鋁板組合焊接機箱的加工策略研究
2015-02-17 08:07:24彭代強張益泉趙發銀
新技術新工藝 2015年11期
關鍵詞:焊接
彭代強,張益泉,趙發銀
(中國兵器工業第五八研究所 產品制造部,四川 綿陽 621000)
鋁板組合焊接機箱的加工策略研究
彭代強,張益泉,趙發銀
(中國兵器工業第五八研究所 產品制造部,四川 綿陽 621000)
摘要:某鋁板組合焊接類機箱需要在野外作業,由于路途顛簸,振動次數較多,因此要求其強度高、質量輕,并進行振動、沖擊等環境試驗。分析了該類機箱的技術要求和工藝特點,通過工藝驗證對提出的工藝方案進行了可行性分析及評估,研究了不同焊接方式的加工效果,選取了合理且經濟的工藝方案,保證了鋁板組合焊接的質量,有效降低了該類機箱的生產成本,縮短了加工周期,對加工有同類使用功能及焊接要求的機箱有一定的參考價值。
關鍵詞:鋁板組合機箱;焊接;工藝方案;工藝驗證;加工成本;加工周期
某機箱結構為鋁板組合焊接類機箱,材料為2A12,其外形尺寸為545 mm×420 mm×221.5 mm。該機箱由于工作性能需要,結構要求強度高、質量輕,并進行振動、沖擊等環境試驗;因此,用螺釘組裝成機箱后,還需要采用焊接工藝。本文分析了該類機箱的技術要求和工藝特點,通過焊接工藝驗證,選取了合理且經濟的工藝方案。
1工藝分析
該機箱需要在野外作業,路途顛簸,振動次數較多,作業環境較為惡劣。如果箱體只用螺釘聯接,箱體的可靠性得不到保證,因此,在機械加工圖樣中,技術要求明確提出各鋁板聯接后需采用焊接,以保證強度。如果鋁件四周滿焊,焊接變形會很大,加工周期較長,且難度較大;如果不焊接又不能滿足產品強度要求。究其原因,主要是在焊接過程中,鋁合金不均勻的加熱使得焊縫及其附近的溫度很高,冷卻后,焊縫就產生了不同程度的收縮和殘余應力(縱向殘余應力和橫向殘余應力),致使焊接結構產生各種變形[1]。由于鋁的熱導率是鋼的3倍,因此,鋁板焊接變形的控制比碳鋼結構難度大。如何采用最佳的工藝手段,使機箱焊接后變形小,加工難度降低,產品強度滿足要求,是目前亟需解決的問題。
2加工要求
為了達到圖樣的尺寸和技術要求,保證機箱的強度,要求機箱在組合焊接后,無明顯變形,長、寬公差控制在±0.5mm以內,且能夠滿足振動、沖擊試驗要求。
3工藝驗證
3.1提出工藝方案
本文提出了3種焊接方案(見表1),并逐一進行驗證,分析優劣。
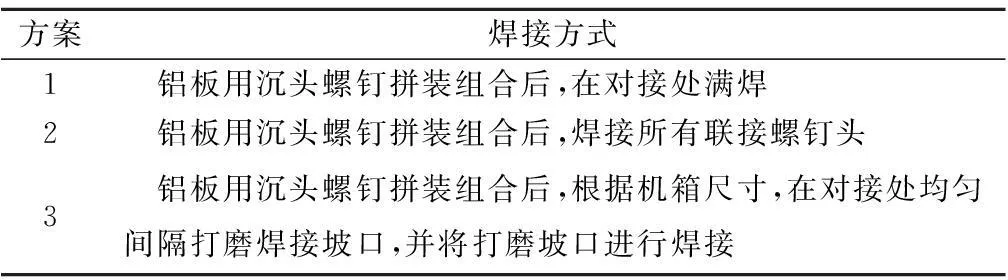
表1 驗證方案對照表
3.2驗證工藝方案
選取3組與機箱相同規格、尺寸和厚度的5塊鋁板,分別代替機箱的前面板,后面板,左、右側板和底板。經過銑削外形、鉆攻螺紋孔和組裝,再按表1的3種方案分別焊接后進行驗證。各面板銑削加工后外形尺寸見表2。
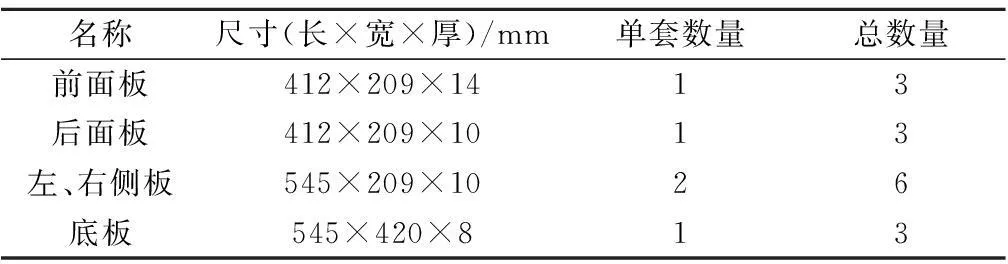
表2 各面板加工后外形尺寸
