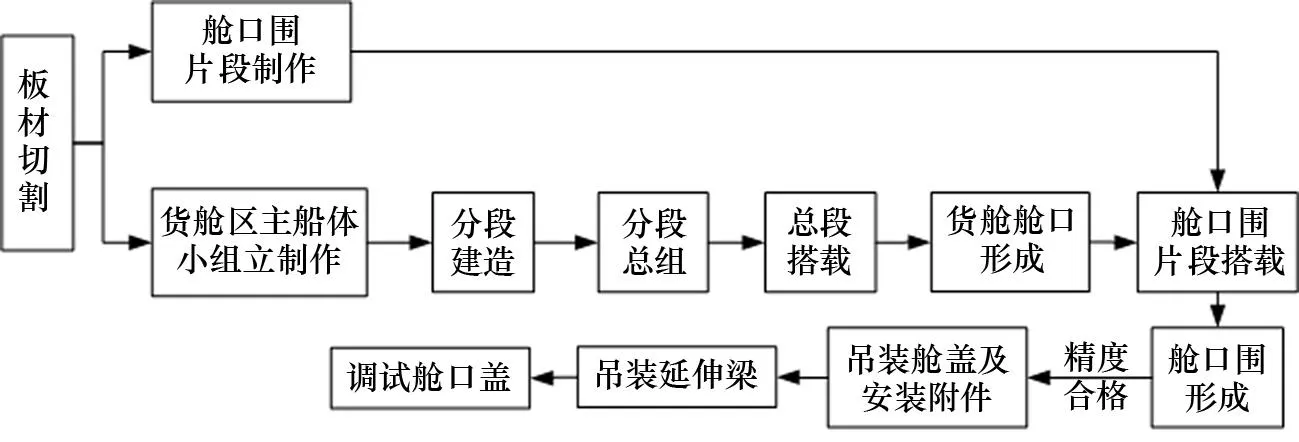
圖1 現有艙口圍搭載、艙口蓋及附件安裝工藝流程
該工藝工序主要集中于船塢搭載階段,施工環境復雜、交叉作業多,施工作業效率比較低,致使生產進度難以保證,經常在船舶出塢后艙口圍施工尚未結束。艙口蓋及相關附件只能在碼頭階段安裝,直接影響艙口圍液壓管系投油、艙口蓋調試等工作的進行。
艙口圍艙口蓋一體化建造工藝是根據現代造船模式“空間多道、時間有序”的原則和一體化理念,將艙口圍、艙口蓋及附件安裝工序提前至平臺階段,把艙口圍艙口蓋作為一個區域單元,實施一體化建造。在平臺上進行艙口圍附件和管系安裝及液壓管路泵壓投油工作,以提高艙口圍艙口蓋單元舾裝完整性,進而提高船塢生產效率、保證生產計劃進度,從而達到縮短船塢及碼頭周期的目的。具體工藝流程如圖2所示。
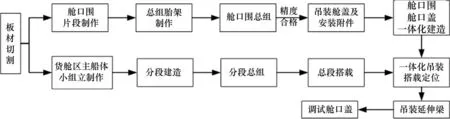
圖2 一體化建造工藝流程
1.2一體化技術工序優化分析
對比圖1與圖2,一體化建造技術主要是從后道工序前移、船塢工作平臺做、提高舾裝完整性三個方面,對艙口圍搭載、艙口蓋及附件安裝工藝進行優化,從而達到減少船塢工作量、緩解船塢壓力的目的。從表1可以看出,艙口圍艙口蓋一體化建造工藝將至少3/4的船塢工作量移至到了平臺總組階段來完成。
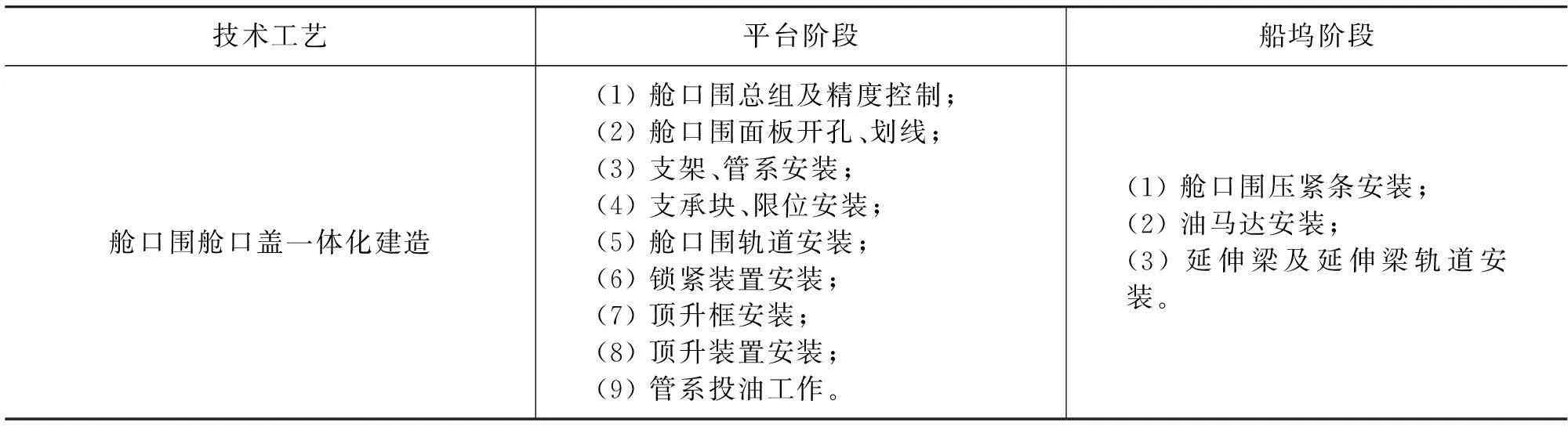
表1 平臺與船塢工作量對比
1.3一體化技術關鍵因素分析
艙口圍艙口蓋一體化建造是一項較為復雜的工藝技術,影響其順利實施的因素很多,主要涉及生產計劃安排、生產安全性和建造精度控制三個方面。
