萬能銑床電氣線路的PLC 改造
2015-01-27 01:31:16胡小東張龍音劉祖其
機電產品開發與創新 2015年4期
胡小東,謝 波,張龍音,劉祖其
(克拉瑪依理工學院,新疆 克拉瑪依 834000)
銑床型號比較多,X62W 萬能銑床在國內是應用最廣泛的一種多用途機床,電氣控制線路是普通機床中較復雜一種。
X62W 萬能銑床由于電氣控制線路觸點多、線路復雜、故障率高、檢修周期長,而且故障的查找與排除非常困難的,嚴重地影響生產效率。隨著現代制造業技術的發展,對生產設備和自動生產線的控制系統需要更高的可靠性與靈活性,需要采用新技術控制取代傳統的控制系統。基于這些問題,本文采用S7-200 型PLC 對X62W 型萬能銑床的電氣控制系統進行技術改造。PLC 具有可靠性高、柔性好、編程靈活、開發周期短以及故障自診斷等特點,特別適合應用于自動控制系統的開發和應用。
1 萬能銑床電氣控制電路
X62W 萬能銑床電氣控制電路由主電路、控制電路和輔助電路及保護環節組成。圖1 是X62W 萬能銑床的電氣控制系統圖,硬件改造和軟件設計論述如下:
1.1 主電路
主軸電動機M1:任務是拖動主軸帶動銑刀進行銑削加工, 其正反轉通過組合開關來實現。KMl 是Ml 的起動接觸器,SA3 是主軸換向開關。
進給電動機M2:任務是通過操縱手柄和機械離合器的配合后進行工作臺前后、左右、上下6 個方向的進給運動和快速移動,其正反轉是由接觸器KM3、KM4 來實現的,6 個方向的運動為聯鎖控制。
冷卻泵電動機M3:任務是供應切削液。主軸電動機Ml 和冷卻泵電動機M3 采用順序控制,只有當Ml 起動后M3 才能起動, 由轉換開關SA3 控制。
M1、M2、M3 三臺電動機共用熔斷器FU 作短路保護,熱繼電器FRl、FR2、FR3 分別是M1、M2、M3 三臺電動機的過載保護。
1.2 控制電路
控制電路主要由圓工作臺的控制,下面以工作臺前后、上下進給控制分析為例:
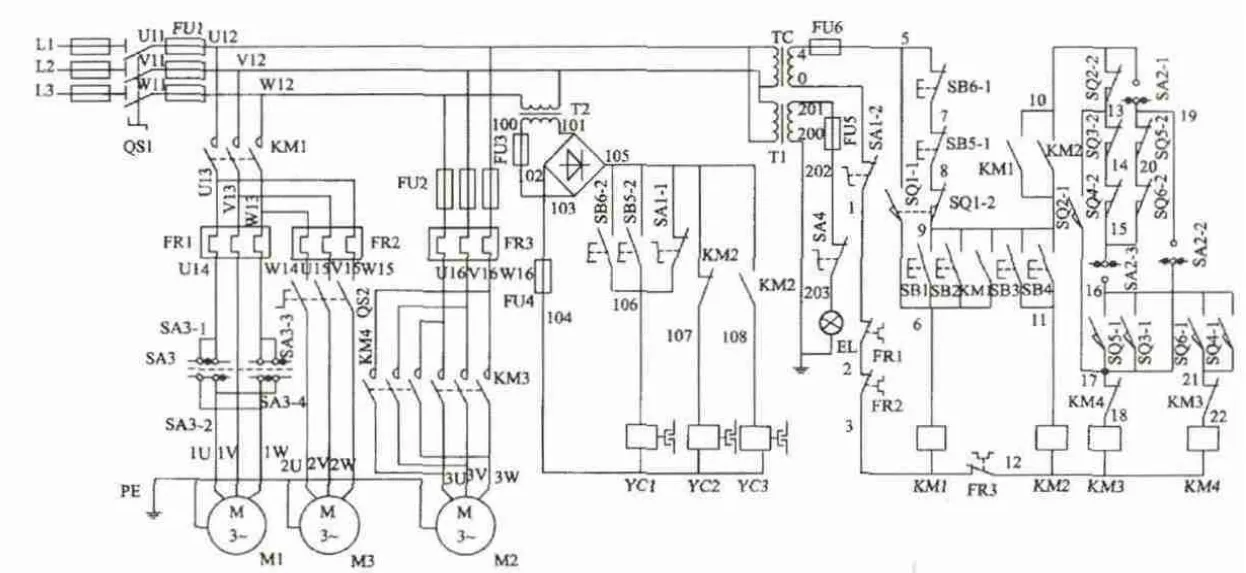
圖1 X62W 萬能銑床電氣控制原理圖Fig.1 Electric control schematic diagram of X62W universal milling machine
工作臺的前后和上下運動是由垂直和橫向手柄控制,該手柄有五個位置: 有上、下、前、后、中間五個位置,中間位置為停位。由十字槽保證手柄在任意時刻只能處于一種位置, 當手柄扳向中間位置時, 限位開關SQ3 和SQ4 均未被壓合,進給控制電路處于斷開狀態,當手柄扳向前或下位置時,由壓合限位開關SQ3、SQ4 控制工作臺向前或下移動。
