基于應(yīng)變設(shè)計(jì)的X80螺旋埋弧焊管
2015-01-22 06:06:20編譯
焊管 2015年7期
孫 宏 編譯
(渤海裝備華油鋼管公司,河北 青縣 062658)
對于穿越永久凍土和不連續(xù)凍土區(qū)域的管道,需要特別關(guān)注凍脹和融沉可能會(huì)施加給管道的應(yīng)力和應(yīng)變。另外,地震和地質(zhì)災(zāi)害等也會(huì)造成過量塑性變形并引發(fā)管道災(zāi)難性事故。北美的陸上管道已經(jīng)開始啟用基于應(yīng)變設(shè)計(jì)。我國從西氣東輸二線開始在地震和地質(zhì)斷層區(qū)已經(jīng)采用了基于應(yīng)變的管線設(shè)計(jì)方法。除了周向載荷外,基于應(yīng)變設(shè)計(jì)還必須考慮鋼管運(yùn)動(dòng)所造成的縱向應(yīng)力。
管線鋼具有較高的強(qiáng)度、塑性和韌性,但縱向應(yīng)變量一般較小。連續(xù)加工硬化會(huì)導(dǎo)致應(yīng)變的非均勻分布,同樣環(huán)焊縫和相關(guān)聯(lián)的熱影響區(qū)的應(yīng)變也會(huì)有所變化,因?yàn)檫@些區(qū)域的延性和韌性會(huì)小于管體。此外,為了保持鋼管周圍的永凍層,管道的運(yùn)行溫度將低于0℃并考慮-20℃的設(shè)計(jì)。對于基于應(yīng)變設(shè)計(jì)的管道,國內(nèi)外已經(jīng)做了大量的工作,開發(fā)并應(yīng)用了大量的抗大變形鋼管,但基本上均為直縫鋼管。本研究應(yīng)用基于應(yīng)變設(shè)計(jì)的X80螺旋焊管,研究內(nèi)容為:①縱向拉伸性能特性;②通過夏比沖擊試驗(yàn)和CTOD試驗(yàn)測定熱影響區(qū)的性能;③通過弧形寬板試驗(yàn)評估鋼管的缺陷容量;④評估現(xiàn)場焊接工藝對環(huán)焊縫熱影響區(qū)(HAZ)性能的影響。
1 試驗(yàn)材料與方法
1.1 試驗(yàn)材料