1.3.1生產計劃安排
生產計劃對現場生產有著重要的指導作用。由于施工流程的改變,生產計劃必須做出相應的改變以滿足生產工藝的需要。生產施工場地布置、艙口圍總組施工時間節點、總組胎架的數量需求、艙口蓋及附件的納期等都是生產計劃的重要組成部分,必須在公司的生產計劃中做出合理安排,以保證在緩解船塢壓力的同時,不影響整體的生產進度和節奏。各部門之間也要協調配合,以保證生產計劃順利執行。
1.3.2生產安全性
安全性對生產施工至關重要,任何時間、任何情況下都不能放松一絲一毫。艙口圍艙口蓋一體化平臺建造避免了船上的高空作業、交叉作業,極大程度減少了危險作業狀況。但在艙口圍艙口蓋整體吊裝時,必須避免艙口圍艙口蓋非焊接連接帶來的生產安全問題。另外,平臺作業也存在交叉作業,要保持警惕,避免意外發生。
1.3.3建造精度控制
建造精度控制是艙口蓋及附件安裝工序前移,實施艙口圍艙口蓋一體化建造的技術基礎。一體化建造精度控制主要包含貨艙艙口精度、艙口圍總組精度、艙口蓋及附件安裝精度和一體化單元搭載精度四個方面的精度控制。其中一體化單元搭載精度是艙口圍艙口蓋一體化建造精度控制的重中之重,它是檢驗艙口圍是否正確裝配和艙口蓋能否正常使用的重要基準。
如圖3所示,一體化單元搭載精度主要受貨艙艙口精度、一體化單元建造精度和吊裝變形三個方面因素的影響,而一體化單元建造精度直接由艙口圍總組精度和艙口蓋及附件安裝精度決定。因此在一體化建造實施過程中,要加強船體建造過程的精度管理,重點跟蹤監控與一體化單元搭載精度直接相關的階段精度。此外采取合理必要的吊裝控制方案來減少或消除搭載吊裝帶來的不良影響,也是提高一體化單元搭載精度的必要手段。