將手柄扳到向上(或向后)位,壓下開關SQ4,接觸器KM4 得電吸合,進給電動機M2 反轉,工作臺做向上(或向后)運動。KM4線圈得電路徑為:10→SA2-1→19→SQ5-2→20→SQ6-2→15→SA2-3→16→SQ4-1→21→KM3 常閉觸點→22→KM4 線圈。
若將手柄扳到向下(或向前)位,SQ3 被壓下,接觸器KM3 得電吸合,進給電動機M2 正轉,帶動工作臺做向下(或向前)運動。
1.3 輔助電路及保護環節
輔助電路及保護環節包括冷卻泵電動機控制和照明電路控制。因為主軸電動機Ml 和冷卻泵電動機M3 采用順序控制,主軸電動機啟動后,扳動組合開關QS2 可控制冷卻泵電動機M3。銑床的照明由變壓器T 輸出36V的安全電壓,由開關SA4 控制。熔斷器FU5 作為照明電路的短路保護。
2 電氣控制系統的PLC 硬件改造及軟件設計
對X62W 萬能銑床進行電氣控制線路的PLC 改造時,主要是改造控制電路,而對電源電路、主電路及照明電路可保持不變。去掉變壓器TC 的輸出及整流器的輸出部分,采用PLC 控制,為了確保各種聯鎖功能,需要將位置開關SQ1SQ6、按鈕開關SB1~SB6、分別接入PLC 的輸入端;換刀開關SA1 和圓形工作臺轉換開關SA2 分別用其一對常開和常閉觸頭接入PLC 的輸入端子。輸出器件有三個不同等級的電壓,一個是接觸器使用的220V 交流電壓,另一個是電磁離合器使用的24V 直流電壓,還有一個是照明使用的36V 交流電壓。把PLC 的輸出口分成三組連接點。
2.1 硬件改造
X62W 萬能銑床控制系統的輸入點數為16點,輸出點數為9 點,根據輸入輸出口的數量,可選擇S7-200 CPU226 型PLC。所有的電器元件還可采用改造前的型號,電器元件的安裝位置也不變。X62W 萬能銑床各個輸入/輸出點的PLC 地址分配如表1 所示。X62W 萬能銑床的PLC I/O 接線如圖2 所示。
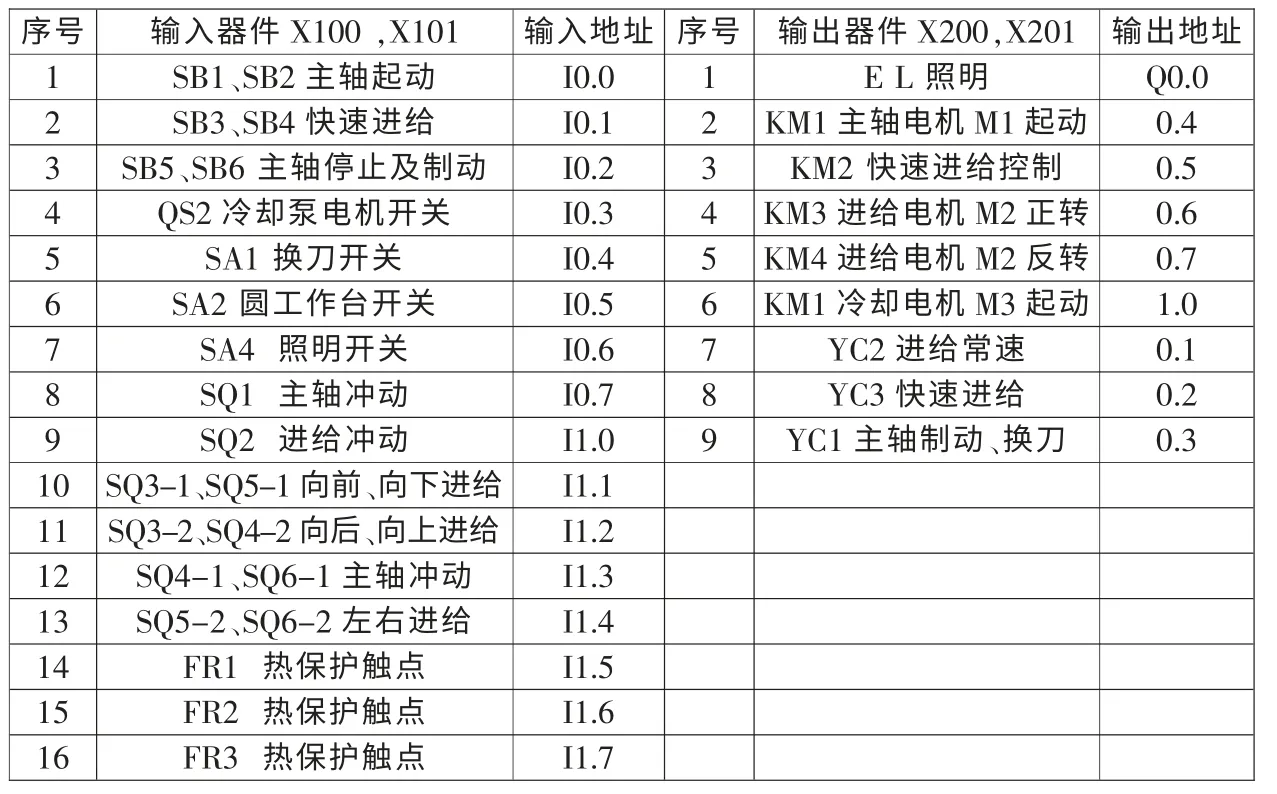
表1 PLCI/O地址分配表Tab.1PLC I/Oaddressallocationtable
2.2 軟件設計
根據X62W萬能銑床的控制電路,設計該電氣控制系統的PLC 控制梯形圖,如圖3 所示。該程序共有9 條支路,在梯形圖中已反映了原繼電器電路中的各種邏輯關系。
第1 支路:是主軸電動機的起動與停止控制。當按下按鈕SB1(或SB2)、SB5(或SB6)及位置開關SQ1 接入PLC 的I0.0、I0.2、I0.7 輸入接點。主軸起動后,通過輸出繼電器Q0.1將進給控制電路電源接通。