對于鋼管管體和焊接熱影響區(qū)的低溫?cái)嗔秧g性要求,為了獲得細(xì)小的針狀顯微組織,基于應(yīng)變設(shè)計(jì)的X80鋼采取了低碳(w(C)≤0.06%),Ti-Nb微合金化的設(shè)計(jì)方案,主要化學(xué)成分見表1。利用Ti和Nb來實(shí)現(xiàn)得到細(xì)小的扁平奧氏體組織,在加速冷卻后轉(zhuǎn)變?yōu)獒槧铊F素體組織,Mn和Mo能促進(jìn)組織從奧氏體轉(zhuǎn)變?yōu)獒槧罱M織,如圖1所示。通過提高鋼的潔凈度,盡可能減少夾雜物來提高鋼的韌性。嚴(yán)格控制Ti和N的含量以減少對斷裂韌性有害的TiN,這就需要研究特殊的熔煉工藝,將w(N)降到0.006%以下。

表1 試驗(yàn)鋼的化學(xué)成分 %
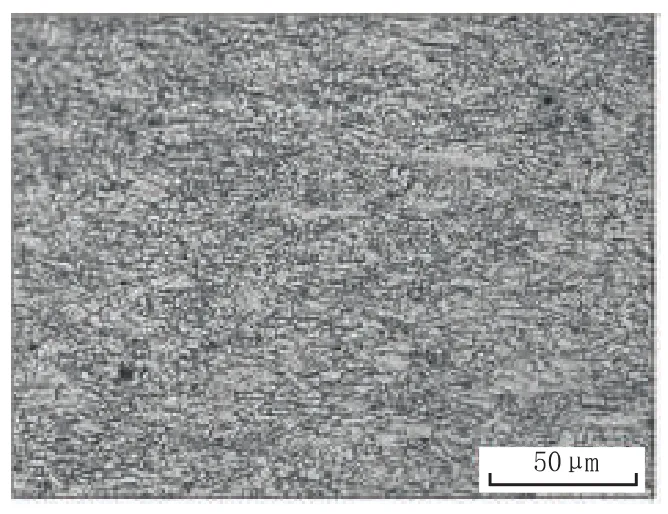
圖1 試驗(yàn)用X80管線鋼的顯微組織
1.2 鋼管生產(chǎn)
鋼管的制造采用螺旋成型工藝,制管后為了研究鋼管環(huán)氧涂覆時(shí)熱循環(huán)對鋼管性能的影響,對整根鋼管進(jìn)行涂敷工藝中的感應(yīng)加熱,加熱溫度為240℃,將鋼管在不超過100 s的時(shí)間內(nèi)均勻加熱到峰值溫度后立即開始空冷。
為評價(jià)現(xiàn)場焊接性,在埃德蒙頓的RMS進(jìn)行了GMAW環(huán)縫焊接。環(huán)焊縫采用了兩種焊接工藝,即雙焊炬焊接和改進(jìn)的單焊炬焊接。所有試驗(yàn)用鋼管均經(jīng)過了涂敷熱循環(huán),后期少量的環(huán)焊試驗(yàn)由休斯敦的CRC-EVANS公司完成。
1.3 材料評價(jià)
由于采用壓平板狀試樣測得的結(jié)果一般低于鋼管的實(shí)際強(qiáng)度,因此,采用了CSA Z245《鋼管規(guī)范》規(guī)定的12.7 mm圓棒拉伸試樣。試樣盡可能靠近鋼管的內(nèi)表面,從而使拉伸圓棒試樣可以涵蓋鋼管表面和中心的組織。縱向性能評價(jià)采用的是全壁厚板狀拉伸試樣。斷裂韌性通過鋼管的夏比沖擊試驗(yàn)和落錘撕裂試驗(yàn)評價(jià)。