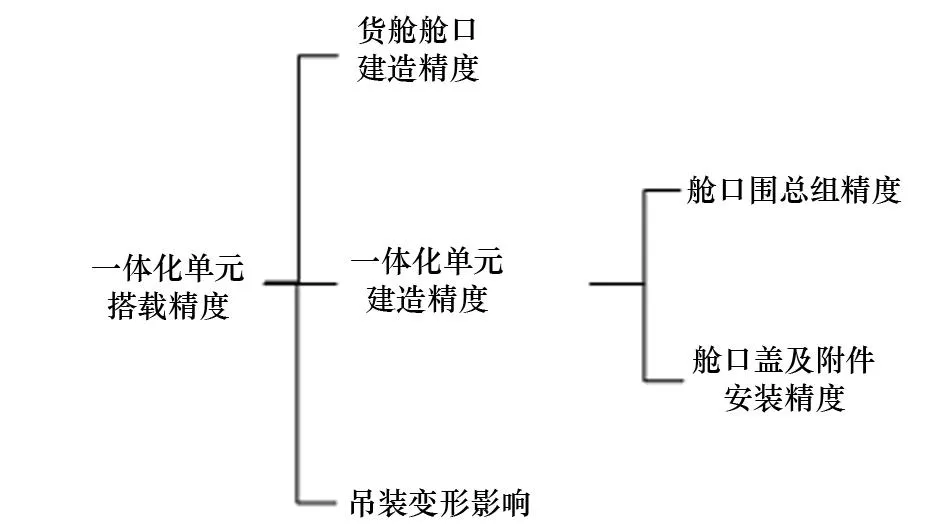
圖3 一體化單元精度控制圖
1.4一體化建造工藝要點
1.4.1貨艙艙口精度控制
貨艙艙口精度是影響一體化單元搭載精度的關鍵因素之一,重點精度管理項目有艙口主尺度和水平度等,如圖4所示。艙口精度主要受分段建造、總組和搭載階段精度的影響,因此對分段建造過程進行嚴格控制是保證艙口精度最根本的方法。
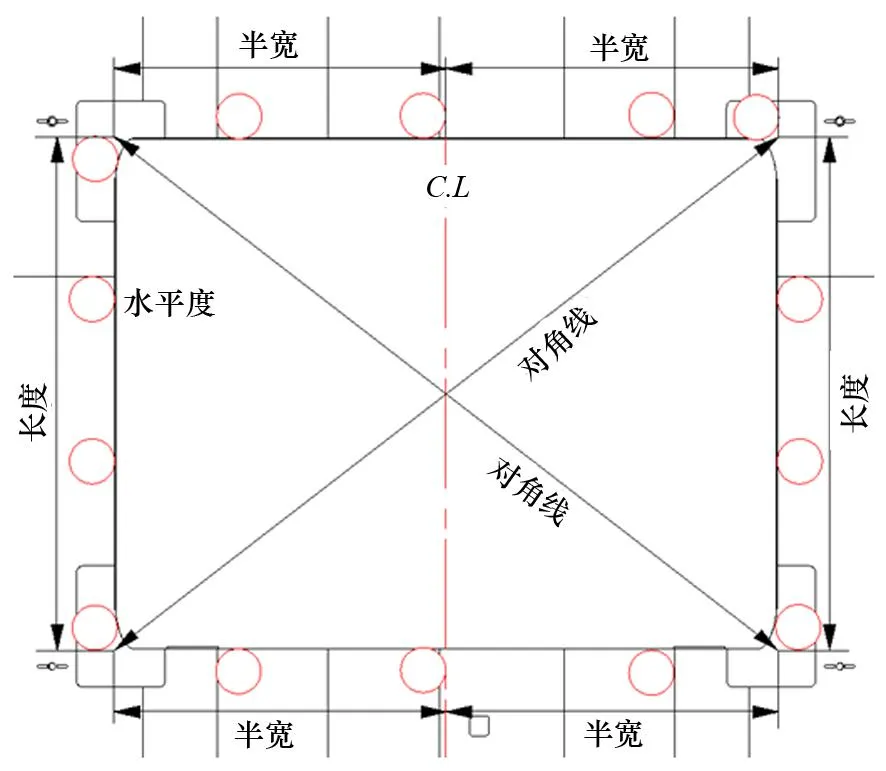
圖4 貨艙艙口精度管理要點
1.4.2一體化單元建造精度控制
一體化單元建造精度包括艙口圍總組精度、艙口蓋及附件安裝精度。艙口圍總組精度良好既能為一體化單元搭載奠定基礎,又能為艙口蓋及附件安裝提供有利條件。因此艙口圍總組精度控制是一體化平臺建造管理的重中之重。
一體化單元建造精度的控制要點:
(1) 制作艙口圍總組胎架,為艙口圍總組提供有利胎架基礎;
(2) 控制艙口圍總組精度,重點保證艙口圍下口精度、艙口圍面板水平度、艙口圍開口尺寸,如圖5所示;
(3) 在艙口圍總組精度合格后方可進行艙口圍面板劃線開孔、艙口蓋吊裝、附件安裝等工作;
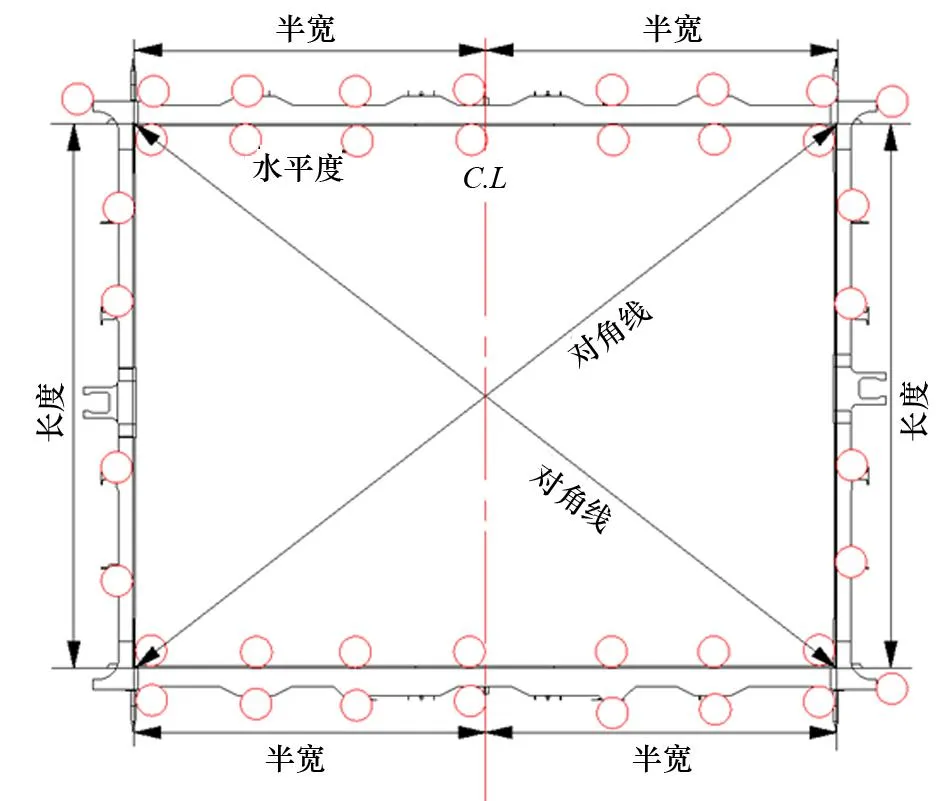
圖5 艙口圍總組精度控制要點
(4) 重點控制的附件精度有導軌精度、支承塊精度、限位裝置精度等。
1.4.3吊裝變形控制