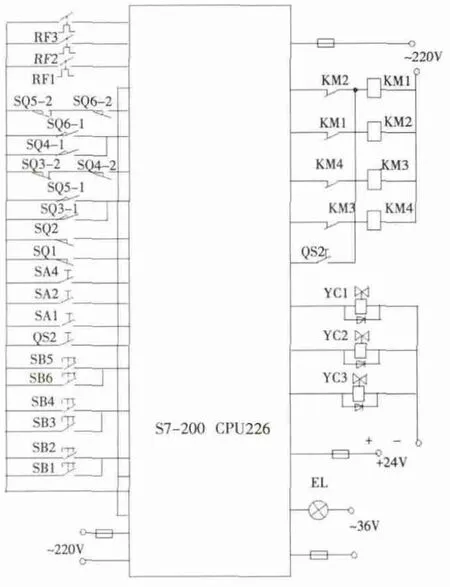
圖2 PLC I/O 接線圖Fig.2 PLC I/O wiring diagram

圖3 PLC 梯形圖Fig.3 PLC ladder diagram
第2 支路:是主軸制動及更換銑刀功能。反映KM2 及YC3的工作邏輯關系,當需要快速停車時,按下SB5 或SB6 時,I0.2 常開觸點閉合,Q1.0 輸出,當KM2 常閉觸頭斷開,使電磁離合器YC2失電,同時電磁離合器YC3 得電,抱緊主軸;當更換銑刀時,按下松緊開關SA1(接點I0.4),將主軸抱緊,換刀很方便,與此同時,I0.4 的常閉觸頭斷開,切斷控制電路電源。
第3 支路:要表達工作臺六個方向的進給、進給沖動及圓工作臺的工作邏輯關系。這是一支非常重要的支路,也是PLC 程序設計的重點和難點:①圓工作臺的控制:按下主軸起動按鈕SBl 或SB2,接觸器KMl 得電吸合,因為SQ2-2(對應接點I1.0)、SQ3-2(對應接點I1.2)、SQ4-2(對應接點I1.2)、SQ6-2(對應接點I1.4)、SQ5-2(對應接點I1.4)、SA2-2(對應接點I0.5)、KM4(對應接點Q0.4)常閉觸點閉合,主軸電動機Ml 起動,接觸器KM3 得電,進給電動機M2 起動正轉。工作臺沿一個方向做旋轉運動;②工作臺向右運動的控制:當壓下限位開關SQ5-1(對應接點I1.1),因為SQ2-2(對應接點I1.0)、SQ3-2(對應接點I1.2)、SQ4-2(對應接點I1.2)、SA2-3(對應接點I0.5)、KM4(對應接點Q0.4)常閉觸點閉合,正向接觸器KM3 得電,進給電動機M2 起動正轉,工作臺向右運動;③工作臺做向下(或向前)運動的控制:當壓下限位開關SQ3-1(對應接點I1.1),因為SA2-1(對應接點I0.5)、SQ5-2(對應接點I1.4)、SQ6-2(對應接點I1.4)、SA2-3(對應接點I0.5)、KM4(對應接點Q0.4)常閉觸點閉合,正向接觸器KM3 得電,進給電動機M2 起動正轉,工作臺做向下(或向前)運動;④進給變速的沖動控制:壓下開關SQ2,SQ2-2 先斷開,SQ2-1 后接通,SA2-l(對應接點I0.5)、SQ5-2(對應接點I1.4)、SQ6-2(對應接點I1.4)、SQ4-2(對應接點I1.2)、SQ3-2(對應接點I1.2)、SQ2-1(對應接點I1.0)、KM4(對應接點Q0.4)常閉觸點閉合,接觸器KM3 得電,進給電動機M2 起動正轉。
