X80級φ1 219 mm×18.4 mm 螺旋縫埋弧焊管焊縫組織與性能
2015-01-22 06:06:13符利兵宋紅兵
焊管 2015年7期
關鍵詞:焊縫
張 磊,符利兵,田 磊,宋紅兵
(1.北京隆盛泰科石油管科技有限公司,北京100101;2.國家石油天然氣管材工程技術研究中心,陜西 寶雞721008;3.寶雞石油鋼管有限責任公司 鋼管研究院,陜西 寶雞721008)
近些年,我國油氣輸送管道事業正處在大規模建設階段,對管道焊接質量及焊縫塑韌性的可靠性要求較高,尤其在高寒地帶、地震頻發地區,對輸送管道的低溫韌性和韌脆轉變特性提出了更高要求[1-2]。管線鋼和焊縫的韌脆轉變溫度嚴重影響管道的低溫韌性,是衡量材料韌脆性轉變傾向的重要指標,直接決定材料的使用條件和應用范圍[3-4],因此,在管道的服役中,勢必要對其韌脆轉變溫度進行深入研究。
高強韌性是管道材料的最基本和最重要的要求,在提高強度的同時,必須保證鋼材的韌性高于最低止裂韌性,為防止輸氣管線爆裂,要求鋼管始終處于韌性狀態工作,即鋼材韌脆轉變溫度應低于鋼管的工作溫度[5]。在工程生產、結構設計及安全評定方面,沖擊韌性和斷裂韌度是管線材料韌性衡量指標。國內外關于管線鋼沖擊韌性的研究主要集中在微觀組織對韌性的影響方面,關于高鋼級管線鋼沖擊韌性及韌脆轉變溫度影響因素的報道甚少,本研究探討了一種X80管線鋼在不同溫度下的沖擊韌性及焊縫顯微硬度分布特征,確定了該鋼的韌脆轉變溫度和顯微硬度變化特征,為X80級φ1 219 mm×18.4 mm螺旋埋弧焊管批量化生產提供理論參考。
1 試驗材料和方法
試驗用X80級φ1 219 mm×18.4 mm螺旋埋弧焊管的化學成分見表1。在鋼管焊縫處取樣,系列沖擊試驗按GB/T229—2007《金屬材料夏比擺錘沖擊試驗方法》,采用10mm×10mm×55 mm 夏比V形缺口沖擊試樣,V形缺口夾角45°,在NAI500F擺錘式沖擊試驗機上進行。低溫控溫介質采用無水乙醇和液氮混合物,試樣在規定溫度溶液中保溫時間≥5 min,保證試樣表面與內部溫度一致,用低溫熱電偶測量溫度,系列試驗溫度為-60℃,-40℃,-20℃,-10℃,0℃和20℃。用司特爾Durascan-70型顯微維氏硬度計測試焊縫處顯微硬度,加載載荷量10 kg,硬度測試點順序及位置如圖1所示。焊縫和HAZ組織形貌采用Olympus GX71型金相顯微鏡觀察,腐蝕劑為4%硝酸酒精溶液。

