基于復(fù)雜曲面的多軸數(shù)控加工非線性誤差的控制研究
2015-02-04 23:44:55劉怡飛
科技與創(chuàng)新 2015年1期
劉怡飛
摘??要:通過分析非線性誤差及其對多軸數(shù)控加工的影響,提出了基于復(fù)雜曲面的多軸數(shù)控加工中非線性誤差的控制方法,以期為提高多軸數(shù)控機(jī)床的加工精度貢獻(xiàn)力量。
關(guān)鍵詞:多軸數(shù)控加工;非線性誤差;高精度模具;自適應(yīng)步長控制法
中圖分類號(hào):TG659??????????????文獻(xiàn)標(biāo)識(shí)碼:A???????????????DOI:10.15913/j.cnki.kjycx.2015.01.073
復(fù)雜曲面廣泛應(yīng)用于各行業(yè)之中,比如高精度模具、汽車和航空等行業(yè)。隨著我國經(jīng)濟(jì)的不斷發(fā)展,社會(huì)對復(fù)雜曲面尺寸精度和表面質(zhì)量的要求越來越高,這就對復(fù)雜曲面的加工工藝提出了更高的要求。目前,多采用多軸聯(lián)動(dòng)數(shù)控加工完成復(fù)雜曲面的加工工作。
雖然數(shù)控機(jī)床的精密度高,但加工誤差是無法避免的。本文概述了加工過程中的誤差,重點(diǎn)分析了五軸聯(lián)動(dòng)數(shù)控機(jī)床產(chǎn)生的非線性誤差,并給出了多軸數(shù)控加工中非線性誤差的控制方法,以提高復(fù)雜曲面加工表面的質(zhì)量。
1??非線性誤差對多軸數(shù)控加工的影響
1.1??非線性誤差
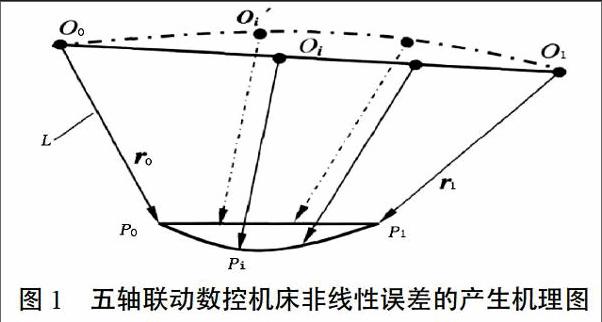
在復(fù)雜曲面數(shù)控加工的過程中,非線性誤差是較為常見且重要的問題。賴喜德等研究人員基于刀具和待加工工件的五維包絡(luò)運(yùn)動(dòng)分析,提出了自適應(yīng)步長控制法,采用該方法可有效控制非線性誤差;Ming-Che?Ho等人發(fā)現(xiàn)了非線性誤差與刀具半徑成正比例關(guān)系,并按照公差要求選定了刀具尺寸;His-Yung?Feng通過縮短程序段的長度,有效控制了非線性誤差。非線性誤差的產(chǎn)生機(jī)理如圖1所示。
圖1??五軸聯(lián)動(dòng)數(shù)控機(jī)床非線性誤差的產(chǎn)生機(jī)理圖
在圖1中,P0和P1代表相鄰2個(gè)刀位點(diǎn)的坐標(biāo),O0和O1、r0和r1分別代表與P0和P1相對應(yīng)的機(jī)床擺動(dòng)中心和刀軸矢量。由于五軸聯(lián)動(dòng)數(shù)控機(jī)床采用線性插補(bǔ),且O0運(yùn)動(dòng)至O1的軌跡為直線,r0會(huì)線性變化至r1,擺長L一般為定值,導(dǎo)致刀位點(diǎn)的運(yùn)動(dòng)軌跡會(huì)與理論直線P0P1發(fā)生偏離,并變化為空間曲線P0PiP1,進(jìn)而在加工過程中產(chǎn)生非線性誤差。如果想要使刀位點(diǎn)的實(shí)際運(yùn)動(dòng)軌跡為直線P0P1,則擺心的運(yùn)動(dòng)軌跡應(yīng)為圖1中給出的虛線。
1.2??非線性誤差對加工過程的影響
非線性誤差對數(shù)控機(jī)床加工的影響可歸納為以下3個(gè)方面:①通常情況下,在增厚或過切程序段中都會(huì)出現(xiàn)周期波紋度,加工面上的各點(diǎn)與刀具接觸的次數(shù)N均不相同。因此,會(huì)形成不同形狀的波紋,當(dāng)次數(shù)N為1時(shí),一般僅與單個(gè)程序段中的刀位有關(guān),波紋形狀為條形紋;當(dāng)次數(shù)N為2時(shí),與2個(gè)程序段中的刀位有關(guān),波紋形狀為網(wǎng)格紋。此外,網(wǎng)格交點(diǎn)位置處的尺寸取決于增厚較小或過切較大程序段中的刀位。②在增厚程序段中,如果去除了波紋度,則會(huì)使誤差全部消除,但去除了過度程序段中的波紋度后,仍然會(huì)形成成片的過切。③當(dāng)非線性誤差出現(xiàn)時(shí),會(huì)隨之產(chǎn)生波浪起伏,這會(huì)改變刀具與待加工工件的瞬時(shí)接觸和切削用量,進(jìn)而破壞加工過程的平穩(wěn)狀態(tài)。為了有效解決上述問題,需要采取有效方法控制非線性誤差。