第4 支路:反轉控制。工作臺向左移動的控制。壓下限位開關SQ6-1(對應接點I1.3),因為SQ2-2(對應接點I1.0)、SQ3-2(對應接點I1.2)、SQ4-2(對應接點I1.2)、SA2-3(對應接點I0.5)、KM3(對應接點Q0.3)常閉觸點閉合,正向接觸器KM4 得電,進給電動機M2 起動反轉,工作臺向左移動。常閉觸頭串聯在左右進給控制電路中,可實現聯鎖。
工作臺做向上(或向后)運動的控制。壓下限位開關SQ4-1(對應接點I1.3),輸出Q0.4,因為SA2-1(對應接點I0.5)、SQ5-2(對應接點I1.4)、SQ6-2(對應接點I1.4)、SA2-3(對應接點I0.5)、KM3(Y 對應接點3)常閉觸點閉合,正向接觸器KM4 得電,進給電動機M2 反轉。工作臺做向上(或向后)運動。電路同樣可實現聯鎖。
第6 支路:是冷卻泵電動機M3 的起停控制電路,由開關QS2(對應接點I0.3)控制,該電路與主軸電動機之間采用順序控制:主軸電路起動后,冷卻泵才能起動;主軸停止,它隨著停止。
第5、7、8 支路:工作臺快速進給起動控制。可通過操作快速移動按鈕SB3(或SB4)對應輸入接點I0.1,使KM2 得電,控制Q0.6、Q0.7 的輸出,分別接通快速電磁離合器YC3 和切斷常速電磁離合器YC2,再配合各個方向的操縱手柄,實現工作臺向相應方向的快速移動。
第9 支路:是照明控制。由轉換開關SA4(對應輸入接點I0.6)控制Q0.0 實現。
對輸入常閉接點的編程要特別引起注意,否則將造成編程錯誤。如圖2 中的SQ1、SQ2、SQ3-2、SQ4-2、RF1、RF2、RF3 常閉接點如不改成常開接點,那么常閉接點和PLC 的公共端COM 就會接通,在PLC 內部電源作用下輸入繼電器(I0.7、I1.0、I1.2、I1.4、I1.5、I1.6、I1.7)線圈也接通,常閉接點已斷開,輸出繼電器是不會動作的。解決這類問題的方法可把常閉接點改為常開接點,這樣就可采用常規的方法畫梯形圖了,采用這種方法比較簡單,也不易出錯。
3 結束語
X62W 萬能銑床是國內廣泛使用的機械加工機床。由于電氣控制系統觸點多、線路復雜、故障率高、檢修周期長,給生產與維護帶來諸多不便,嚴重地影響生產。若用PLC 改造電氣控制系統,不但可保證原電路的工作邏輯關系和整機的安全性能,而且機床工作穩定、可靠、抗干擾能力很強,大大減輕控制系統故障等優點。可取得較好的經濟效益。
[1]王兵.常用機床電氣檢修[M].中國勞動社會保障出版社,2006.
[2]周斌.PLC 在X62 萬能銑床電氣控制系統改造中的應用[J].機電工程技術,2009,1.
[3]劉祖其.電氣控制與可編程控制器應用技術[M].機械工業出版社,2010.
[4]華滿香,劉小春.電氣控制與PLC 應用[M].人民郵電出版社,2009.