對螺旋焊縫和現(xiàn)場GMAW焊縫進(jìn)行了評價(jià)。包括硬度試驗(yàn)和使用取自焊縫中心(縱向)的直徑5 mm的圓棒拉伸試樣對焊縫拉伸性能進(jìn)行了評價(jià)。同時(shí),還進(jìn)行了全壁厚焊縫橫向拉伸試驗(yàn)。
通過-20℃夏比沖擊試驗(yàn)對焊縫和熱影響區(qū)(HAZ)的斷裂韌性進(jìn)行評價(jià),缺口位于焊縫中心、熔合線以及距熔合線1 mm和3 mm處。在-20℃進(jìn)行了CTOD試驗(yàn),試樣缺口位于焊縫的中心線以及熔合線和鋼管壁厚中心交叉點(diǎn)。所有的CTOD試驗(yàn)均由在休斯頓的鮑迪克檢測實(shí)驗(yàn)室進(jìn)行,采用寬厚比為2的試樣進(jìn)行檢測。-20℃的弧形寬板(CWP)試驗(yàn)在比利時(shí)根特大學(xué)進(jìn)行,試樣缺口位于熔合線,缺口尺寸為3 mm×50 mm。
2 試驗(yàn)結(jié)果
2.1 鋼管性能
2.1.1 拉伸性能
優(yōu)化了化學(xué)成分和軋制工藝的X80螺旋焊管的典型拉伸性能見表2。對于焊后狀態(tài),管體縱向屈服強(qiáng)度比橫向約大40 MPa。

表2 X80螺旋焊管管體的拉伸性能
2.1.2 夏比沖擊性能
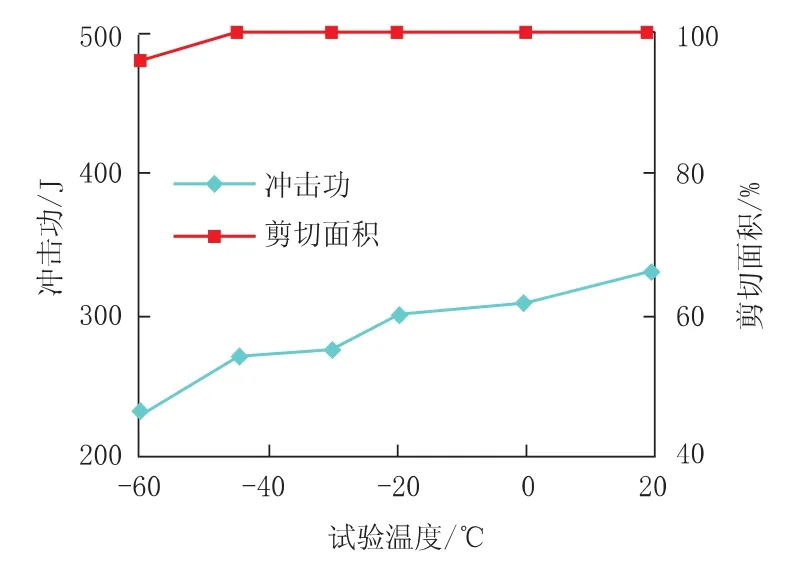
圖2 不同溫度下的試驗(yàn)鋼管夏比沖擊性能(焊后狀態(tài))
不同溫度下試驗(yàn)鋼管的夏比沖擊性能如圖2所示。由圖2可以看出,試驗(yàn)鋼管的夏比沖擊性能和DWTT性能都非常優(yōu)異,DWTT的轉(zhuǎn)變溫度低于-30℃,-20℃的夏比沖擊功達(dá)到了250 J。
2.2 焊縫性能
X80螺旋焊管焊縫形貌如圖3所示,硬度試驗(yàn)的結(jié)果見表3。由圖3可以看出,緊鄰焊縫的部分熱影響區(qū)有軟化的現(xiàn)象。焊縫的拉伸性能見表4,焊縫拉伸試驗(yàn)保留焊縫余高。

圖3 X80螺旋焊管焊縫形貌

表3 X80螺旋焊管硬度試驗(yàn)結(jié)果 HV10

表4 X80螺旋焊管焊縫的拉伸性能(焊后狀態(tài))
