基于Dynaform的底甲板壓型過程數值模擬分析
2015-02-17 08:07:32杜德恒李宏偉蔡曉清馮和永張衛華陳東紅周正國
新技術新工藝 2015年11期
杜德恒,李宏偉,陳 泳,蔡曉清,馮和永,張衛華,陳東紅,周正國,高 偉
(北京北方車輛集團有限公司 工藝技術中心,北京 100072)
基于Dynaform的底甲板壓型過程數值模擬分析
杜德恒,李宏偉,陳泳,蔡曉清,馮和永,張衛華,陳東紅,周正國,高偉
(北京北方車輛集團有限公司 工藝技術中心,北京 100072)
摘要:底甲板成型過程中材料流動情況復雜,成型后產品易產生回彈,影響產品尺寸精度。結合生產實際情況,根據產品成型特點,應用Dynaform軟件模擬分析不同成型參數下板料成型過程中的材料應變分布、厚度變化及回彈情況。根據模擬結果,分析模具間隙、保壓時間和成型溫度等工藝參數對沖壓件產品質量的影響,預測產品在沖壓成型過程中的質量問題,為工藝設計及模具結構改進提供了理論依據,并且提高了產品的成型尺寸精度。
關鍵詞:Dynaform;數值模擬;底甲板;壓型
在特種車輛上,很多零件是用特種鋼板(厚度一般為6~10 mm)壓制而成的。在制造這些厚板零件時,因在常溫下加工,會產生嚴重的加工硬化、翹形和裂紋等現象,所以采用熱壓成型[1]技術來進行加工。熱壓成型技術由瑞典的Hard Tech公司于20世紀80年代首次提出,它是一項專門用于成型高強度厚鋼板沖壓件的新技術,其工藝流程如圖1所示。成型過程的工藝參數、模具結構、材料性能、毛坯形狀和尺寸、邊界條件、模具和板材之間的摩擦、模具間隙、金屬流動及殘余應力等對沖壓件的產品質量有很大影響[2]。傳統的工藝設計方法主要依賴于技術人員的經驗和直覺,很多因素需要通過生產中的反復試驗來調整,結果很難達到縮短產品開發周期、降低生產成本的目的,同時產品質量也不易保證;因此,如何迅速且準確地預測整個熱壓成型過程中可能出現的各種問題,并確定其中的一些重要工藝參數,成為熱壓成型工藝發展及推廣的瓶頸問題[3-5]。

[3] 趙宗讓.電廠鍋爐SCR煙氣脫硝系統設計優化[J].中國電力,2005,38(11):69-74.
