西門子系統常見誤差補償方法的分析與研究
2015-02-05 08:05:50中航工業沈陽黎明航空發動機集團有限責任公司王洪義
電子世界 2015年13期
中航工業沈陽黎明航空發動機(集團)有限責任公司 蔡 丹 金 輝 王洪義 陳 龍 郭 茜
西門子系統常見誤差補償方法的分析與研究
中航工業沈陽黎明航空發動機(集團)有限責任公司 蔡 丹 金 輝 王洪義 陳 龍 郭 茜
本篇論文主要從數控機床的機械系統誤差補償方面論述,簡要介紹了數控機床常見的幾種誤差,著重闡述了應用西門子控制系統補償反向間隙誤差、螺距誤差、跟隨誤差的原理與方式,敘述了上述3種誤差補償功能的步驟,提高數控機床的機械精度。
反向間隙;螺距;補償
引言
數控機床是高精度、高效率、高自動化的加工機床,它的加工精度與效率主要取決于機床的控制系統和機床的機械系統。良好的機床機械系統(包括組成結構和零部件)能夠充分發揮機床的使用效能,保證其高精度、高效率的加工。但機床在運行過程中,機械系統零件容易受到外力、溫度、磨損、摩擦等不良因素的影響,不可避免地存在變形、損毀,造成機床機械精度下降,機床加工精度無法保證,出現加工誤差,嚴重影響數控機床的加工精度與效率。為了保證機床的加工精度與質量,西門子數控系統提供了數控機床的常見誤差補償方法,減小因機械變形、溫度、摩擦、磨損等不良因素對加工精度的影響,彌補因機床機械部件制造或裝配工藝的問題引起的誤差,提高了機床的加工精度。數控機床常出現的誤差有反向間隙誤差、螺距誤差、跟隨誤差、溫度誤差、垂度誤差等,下面主要介紹反向間隙誤差、螺距誤差、跟隨誤差補償的分析與研究。
1 反向間隙誤差補償
反向間隙誤差是機床坐標軸在運動方向改變時實際位置與顯示位置產生的偏差,也就是說坐標軸運動方向改變時,伺服系統按指令運行了一定距離,而實際上機床的機械部件并未移動或移動很少,實際位置與顯示位置就出現了偏差。為了消除或減小機床的反向間隙,首先機床在制造過程中采取了一系列措施(如伺服電機與滾珠絲杠直連,增加滾珠絲杠螺母等),其次利用西門子系統提供的反向間隙補償功能,分別采用人為壓表和激光干涉儀測量方式,將測量到的補償值輸入到機床參數MD32450中,補償機床傳動鏈,值得注意的是利用西門子系統提供的反向間隙補償功能,機床必須重新返回參考點,間隙補償值才能夠生效。如何確定反向間隙補償值,具體分析如下:
1.1 反向間隙誤差補償值為正
執行元件先于機械部件運動,伺服軸運動方向改變時,伺服系統驅動伺服電機運動,檢測反饋元件向系統發出了移動脈沖,實際上,機床的機械部件并未移動或移動很少,檢測的移動值在機械部件移動值前面出現,這樣系統所檢測到的值大于機械部件的實際移動值,在這種情況下,數控系統參數MD32450中必須輸入正的補償值。
1.2 反向間隙誤差補償值為負
機械部件先于執行元件運動,伺服軸運動方向改變時,伺服系統驅動伺服電機運動,機床的機械部件移動,檢測反饋元件可能還沒向系統發出了移動脈沖,這樣系統所檢測到的值小于機械部件的實際移動值,在這種情況下,數控系統參數MD32450中必須輸入負的補償值。
2 螺距誤差補償
螺距誤差是機床坐標軸在運動時實際位置與顯示位置產生的偏差,也就是說坐標軸運動時,伺服系統按指令運行了一定距離,而實際上機床的機械部件并未移動或移動很少,實際位置與顯示位置就出現了偏差。螺距誤差補償方法如下:
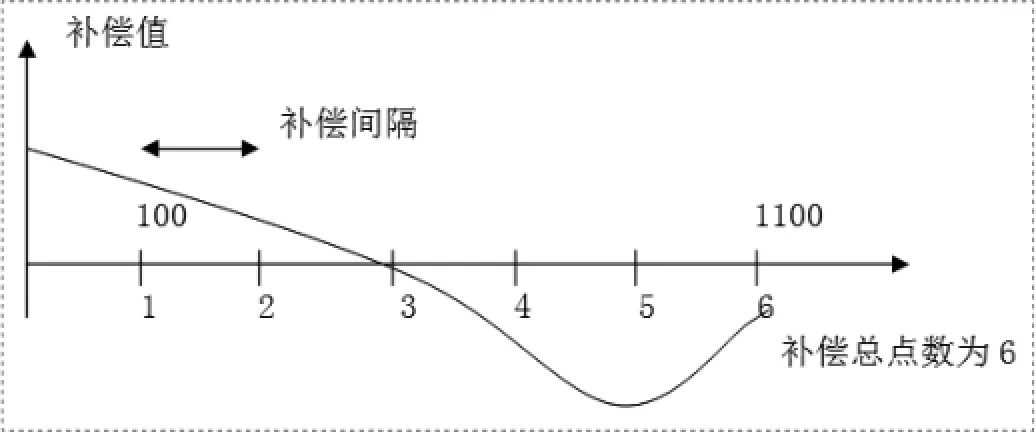