艙口圍和艙口蓋的結構強度均較弱,吊裝時容易因受力分布不均產生變形, 從而對一體化單元搭載精度造成不良影響,所以要盡可能地減小或消除吊裝變形。吊裝變形主要受吊馬布置位置及加強方式的影響,因此一體化單元吊裝吊馬的位置要布置合理,盡可能保證一體化單元受力均勻。然后根據吊馬的布置方式確定相應的吊裝加強方案,從而保證吊裝變形不對一體化單元的搭載精度產生太大影響。除此之外,對吊裝前后一體化單元的精度數據進行分析,找出吊裝變形產生的區域和大小,在一體化平臺建造階段予以合適反變形量,也是減小吊裝變形的方法之一。
2實施應用
我們以在建的180萬噸散貨船為試驗對象,實施艙口圍艙口蓋一體化建造。在充分的事前準備和嚴格的過程控制下,一體化安裝方法取得了良好的應用效果,實現艙口圍艙口蓋單元整吊一次成功。圖6為艙口圍艙口蓋一體化吊裝搭載定位過程。

圖6 艙口圍艙口蓋一體化吊裝搭載
在實施應用中我們嚴格按照艙口圍艙口蓋一體化建造技術工藝流程進行,重點把握一體化建造技術工藝要點,對貨艙艙口建造過程精度和艙口圍艙口蓋一體化單元建造精度進行密切跟蹤監控。最終一體化單元搭載精度滿足要求,艙口圍肘板構架無開刀,艙口圍附件無修改,艙口蓋及附件能夠正常使用,實現了艙口圍艙口蓋一體化建造。為確保吊裝的安全性和減少吊裝變形,我們根據艙口圍艙口蓋上鎖緊裝置的特點,制定了合理的吊裝及加強方案。
3效益分析
3.1經濟效益
如表2所示,通過艙口圍艙口蓋傳統安裝方式與一體化建造方式的工時對比分析可知,實施艙口圍艙口蓋平臺一體化建造,單艙可節省近400工時,具有相當可觀的經濟效益。艙口圍搭載、艙口蓋及附件安裝、液壓管系安裝與投油等工作提前至平臺完成,減少了船塢工作量,可縮短塢期2~3天。此外,艙口圍艙口蓋單元上船安裝完整性提高,可提高船塢內的施工效率,進一步縮短塢期。相較傳統艙口圍艙口蓋安裝工藝,船舶出塢完整性也得到提高,使得碼頭周期也能縮短約3天。