[4] Pudasainee D, Lee S J, Lee S H, et al.Effect of selective catalytic reactor on oxidation and enhanced removal of mercury in coal-fired power plants[J].Fuel,2010,89(4):804-809.
[5] Chiang C J, Kuo C L, Huang C C. Model predictive control of SCR aftertreatment system[C]//Proceedings of the 2010 5th IEEE Conference on Industrial Electronics and Applications. Taiwan, 2009:2058-2063.
[6] 周洪煜, 趙乾,張振華,等. 煙氣脫硝噴氨量SA-RBF神經網絡最優控制[J]. 控制工程, 2012, 19(6):948-951.
[7] 周洪煜,張振華,張軍,等. 超臨界鍋爐煙氣脫硝噴氨量混結構-徑向基函數神經網絡最優控制[J]. 中國電機工程學報, 2011, 31(5):108-113.

責任編輯彭光宇北京北方車輛集團有限公司加工的底甲板產品如圖2所示。材料為特種鋼(616鋼),厚度為6 mm。作為車輛的一個重要承載、防護部件,底甲板性能的好壞直接影響到車輛使用的安全性和可靠性。成型過程存在起皺、回彈變形等問題,為確保能連續、穩定地加工出滿足使用要求的產品,本文對底甲板熱壓成型工藝進行了試驗研究,通過應用Dynaform有限元分析軟件對成型過程、模具結構進行了分析[6-7]。

圖1 壓型工藝流程
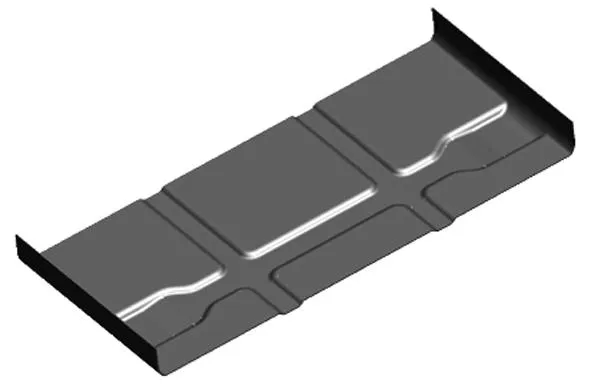
圖2 底甲板結構圖
1材料性能分析
1.1密度
根據相關文獻可知,616鋼板的密度為7.8 g/cm3。
1.2彈性模量
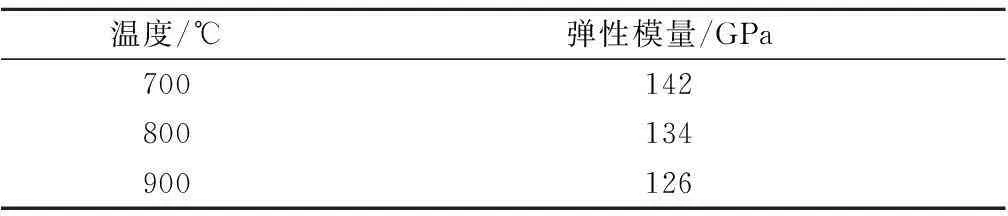
表1 特種鋼板不同溫度對應的彈性模量
1.3泊松比
根據相關文獻可知,616鋼板在不同變形溫度下所對應的泊松比見表2。
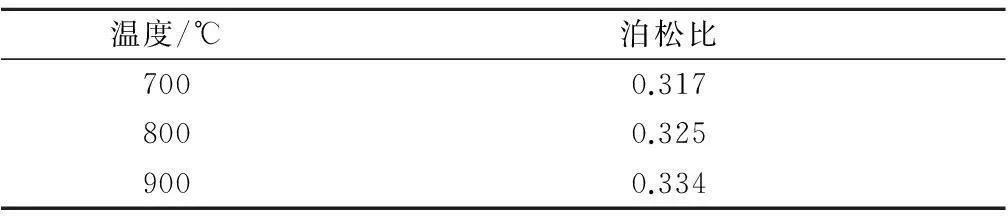