為了達到良好的驗證效果,在加工拼裝連接孔時,應嚴格按照圖樣的孔距和數量,分別在前、后、左、右面板共加工38處螺釘裝配孔;再用M4×12十字槽沉頭螺釘組合裝配3組驗證機箱;最后按照表1的3種焊接方式,分別對機箱進行焊接。驗證機箱焊接前、后的外形尺寸對比表見表3。
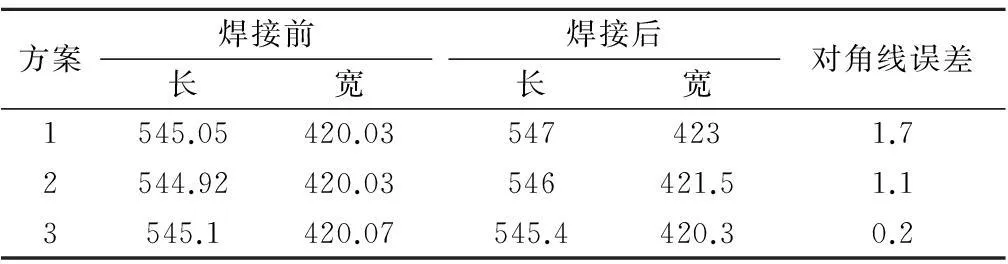
表3 驗證機箱焊接前、后的外形尺寸對照表 (mm)
3.3分析方案優劣
從3種方案在焊接試驗后的尺寸對照可以看出,方案1的焊接變形量最大。如果采用方案1整體焊接,要達到圖樣的各項尺寸,需要留出精加工余量,并制作專用的焊接工裝,控制焊接變形量,材料成本和加工成本較高;如果采用方案2焊接外表面所有螺釘頭,焊接變形仍較大,同樣需要人工校形和精加工;雖然方案3焊接量少,但能夠滿足產品的強度要求,且加工周期和成本都有很大減少。3種方案的優劣對比詳細情況見表4。評分標準為很好5分,較好4分,一般3分,較差2分,差1分;選擇標準是最后總分最高者為最佳方案。
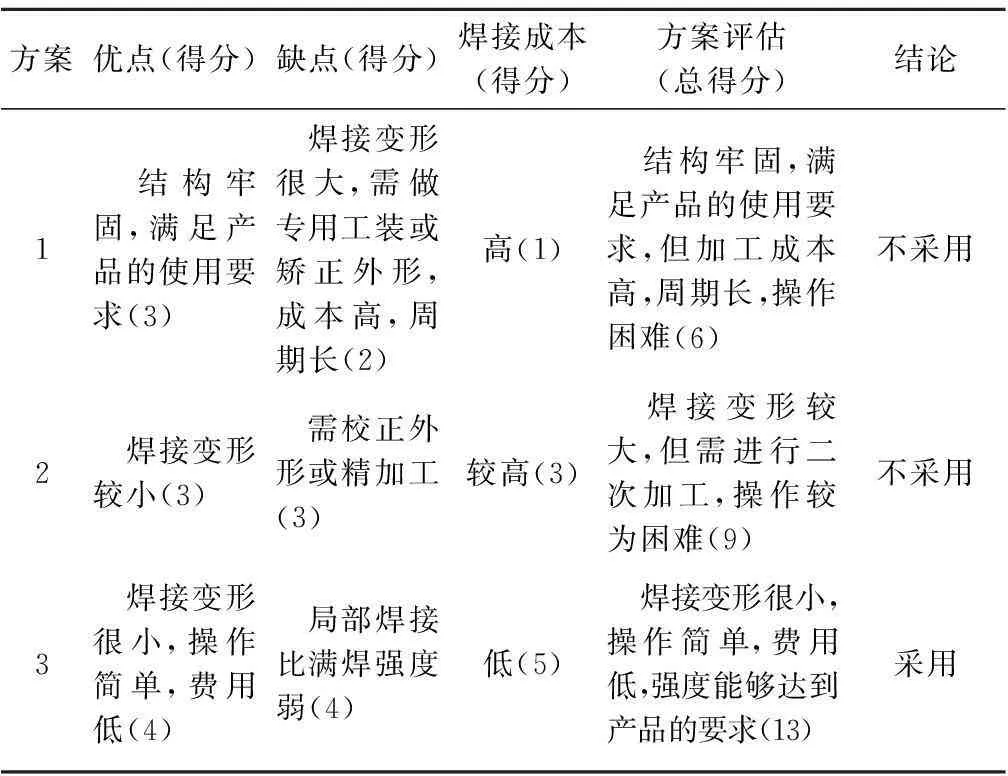
表4 方案可行性分析及評估表
3.4確定最佳方案
經過對上述3種方案的驗證和分析評估,確定分值最高的是方案3,即在機箱外表面對接處局部打磨焊接坡口焊接機箱為最佳方案。
4制定工藝方案流程
工藝方案流程如圖1所示。
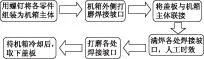
圖1 工藝方案流程圖
5工藝方案實施
通過對3種方案的可行性分析及評估,決定采用在機箱局部打磨焊接坡口的加工形式,來保證機箱主體的焊接質量。具體實施的工藝手段為:1)分析機箱主體的結構,在機箱主體外側選定合理的焊接位置(根據機箱尺寸,每一邊選取2~3處,共10處),打磨2×45°焊接坡口,長度為25~30 mm,保證適當間距;2)焊接前,將機箱主體和蓋板用螺釘聯接,更好地控制焊接變形;3)將機箱主體打磨的焊接坡口滿焊,其余地方不焊接;4)焊接完成后,采用人工時效,去除焊接時產生的殘余應力;5)打磨平整焊接坡口,待冷卻后,取下機箱主體的蓋板。
通過在加工生產中的實際運用,證明上述工藝措施能良好地保證機箱主體的設計尺寸和強度要求。經過對4臺機箱主體組合焊接后的外形尺寸進行測量,證明機箱變形量在圖樣尺寸的公差范圍內,且通過振動、沖擊試驗未發生裂紋與變形情況,符合圖樣的尺寸和技術要求。
6結語
通過工藝方式的合理選擇,有效降低了生產成本,縮短了生產周期。根據表4的成本統計,選擇局部打磨坡口焊接。在焊接這一環節,每件機箱比方案1節約了1 130元。對加工有同類使用功能及焊接要求的機箱有一定的參考價值。
參考文獻
[1] 陳裕川.焊接工藝設計與實例分析[M].北京:機械工業出版社,2010.

責任編輯鄭練
Processing Strategy Research of the Aluminum Composite Welding Casing
PENG Daiqiang, ZHANG Yiquan, ZHAO Fayin
(Department of Product Manufacturing, No.58 Research Institute of China Ordnance Industries, Mianyang 621000, China)
Abstract:Due to the road bumps and more vibration frequency need in field operation of A combination of aluminum welding class chassis, so the mechanical processing for high strength and light quality needs to test through vibration, impact, etc. Analyze the technical requirement and process characteristic of the case. Through the process validation of the proposed process carried out with feasibility analysis and evaluation, study the effect of different welding processing, select the reasonable and economic process, and ensure the quality of the welding of aluminum plate combination. It effectively reduces the production cost of this kind of case, shortens the processing cycle, and has a certain reference value to similar functions and welding request for processing.
Key words:aluminum plate combination casing, welding, process, process validation, processing cost, processing cycle
收稿日期:2015-04-02
作者簡介:彭代強(1986-),男,大學本科,助理工程師,主要從事工藝設計等方面的研究。
中圖分類號:TG 4
文獻標志碼:A
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