2??非線性誤差的控制方法
在多軸數(shù)控機(jī)床的加工過程中,非線性誤差的產(chǎn)生主要與機(jī)床結(jié)構(gòu)參數(shù)、刀具軌跡和后置處理算法等因素有關(guān)。具體而言,較大的非線性誤差的產(chǎn)生會(huì)貫穿于多軸數(shù)控機(jī)床加工NC代碼生成的過程中。因此,可從數(shù)控編程的前置處理和后置處理兩個(gè)方面有效控制加工過程中的非線性誤差。
2.1??前置處理
通常情況下,大部分五軸聯(lián)動(dòng)數(shù)控機(jī)床的加工程序均采用CAD/CAM軟件自動(dòng)編制,而前置處理的最終目的是生成刀位數(shù)據(jù)文件,具體包括合理的走刀步長、平緩的刀軸矢量和均勻的切削行間距等。在前置處理的過程中,可從數(shù)控機(jī)床的加工工藝和編程方面考慮,并選擇合適的走刀方向、刀軸控制參數(shù)和刀具尺寸,這樣能有效減小加工過程中的非線性誤差。需要特別注意的是,應(yīng)盡量從增大走刀行距的角度選擇走刀方向、尺寸和參數(shù),這樣在生成刀具軌跡時(shí),可通過確定合理的走刀步長控制非線性誤差。下面用?代替弧長S,給定編程精度?時(shí),?應(yīng)滿足:
Δl≤.?????????????(1)
式(1)中:Δl為弧長;ε為編程精度;C為包含刀具參數(shù)和描述曲面形狀信息的參數(shù)。
只需要將相應(yīng)的數(shù)值帶入式(1)中求解,便可確定走刀的合理步長,進(jìn)而控制非線性誤差。
2.2??后置處理
所謂“后置處理”,具體是指將刀位文件轉(zhuǎn)換成NC代碼程序,主要包括機(jī)床運(yùn)動(dòng)學(xué)求解、非線性運(yùn)動(dòng)誤差校驗(yàn)、進(jìn)給速度校驗(yàn)和數(shù)控加工程序生成等方面。值得注意的是,后置處理是處理、轉(zhuǎn)化刀位文件的過程,而文件中不包含待加工零件的形狀信息,但加工過程中的非線性誤差與零件的形狀有所關(guān)聯(lián)。因此,在后置處理時(shí),對非線性誤差的校驗(yàn)和修正結(jié)果均為近似值。想要有效減小加工過程中的非線性誤差,一方面可改變誤差的分布;另一方面,可減小程序段當(dāng)中刀軸的變化角度。目前,常用的減小非線性誤差的方法均基于上述2方面,比如自適應(yīng)線性化法、刀具切觸點(diǎn)偏置法等。
3??結(jié)束語
在多軸數(shù)控機(jī)床加工的過程中,非線性誤差累積到一定程度后,會(huì)對加工精度造成影響。因此,在實(shí)際加工中,應(yīng)采取有效的方法控制非線性誤差,這樣有助于提高數(shù)控機(jī)床的加工
精度。本文僅從數(shù)控編程的前置處理和后置處理方面提出了減小非線性誤差的方法。實(shí)踐表明,采用這2種方法能夠達(dá)到控制非線性誤差的目的。
參考文獻(xiàn)
[1]楊長棋.復(fù)雜曲面多軸加工的高精度、高效率數(shù)控編程系統(tǒng)研究[D].重慶:重慶大學(xué),2010.
〔編輯:張思楠〕
Control?of?Complex?Surface-based?Multi-axis?CNC?Machining?Nonlinear?Error
Liu?Yifei
Abstract:?By?analyzing?the?nonlinear?error?and?its?impact?on?multi-axis?CNC?machining,?the?proposed?control?method?based?on?multi-axis?CNC?machining?complex?surface?nonlinear?error?in?order?to?improve?the?multi-axis?CNC?machining?accuracy?contribute.
Key?words:?multi-axis?CNC?machining;?non-linear?error;?precision?molds;?adaptive?step?size?control?method