表2 特種鋼板不同溫度對應的泊松比
1.4各項異性系數
根據Dynaform軟件數據庫提供的材料數據可知,616鋼板各項異性系數為:R0=1.73,R45=1.35,R90=2.18。
1.5應力-應變曲線
根據相關文獻可知,616鋼板在700、800和900 ℃的應力-應變曲線如圖3所示。
伴隨科技的跨越式發展,我國電力系統的智能化建設及自動化水平持續提升,自動化技術在配電網運用的程度愈發增加得配電網的運行更加可靠、安全、高效,極大地增強了配電網執行任務的效率,進而為用戶供應優質化的供電服務優質指明了前進動力。本文通過論述當前電力系統配電網運行中暴露的主要問題,接著就配電網自動化技術的應用提出若干可靠的實施策略。

圖3 616鋼板的不同溫度應力-應變曲線
2工藝參數
工藝參數如下。
1)坯料尺寸。根據實際生產的工藝參數,模擬過程中坯料的尺寸為:2 700 mm×1 230 mm×6 mm。
2)板料加熱溫度。模擬過程中板料的加熱溫度分別為700、800和900 ℃。
3)壓制速度。模擬過程中上模的壓制速度為500 mm/s。
4)摩擦因數。根據相關文獻可知,摩擦因數為0.5。
5)保壓時間。模擬過程中保壓時間分別為15、20和30 s。
6)模具間隙。模具閉合間隙分別取5.9、6.2和6.6 mm。
3616鋼板熱沖壓成型模擬結果與分析
3.1不同閉合間隙熱沖壓成型模擬結果對比與分析
3.1.1不同閉合間隙熱沖壓成型過程結束后板料主應變模擬結果對比與分析
當變形溫度為900 ℃時,616鋼板熱沖壓成型過程結束后的板料主應變模擬結果如圖4所示。從圖4可以看出,上表面凸起邊緣位置主應變較大,其余位置主應變非常小;閉合間隙5.9、6.2和6.6 mm所對應的主應變分別為-0.01~0.220、-0.01~0.210和-0.009~0.210 mm,可見主應變最大值隨著閉合間隙的增大呈降低趨勢。
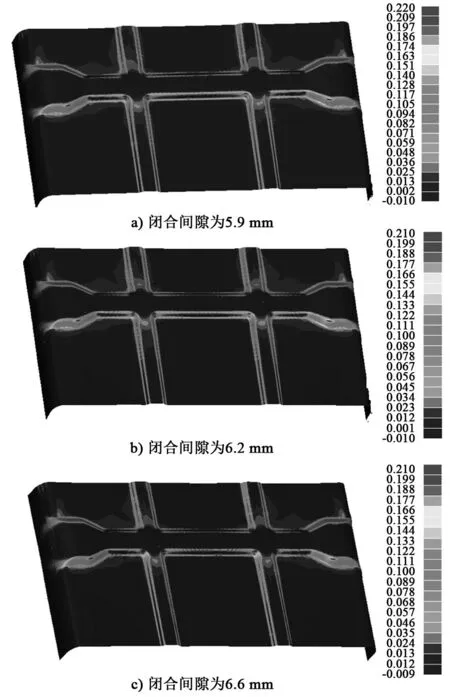
圖4 熱沖壓成型過程結束后板料主應變模擬結果
3.1.2不同閉合間隙熱沖壓成型過程結束后的板料厚度模擬結果對比與分析