應(yīng)該指出的是,所有焊縫金屬拉伸性能與管體縱向性能相當(dāng)。焊縫處更大的壁厚保證了焊縫的承載能力將超過管體,這樣塑性應(yīng)變將轉(zhuǎn)向管體。橫向焊縫拉伸試樣可能會(huì)在硬度最低的熱影響區(qū)斷裂。狹窄的“軟化”區(qū)與焊縫的組合,加上更厚的焊縫和強(qiáng)度更高的母材所帶來的約束使得載荷轉(zhuǎn)向母材,導(dǎo)致最終失效。
-20℃時(shí)X80螺旋焊管焊縫的韌性見表5,從表5可以看出,焊縫和熱影響區(qū)均表現(xiàn)出了良好的韌性。弧形寬板(CWP)試樣的方向?yàn)殇摴艿目v向,方向約為40°,試樣在失效前能夠承受很高的應(yīng)變(>5%),焊縫失效時(shí)的實(shí)物照片見圖4。
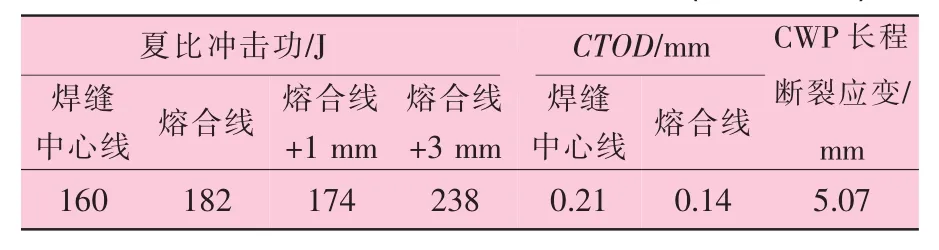
表5 X80螺旋焊管焊縫-20℃的韌性(焊后狀態(tài))

圖4 弧形寬板試驗(yàn)焊縫失效實(shí)物照片
2.3 涂敷熱循環(huán)
為了確定涂敷熱循環(huán)對力學(xué)性能的影響,將整根鋼管送入涂敷車間。該處理使管體橫向及縱向的屈服強(qiáng)度提高了大約40 MPa。涂敷熱循環(huán)前后管體應(yīng)力-應(yīng)變曲線如圖5所示。值得注意的是,盡管強(qiáng)度提高,但是沒有出現(xiàn)不連續(xù)屈服的現(xiàn)象。
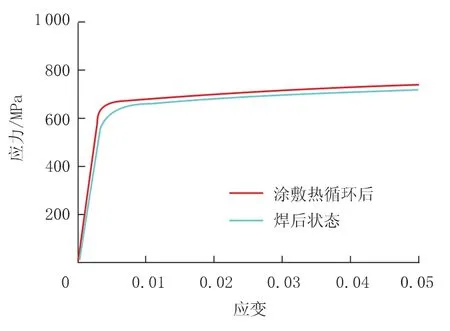
圖5 涂敷熱循環(huán)前后管體縱向應(yīng)力-應(yīng)變曲線
2.4 現(xiàn)場GMAW焊接
X80焊管GMAW環(huán)焊縫硬度試驗(yàn)結(jié)果見表6。由表6可看出,沒有進(jìn)行熱影響區(qū)軟化,其原因是多道次GMAW工藝具有相對較高的冷卻速率。另外還進(jìn)行了全焊縫金屬拉伸試驗(yàn),結(jié)果見表7。
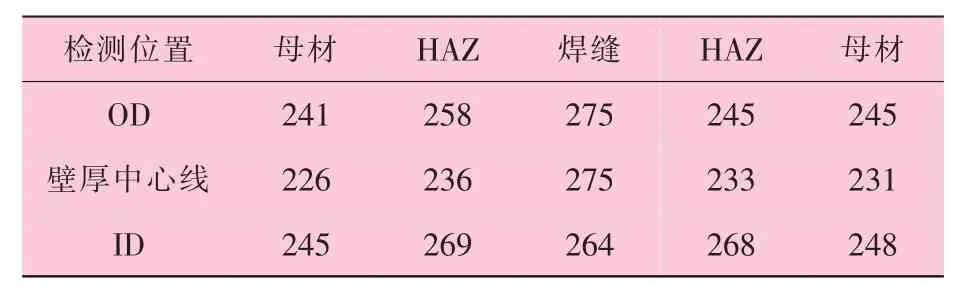
表6 X80焊管GMAW環(huán)焊縫硬度試驗(yàn)結(jié)果 HV10
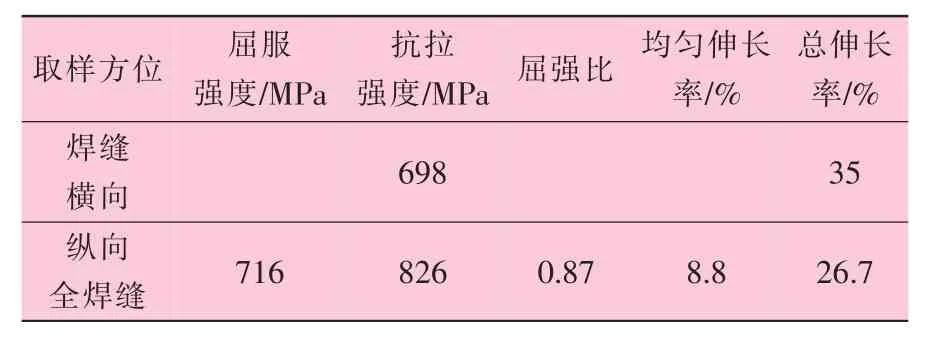
表7 X80焊管環(huán)GMAW環(huán)焊縫拉伸性能