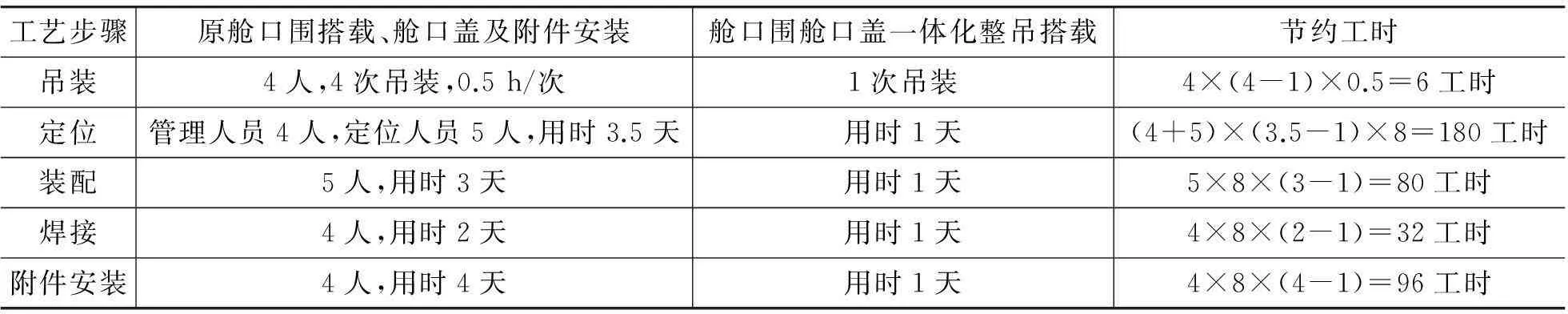
表2 艙口圍艙口蓋傳統安裝方式與一體化建造方式工時分析
3.2社會效益
艙口圍艙口蓋一體化建造成功實施標志著船舶建造工藝完成了技術革新,打破了日韓船廠在此項工藝上的技術壟斷,極大提高了國內船廠在全球船舶市場中的競爭力。一體化建造技術的關鍵在于船舶建造過程中良好的精度控制,此項新工藝的成功應用既檢驗了公司當前的精度控制能力和水平,也為精度水平的進一步提高打下了堅實的基礎。一體化建造技術將船塢及碼頭工作移至平臺做,減少了交叉作業,改善了施工條件,降低了勞動強度,促進了生產效率的提高,極大程度上緩解了船塢及碼頭的壓力。
4結束語
工藝技術的革新是提高船廠船舶建造能力的快速途徑,只有將新技術進一步推廣應用,才能促進船廠不斷發展,為船廠帶來巨大經濟效益。因此散貨船艙口圍艙口蓋一體化建造工藝仍需深入研究、不斷完善,最終實現此項工藝的普遍應用,從而真正提高散貨船的建造能力。通過此項工藝改善可以看出,良好的精度控制水平是一體化建造技術順利實施的重要保障。因此,在船舶建造過程中要注重精度數據的積累,從而促進精度控制水平的不斷提升,才能促使船舶建造工藝的不斷革新。
參考文獻
[1]楊惠斌,熊飛,謝義東. 淺談大型船舶艙口圍地面組裝及整體吊裝方案[J]. 廣東造船,2013(4):59-61.
[2]張華. 側移式艙口蓋舾裝工藝流程[J]. 船舶標準化工程師,2012(5):36-38.