當變形溫度為900 ℃時,616鋼板熱沖壓成型過程結束后的板料厚度模擬結果如圖5所示。從圖5可以看出,板料最厚的位置為筋兩側,最薄的位置為上表面凸起邊緣位置;閉合間隙5.9、6.2和6.6 mm所對應的厚度分別為4.826~6.508、4.877~6.495和4.875~6.489 mm,由此可見,厚度最大值隨著閉合間隙的增大而減小,厚度最小值隨著閉合間隙的增大而增大。
3.1.3不同閉合間隙熱沖壓回彈過程結束后板料回彈距離模擬結果對比與分析
當變形溫度為900 ℃時,616鋼板熱沖壓回彈過程結束后的板料回彈距離模擬結果如圖6所示。從圖6可以看出,板料上表面中間位置負向回彈距離較大,板料兩側彎曲位置正向回彈距離較大;閉合間隙5.9、6.2和6.6mm所對應的回彈距離分別為-4.106~4.556、-5.782~4.765和-5.798~4.854 mm,可見回彈距離隨著閉合間隙的增大呈增大趨勢。
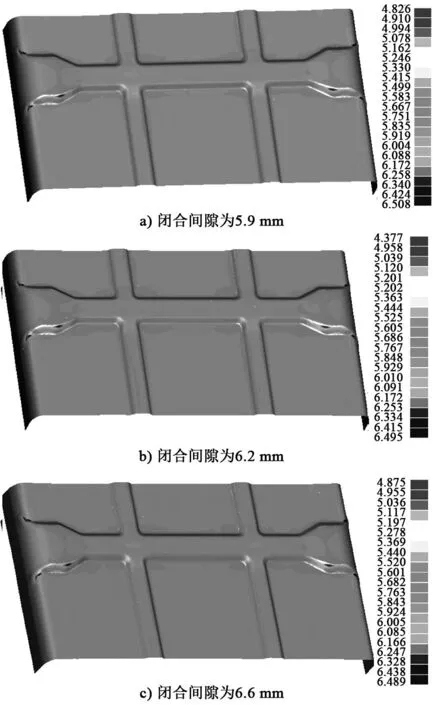
圖5 熱沖壓成型過程結束后板料厚度模擬結果
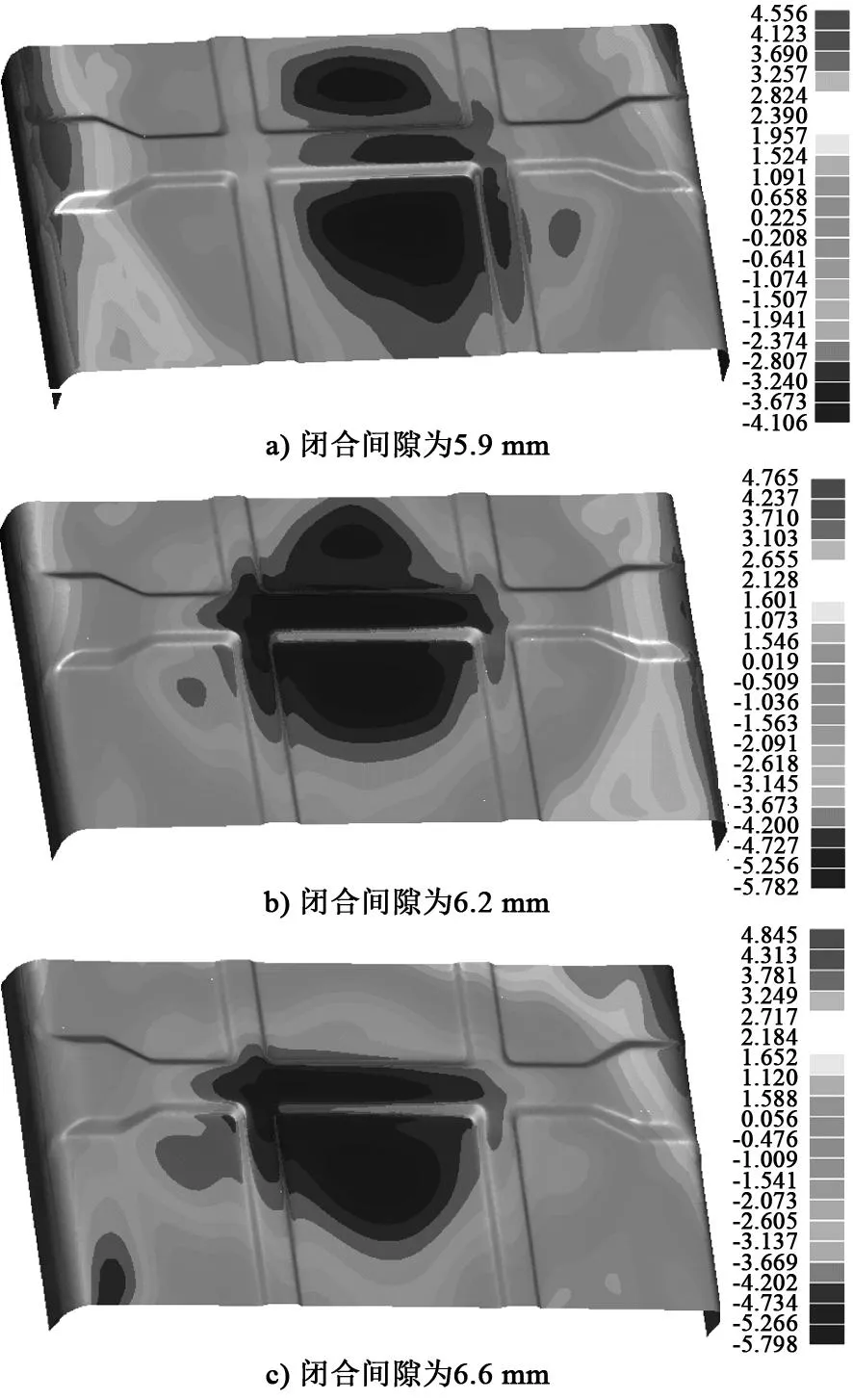
圖6 熱沖壓回彈過程結束后板料回彈距離模擬結果
3.1.4小結
變形溫度為900 ℃時,對應閉合間隙5.9、6.2和6.6 mm,板料熱沖壓成型模擬結果對比見表3。從表3可以看出,隨著閉合間隙增大,主應變呈降低趨勢,板厚最大值呈降低趨勢,回彈距離呈增大趨勢。
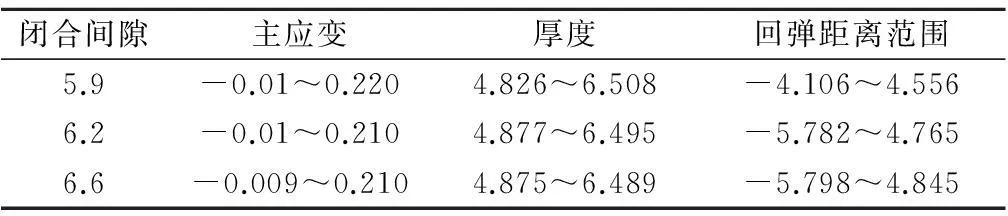
表3 不同閉合間隙板料熱沖壓工藝模擬結果對比表 (mm)
3.2不同保壓時間熱沖壓成型模擬結果對比與分析
3.2.1不同保壓時間熱沖壓成型過程結束后板料主應變模擬結果對比與分析
當閉合間隙為5.9 mm,變形溫度為900 ℃時,616鋼板熱沖壓成型過程結束后的板料主應變模擬結果如圖7所示。從圖7可以看出,上表面凸起邊緣位置的主應變較大,其余位置的主應變非常小;保壓時間為15、20和30 s所對應的主應變分別為-0.001~0.124、-0.001~0.094和-0.001~0.078 mm,由此可見,主應變量隨著保壓時間延長呈降低趨勢。
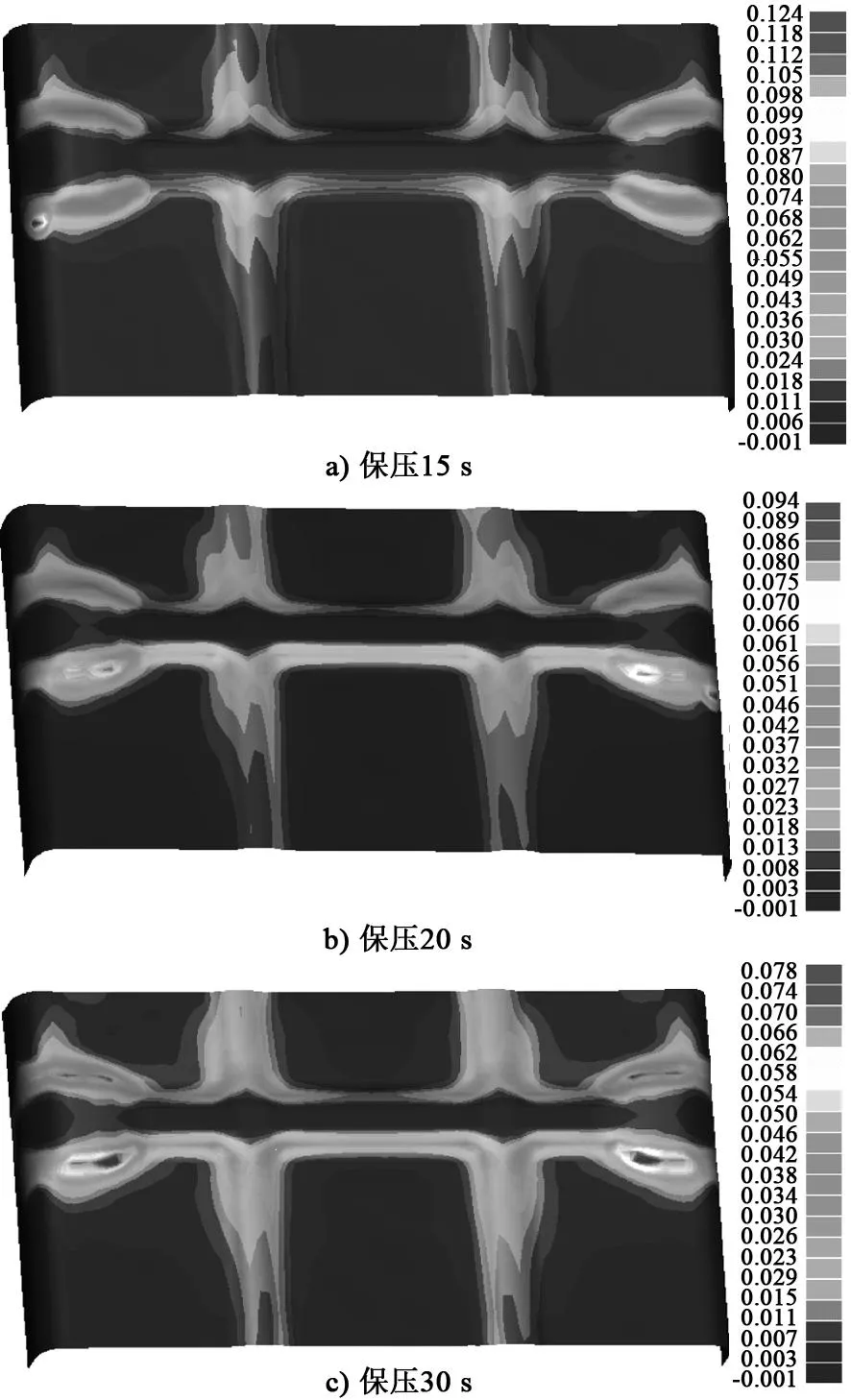