環(huán)焊縫及其熱影響區(qū)的性能至關(guān)重要。為了獲得這些性能,根特大學(xué)開展了弧形寬板(CWP)試驗(yàn)。優(yōu)化合金成分和工藝后的GMAW環(huán)焊縫韌性性能見表8。遠(yuǎn)端應(yīng)變與管體母材的縱向屈服強(qiáng)度之間的關(guān)系如圖6所示。由圖6可看出,隨著屈服強(qiáng)度的降低,遠(yuǎn)端應(yīng)變顯著提高。這是由于采用了常規(guī)的焊接工藝和焊材,所以基本上實(shí)現(xiàn)了焊縫的過匹配。管體縱向的屈服強(qiáng)度越低,過匹配越大。數(shù)據(jù)的線性回歸表明,如果要實(shí)現(xiàn)2%的目標(biāo),管體縱向的屈服強(qiáng)度應(yīng)小于675 MPa。
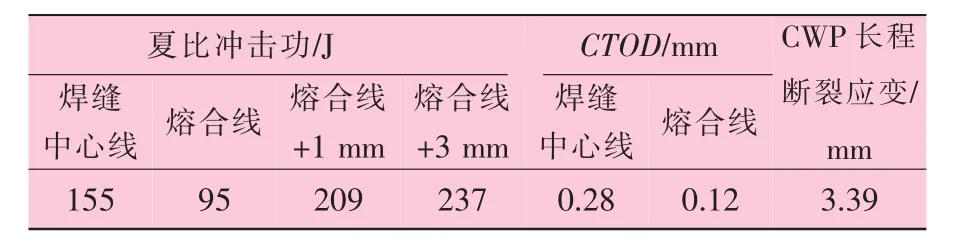
表8 優(yōu)化合金成分后-20℃的GMAW環(huán)焊縫韌性
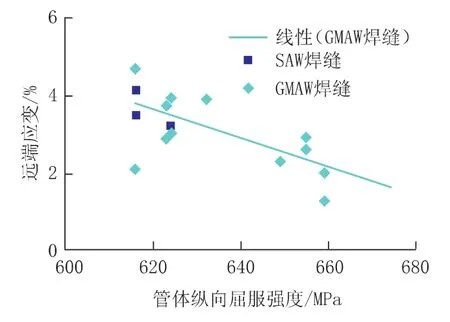
圖6 遠(yuǎn)端應(yīng)變與管體縱向屈服強(qiáng)度之間的關(guān)系
3 分析討論
3.1 環(huán)焊縫的CTOD性能
為了研究焊接工藝對CTOD性能的影響,進(jìn)行了焊接試驗(yàn)。除了標(biāo)準(zhǔn)的雙焊炬工藝外,還試驗(yàn)了單焊炬和串列焊接工藝,結(jié)果見表9。對每個(gè)焊縫在2點(diǎn)鐘和10點(diǎn)鐘位置進(jìn)行了3個(gè)CTOD試驗(yàn)。
在CRC Evans也進(jìn)行了焊縫的夏比沖擊系列溫度試驗(yàn)。夏比沖擊轉(zhuǎn)變曲線如圖7所示。由圖7可以看出,串列焊和單焊炬焊接的轉(zhuǎn)變溫度遠(yuǎn)低于-30℃,而雙焊炬焊接的韌脆轉(zhuǎn)變溫度在-20℃。其顯微組織表明,低韌性值的雙焊炬焊接焊縫的熱影響區(qū)的晶粒更加粗大。由于對串聯(lián)焊接工藝的研究比較有限,CRC Evans和RMS對3次試制的鋼管進(jìn)行了單焊炬焊接試驗(yàn),所有試驗(yàn)結(jié)果均達(dá)到了0.1 mm的最低目標(biāo)值,說明選擇合適的焊接工藝對環(huán)焊縫熱影響區(qū)韌性有著至關(guān)重要的影響。