[3]葉飛. 艙口圍艙口蓋總組一體化研究[J]. 外高橋長興造船技術,2012(4).
[4]黃棟梁,吳曉剛,楊斌. 散貨船大艙口蓋建造問題重點解析[J]. 科技風,2012(15):144-145.

[上接第2頁]
綸編織繩索的對比,前者的繩索線密度和使用直徑更小、原材料的消耗更少。在保持繩索強度優勢的情況下,若以公稱直徑14 mm的乙綸八股編織繩索替代市面上公稱直徑16 mm的普通乙綸三股繩用作曳綱或者海錨繩,不僅降低了其密度和使用半徑,且減少了對其材料的消耗。
2裝置的應用
漁船一般在錨泊的情況下進行作業,甚至多數的遠洋漁船大部分時間都是處于錨泊狀態,當處于錨泊狀態時漁船的用電就只有工作用電這一塊。如果錨泊時的船舶能夠利用其工作海域的潮流能,通過潮流能發電裝置發電提供船舶工作用電,這樣不僅能夠解決船舶的工作用電,而且減少了能源的消耗保護了環境,然而如今船舶對潮流能的應用多采用直接在船艉安裝潮流能發電裝置的方法,雖然此種方式也能實現對潮流能的利用,但是船舶艉部的附加發電裝置可能會影響到漁船的正常作業,減少船舶甲板作業空間,對船舶正常作業產生一定影響。
當船舶應用此裝置,在船舶停駛作業時,錨體投入海水中,通過浮子控制錨體穩定于一定的海平面高度,使錨體處在相對穩定的海水環境中。錨體的聚流作用能將海水匯聚至錨體尾端,匯聚的海流通過潮流能發電裝置,帶動潮流能發電裝置工作,潮流能發電裝置發出的電通過電纜傳輸到船上。
3結語
傘錨可匯聚通過它的海流,聚集高速流動的海流驅動潮流能發電機運轉,實現潮流能發電,對船上用電進行補充。本裝置通過采用直驅式潮流能發電機,相對常規潮流能發電機省去了齒輪箱,與海錨的匹配度更佳,發電效率相對要高,在能源短缺的背景下,對漁業的發展有非常重要的意義。
[1]劉瑩瑩,謝永和,李國強,等. 漁船節能技術中潮流能發電的應用設計[J].船電技術,2014(4):45-48.
[2]顏麗星.船用可控強力傘錨[P].中國專利:03210559.2,2004.
[3]鄭聯貴.船用強力傘錨[P].中國專利:95229565.2,1997.
[4]戴慶忠. 潮流能發電及潮流能發電裝置[J].東方電機,2010(2):51-66.
[5]段自豪,陳正壽. 潮流發電現狀分析及未來展望[J].中國水運:下半月,2012(2):106-107.
[6]石建高,王魯民,陳曉蕾,等. 高性能乙綸八股繩性能研究[J].現代漁業信息,2010(11):17-20.

Research on Integrative Construction Technology of Hatch Coaming
and Hatch Cover in Bulk Carrier
JIANG Xu-feng, JI Fu-qiang, LIU Lei, LIU Bao-hua
(Shanghai Jiangnan Changxing Heavy Industry Co., Ltd., Shanghai 201913, China)
AbstractThis article mainly focuses on hatch coaming and hatch cover system building technology revolution of large bulk carrier, hatch coaming and hatch cover integrative building method is introduced. By analyzing the integrative building technology, the key points of the integrative building technology are expounded, accuracy control method of cargo hatch and the integrative cell building, the lifting deformation control are referred. The economic and social benefits of the application according to the practicing effect are analyzed at the same time.
KeywordsTechnology revolutionIntegrative building Accuracy control
中圖分類號U671
文獻標志碼A
作者簡介:姜旭楓(1973-),男,工程師。
猜你喜歡
艦船科學技術(2022年14期)2022-09-22 03:07:40
艦船科學技術(2022年2期)2022-03-29 01:12:44
小哥白尼(趣味科學)(2019年10期)2020-01-18 09:16:22
山東冶金(2019年6期)2020-01-06 07:45:54
船舶標準化工程師(2019年4期)2019-07-24 07:21:12
世界農藥(2019年2期)2019-07-13 05:55:12
中國船檢(2017年3期)2017-05-18 11:33:09
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