圖7 熱沖壓成型過程結束后板料主應變模擬結果
3.2.2不同保壓時間熱沖壓成型過程結束后板料厚度模擬結果對比與分析
當閉合間隙為5.9 mm,變形溫度為900 ℃時,616鋼板熱沖壓成型過程結束后的板料厚度模擬結果如圖8所示。從圖8可以看出,上表面凸起邊緣位置最薄,筋兩側位置最厚;保壓15、20和30 s所對應的厚度分別為5.522~6.627、5.525~6.466和5.517~6.268 mm,由此可見,板料厚度最大值隨保壓時間延長呈降低趨勢。
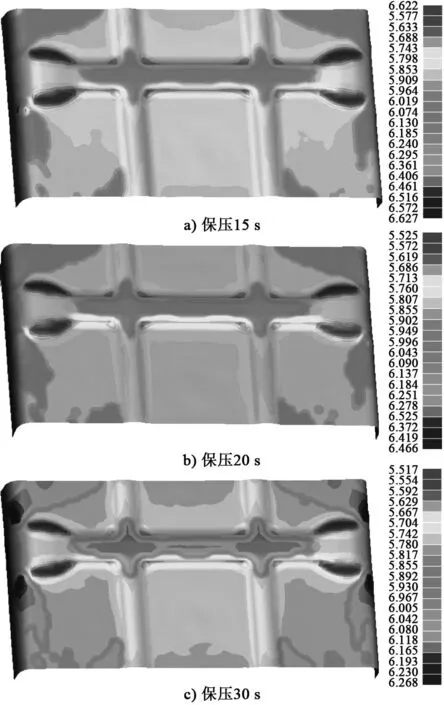
圖8 熱沖壓成型過程結束后板料厚度模擬結果
3.2.3不同保壓時間熱沖壓回彈過程結束后板料回彈距離模擬結果對比與分析
當閉合間隙為5.9 mm,變形溫度為900 ℃時,616鋼板熱沖壓回彈過程結束后的板料回彈距離模擬結果如圖9所示。從圖9可以看出,上表面中間位置負向回彈距離較大,板料兩側彎曲位置正向回彈距離較大;保壓15、20和30 s所對應的回彈距離分別為-2.330~3.617、-2.120~2.833和-2.189~2.083 mm,由此可見,板料回彈距離隨保壓時間延長呈降低趨勢。

圖9 熱沖壓回彈過程結束后板料回彈距離模擬結果
3.2.4小結
當閉合間隙為5.9 mm,變形溫度為900 ℃時,對應保壓時間15、20和30 s,板料熱沖壓成型模擬結果對比見表4。從表4可以看出,當保壓時間延長,主應變量呈降低趨勢,板厚最大值呈降低趨勢,回彈距離呈降低趨勢。
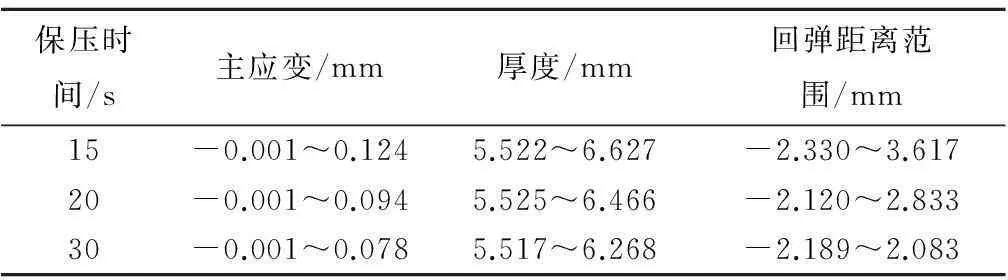
表4 不同閉合間隙板料熱沖壓工藝模擬結果對比表
3.3不同變形溫度熱沖壓成型模擬結果對比與分析
3.3.1不同變形溫度熱沖壓成型過程結束后板料主應變模擬結果對比與分析
當閉合間隙為5.9 mm時,對應變形溫度700、800和900 ℃,616鋼板熱沖壓成型過程結束后的板料主應變模擬結果如圖10所示。從圖10可以看出,上表面凸起邊緣位置主應變較大,其余位置主應變非常小;變形溫度700、800和900 ℃所對應的主應變量分別為-0.010~0.183、-0.011~0.193和-0.010~0.220 mm,由此可見,主應變量隨變形溫度升高呈增大趨勢。