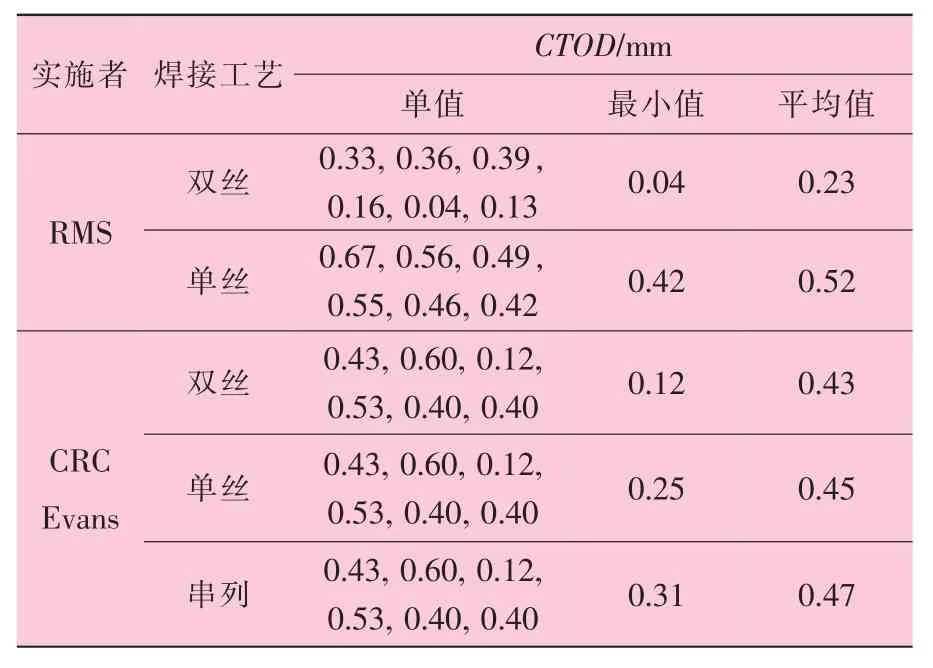
表9 焊接工藝對CTOD性能的影響
3.2 性能檢測
第二個(gè)關(guān)注的問題通過環(huán)焊縫和管體縱向的過匹配得到了解決。試驗(yàn)結(jié)果表明,采用弧形寬板試驗(yàn)測得的鋼管的性能取決于環(huán)焊縫過匹配的程度。對于焊接屈服強(qiáng)度大于690 MPa的焊縫將很難確定焊材和工藝,需要使鋼管的縱向屈服強(qiáng)度小于650 MPa以保證足夠的過匹配。如上所述的焊接狀態(tài)條件下,管體縱向的屈服強(qiáng)度比管體橫向大約大40 MPa。因此,可以預(yù)計(jì)屈服強(qiáng)度560 MPa的管體縱向屈服強(qiáng)度約為600 MPa。涂敷工藝會(huì)使鋼管兩個(gè)方向的屈服強(qiáng)度都提高40 MPa,即管體縱向的屈服強(qiáng)度達(dá)到640 MPa。
在螺旋成型過程中,鋼管的外表面受到的是拉應(yīng)力,而內(nèi)表面則受到壓應(yīng)力。因?yàn)槁菪腹軟]有整圓的冷擴(kuò)徑工藝,管體橫向的強(qiáng)度會(huì)額外提高。圓棒拉伸試樣取自接近鋼管內(nèi)表面的位置,該位置在成型時(shí)受到壓縮,由于包辛格效應(yīng)將導(dǎo)致較低的屈服強(qiáng)度,但這并不代表鋼管的真實(shí)強(qiáng)度。圖8為脹環(huán)試驗(yàn)、圓棒拉伸試驗(yàn)和壓平板狀拉伸試驗(yàn)的結(jié)果對比。從圖8中可以看出,壓平板狀拉伸試驗(yàn)的平均屈服強(qiáng)度為512 MPa,圓棒拉伸試驗(yàn)的平均屈服強(qiáng)度為595 MPa,脹環(huán)試驗(yàn)的平均屈服強(qiáng)度為640 MPa。這表明圓棒拉伸試驗(yàn)測得的鋼管強(qiáng)度非常保守。
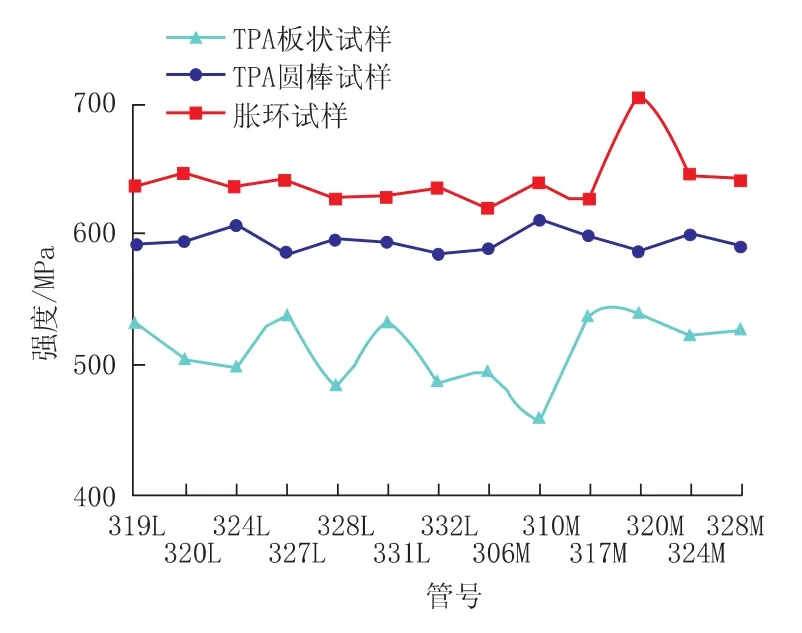
圖8 3種試樣的試驗(yàn)結(jié)果對比