西門子系統提供的螺距誤差補償功能是線性補償方法,采用數據文件按軸進行螺距誤差補償,各坐標軸之間的補償值互不影響。根據坐標軸的工作范圍,確定螺距誤差補償的區間和間隔,計算實際誤差補償的點數,實際誤差補償的點數應小于機床系統參數MD38000中設置螺距誤差補償的最大點數,如下圖所示,具體步驟如下:
1)確定螺距誤差補償軸的補償間隔和范圍;
2)確定螺距誤差補償軸的補償點數;
3)連接外部PC機與機床數控系統,啟動PC機中文件接收數據,在數控系統中輸出誤差補償文件;
4)按照預定的補償間隔、范圍、補償點數移動坐標軸;
5)應用激光干涉儀測量每一點的誤差,在PC機中將誤差值編輯在剛剛傳出的補償文件中,并保存;
6)設定機床軸參數MD32700為0,將編輯好的補償文件傳回控制系統;
7)設定機床軸參數MD32700為1,系統NCKRESET,機床返回參考點,補償生效。
3 跟隨誤差補償
跟隨誤差是系統輸出的位置設定值與位置測量系統檢測的位置實際值之間的誤差。跟隨誤差主要與速度變化有關,系統為了減小機床的跟隨誤差,設置了前饋控制功能,具體采用速度前饋控制或轉矩前饋控制使系統的跟隨誤差幾乎減小到零。系統的前饋控制功能,既可以采用機床數據參數使前饋控制激活或關閉,也可以采用零件程序激活或關閉,具體設置如下:
1)機床參數MD32620設置前饋控制方式:設置為0,表明不使用前饋控制;設置為1,表明使用速度前饋控制;設置為2,表明使用速度與轉矩兩種前饋控制方式。
2)零件程序激活/關閉前饋控制功能時,必須把機床數據MD32630設置為1,零件程序中FFWON為開啟前饋控制指令,FFWOF為關閉前饋控制指令。
速度前饋控制的具體步驟如下:
1)優化機床坐標軸的電流環、速度環、位置環;
2)調整、設置機床參數MD32810(速度等效時間常數)和MD32610(速度前饋控制因子)中數據,保證坐標軸響應達到理想狀態;
3)設置機床參數MD32300和MD32000中數據,保證參數MD32300中設置較小的加速度,參數MD32000中設置較大的進給速度;
4)對于有特殊精度要求的零件,為了達到其輪廓精度,可在零件程序中激活或關閉前饋補償功能,例如:
N30 FFWON;激活速度前饋控制
N40 G01 X…Z…F900
N80 FFWOF;關閉速度前饋控制
5)移動坐標軸,在“診斷”操作區域的軸服務項目中觀察實際“控制誤差”的變化是否為0,判斷速度前饋控制的調整是否達到最佳狀態。
轉矩前饋控制的具體步驟如下:
1)優化機床坐標軸的電流環、速度環、位置環;
2)調整、設置機床參數MD32800(速度等效時間常數),MD32620(速度前饋控制因子),MD32650(坐標軸的慣量)和MD1004(激活轉矩前饋控制)中數據,保證坐標軸響應達到理想狀態;
3)移動坐標軸,在“診斷”操作區域的軸服務項目中觀察實際“控制誤差”的變化是否為0,判斷轉矩前饋控制的調整是否達到最佳狀態。
4 總結
根據以上論述,我們可以了解到機床的反向間隙誤差、螺距誤差和跟隨誤差產生的原因,機床一旦出現這幾種誤差我們應怎樣判斷以及應用西門子系統消除或減小誤差的方法與步驟。定期的應用誤差補償方法可以適當預防機床故障產生,提高機床的加工精度與效率。
[1]王洪波.數控機床電氣維修技術[M].電子工業出版社,2007,12.
[2]蔣洪平.數控設備故障診斷與維修[M].北京理工大學出版社,2006,8.
[3]張吉平,蔣林敏.數控加工設備[M].大連理工大學出版社,2007,1.
[4]李夢群.現代數控機床故障診斷及維修[M].國防工業出版社,2009,3.
蔡丹(1978—),遼寧沈陽人,大學本科,高級工程師,現供職中航工業沈陽黎明航空發動機(集團)有限責任公司,研究方向:數控技術。