圖10 熱沖壓成型過程結束后板料主應變模擬結果
3.3.2不同變形溫度熱沖壓成型過程結束后板料厚度模擬結果對比與分析
當閉合間隙為5.9 mm時,對應變形溫度700、800和900 ℃,616鋼板熱沖壓成型過程結束后的板料厚度模擬結果如圖11所示。從圖11可以看出,上表面凸起邊緣位置最薄,筋兩側位置最厚;變形溫度700、800和900 ℃所對應的厚度分別為5.009~6.537、4.951~6.526和4.826~6.508 mm,由此可見,板料厚度的最大值和最小值均隨變形溫度升高而降低。
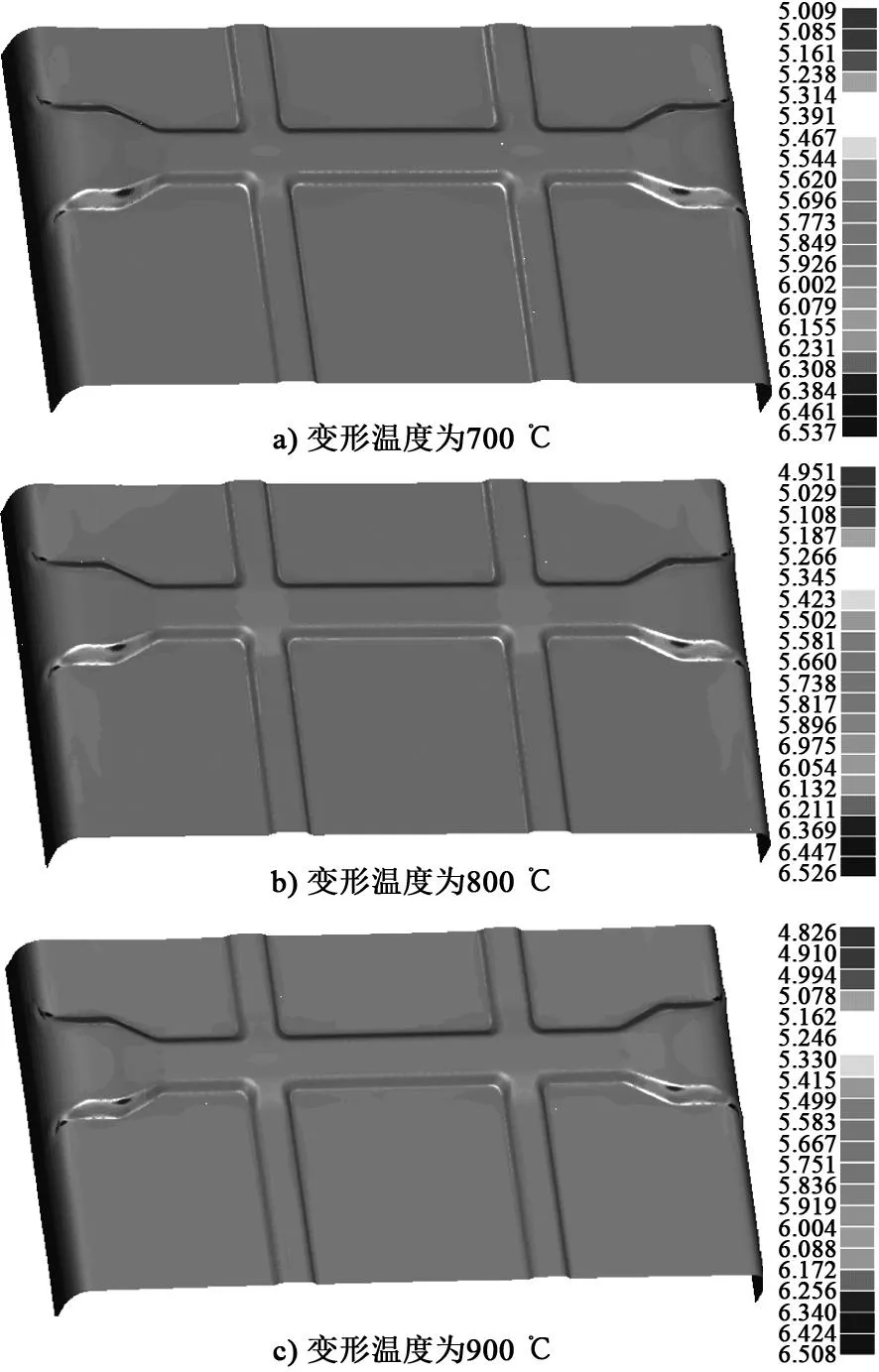
圖11 熱沖壓成型過程結束后板料厚度模擬結果
3.3.3不同變形溫度熱沖壓回彈過程結束后板料回彈距離模擬結果對比與分析
當閉合間隙為5.9 mm時,對應變形溫度700、800和900 ℃,616鋼板熱沖壓回彈過程結束后的板料回彈距離模擬結果如圖12所示。從圖12可以看出,上表面中間位置負向回彈距離較大,板料兩側彎曲位置正向回彈距離較大;變形溫度700、800和900 ℃所對應的回彈距離分別為-5.936~6.292、-5.311~5.415和-4.106~4.556 mm,可見板料回彈距離隨變形溫度升高呈降低趨勢。
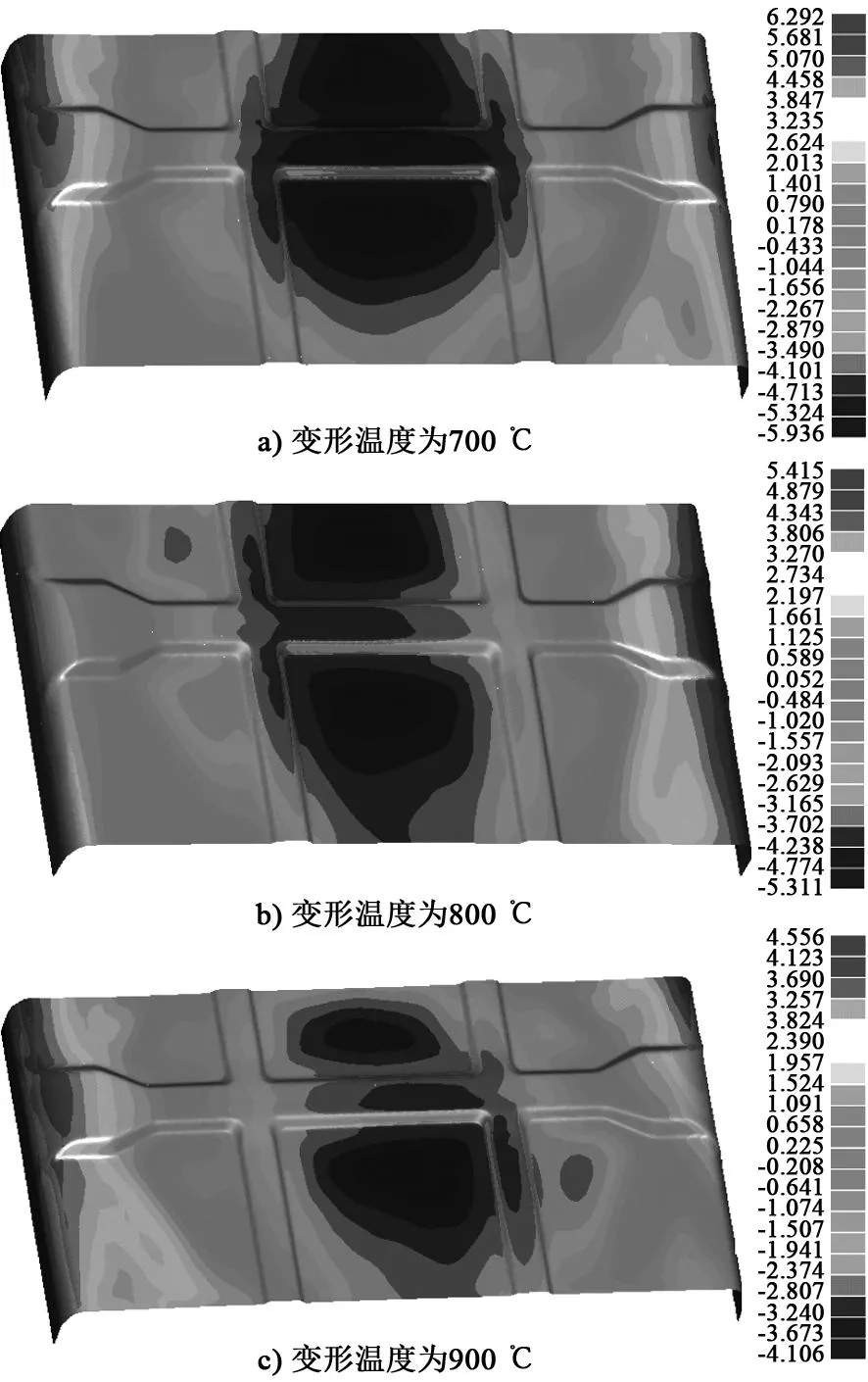
圖12 熱沖壓回彈過程結束后板料回彈距離模擬結果
3.3.4小結
當閉合間隙為5.9 mm時,對應變形溫度700、800和900 ℃,板料熱沖壓工藝模擬結果對比見表5。從表5可以看出,當變形溫度升高,主應變呈增大趨勢,板厚呈降低趨勢,回彈距離呈降低趨勢。
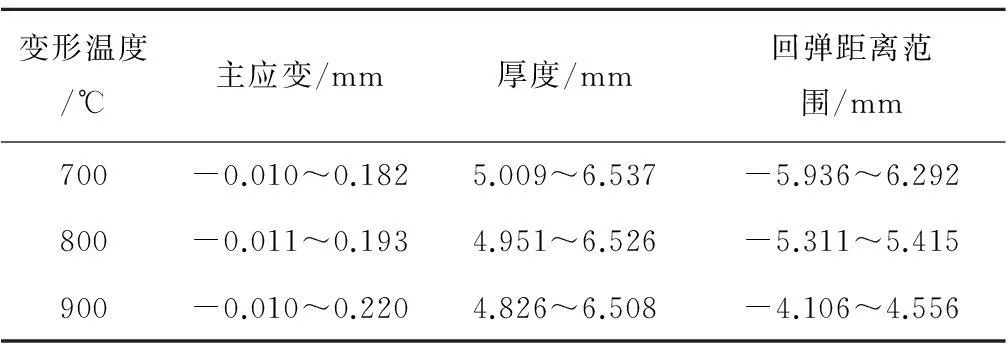
表5 不同閉合間隙板料熱沖壓工藝模擬結果對比表
5結語
模擬結果顯示:當閉合間隙分別為5.9、6.2和6.6 mm時,回彈距離分別為-4.106~4.556、-5.782~4.765和-5.798~4.845 mm;當變形溫度分別為700、800和900 ℃時,回彈距離分別為-5.936~6.292、-5.311~5.415和-4.106~4.556 mm;當保壓時間分別為15、20和30 s時,回彈距離分別為-2.330~3.617、-2.120~2.833和-2.189~2.083 mm。