為了解鋼管在制造過程中性能發(fā)生的變化,對焊后、水壓試驗(yàn)后和涂敷熱循環(huán)后的狀態(tài)進(jìn)行了試驗(yàn)。鋼管在3種不同狀態(tài)的管體橫向屈服強(qiáng)度如圖9所示。焊后狀態(tài)鋼管的屈服強(qiáng)度大約為520 MPa, 隨后進(jìn)行了 SMYS 95%(522.5 MPa)水壓試驗(yàn),當(dāng)水壓試驗(yàn)壓力接近鋼管實(shí)際屈服強(qiáng)度時(shí),鋼管屈服強(qiáng)度提高(約為545 MPa),鋼管涂敷作業(yè)預(yù)期能使鋼管屈服強(qiáng)度提高40~50 MPa,從而使管體橫向最終的屈服強(qiáng)度平均達(dá)到了595MPa。
鋼管焊接后的屈服強(qiáng)度不能準(zhǔn)確反映實(shí)際鋼管的最終性能,利用涂敷熱循環(huán)以及使用脹環(huán)試驗(yàn),能夠使管體橫向最低屈服強(qiáng)度達(dá)到要求,同時(shí)還能確保管體縱向的屈服強(qiáng)度小于650 MPa。
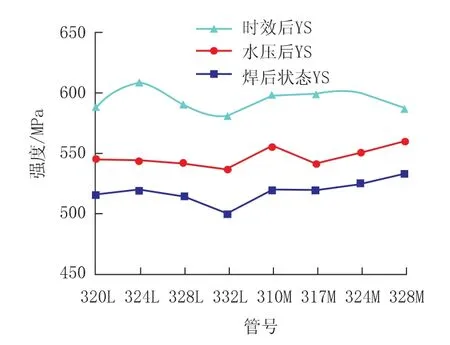
圖9 3種不同狀態(tài)下鋼管管體橫向屈服強(qiáng)度(圓棒試樣)
4 結(jié) 語
(1)基于應(yīng)變設(shè)計(jì)的螺旋焊管應(yīng)解決兩個(gè)關(guān)鍵問題:①環(huán)焊縫的韌性,特別是CTOD試驗(yàn);②環(huán)焊縫和管體縱向之間適當(dāng)?shù)倪^匹配。研究表明,X80鋼級螺旋焊管能夠滿足應(yīng)用于北極地區(qū)的基于應(yīng)變設(shè)計(jì)的苛刻要求。
(2)雙焊炬焊工藝可以達(dá)到韌性要求,焊接工藝的選擇對焊接熱影響區(qū)韌性有顯著的影響,修改焊接工藝可以改進(jìn)焊縫性能。
(3)建議依據(jù)抗大變形鋼管相關(guān)技術(shù)條件對高鋼級螺旋埋弧焊管進(jìn)行分析研究,以研究用于基于應(yīng)變設(shè)計(jì)的可行性。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