由此可得,在模擬設置的熱沖壓參數范圍內,回彈距離隨閉合間隙增大而增大,隨變形溫度升高而減小,隨保壓時間的延長而減小。當變形溫度為900 ℃,閉合間隙為5.9 mm,保壓時間為30 s時,熱沖壓工藝回彈距離最小。
參考文獻
[1] 楊玉英,崔令江.實用沖壓工藝及模具設計手冊[M]. 北京:機械工業出版社,2004.
[2] 曹春曉,聶紹珉.鍛壓手冊[M]. 北京:機械工業出版社,2013.
[3] 谷諍巍,姜超,單忠德,等.超高強度鋼板沖壓件熱成形工藝[J].汽車工藝與材料,2009(4):15-17.
[4] 徐偉力,管曙榮,艾健,等.鋼板熱沖壓新技術關鍵裝備和核心技術[J].世界鋼鐵,2009(2):30-33.
[5] 谷諍巍,單忠德,徐虹.汽車高強度鋼板沖壓件熱成形技術研究[J].模具工業,2009,35(4):27-29.
[6] 王秀鳳,郎利輝.板料成形CAE設計及應用[M]. 北京:北京航空航天大學出版社,2008.
[7] 蘇春建,于濤.金屬板材成型CAE分析及應用[M]. 北京:國防工業出版社,2011.
責任編輯鄭練
Numerical Simulation Analysis of Bottom Seck Press Forming Process based on Dynaform Software
DU Deheng, LI Hongwei, CHEN Yong, CAI Xiaoqing, FENG Heyong,
ZHANG Weihua, CHEN Donghong, ZHOU Zhengguo, GAO Wei
(Beijing North Vehicle Group Corporation, Beijing 100072, China)
Abstract:Because of the complex material flow during the forming process of bottom deck, the products are prone to rebound, so that affect the dimension precision of the product. With the actual need for produce and according to the characteristics of the product, analyze the distribution of stress and strain and rebound in the forming process of molding parameters in different conditions during the bottom deck pressing process with Dynaform software. According to the simulation result, analyze the influence of die clearance, pressure holding time, temperature and other process parameters on the forming quality of stamping parts, predict the quality problem of the product during the forming process, and provide the theory basis for the technological design and the die structure improvement, which can improve the dimension precision of the product during the forming process.
Key words:Dynaform, numerical simulation, bottom deck, press forming
收稿日期:2015-04-13 2015-05-21
作者簡介:昝小舒(1980-),男,講師,博士,主要從事熱工自動控制、新能源發電和儲能技術等方面的研究。 杜德恒(1983-),男,碩士,工程師,主要從事壓力加工工藝等方面的研究。
中圖分類號:TG 376.2
文獻標志碼:A