表1 試驗用X80級φ1 219 mm×18.4 mm螺旋縫埋弧焊管的主要化學成分 %
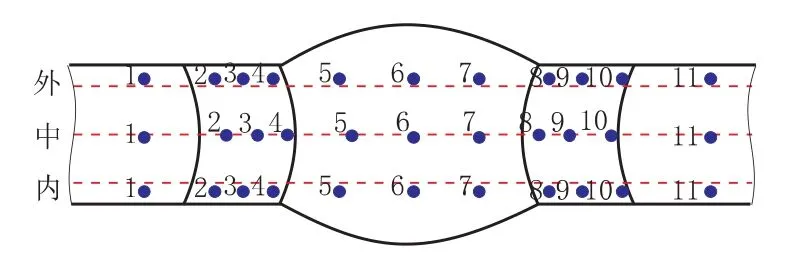
圖1 硬度測試點順序及位置
2 試驗結果及討論
2.1 焊縫中心及HAZ系列沖擊韌性
焊縫中心以及HAZ試樣在-60℃,-40℃,-20℃,-10℃,0℃和20℃的試驗溫度下沖擊吸收功和剪切斷面率見表2。從表2可以發現,焊縫中心在-60℃下沖擊吸收功平均值為43 J,但是在20℃時沖擊吸收功平均值為86 J;HAZ無論在低溫-60℃還是常溫20℃下,其沖擊吸收功平均值均在250 J以上,說明管道原料的沖擊韌性較好并且穩定。圖2中給出了焊縫中心和HAZ的系列沖擊吸收功和剪切面積及其擬合曲線。從圖2可以看出,在整個試驗溫度范圍內,隨著溫度降低,沖擊吸收功均有下降,特別是焊縫中心試樣,沖擊吸收功在-60~-20℃的試驗溫度區間內急劇減小,而HAZ試樣沖擊吸收功則較為穩定,略有降低,其降幅為13.5%。焊縫中心試樣的剪切面積隨著溫度降低而減小的趨勢比較明顯,在-60~-20℃的試驗溫度區間內平均剪切面積由65%急劇減小到了43%。而HAZ沖擊試樣的剪切斷面率的變化趨勢則較為平穩,在-60~20℃溫度范圍內剪切面積均達到了100%,擬合曲線則呈現水平趨勢。以沖擊試樣剪切面積50%時判定焊縫中心韌脆轉變溫度FATT50為-40℃,而HAZ試樣在試驗溫度范圍內沒有出現韌脆轉變現象。HAZ處的沖擊韌性優劣主要取決于焊接熱輸入的高低。當焊接參數設置合理時可精確控制焊接熱輸入,即能實現對HAZ沖擊韌性的控制。
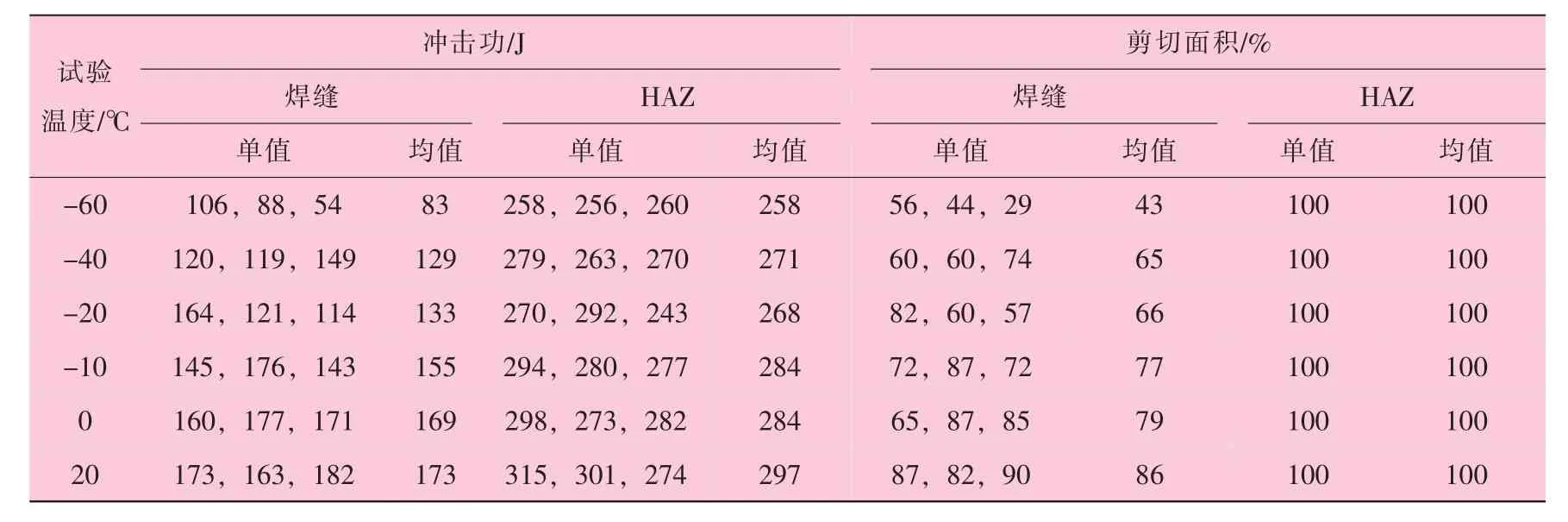
表2 X80級φ1 219 mm×18.4 mm螺旋埋弧焊管系列夏比沖擊試驗結果
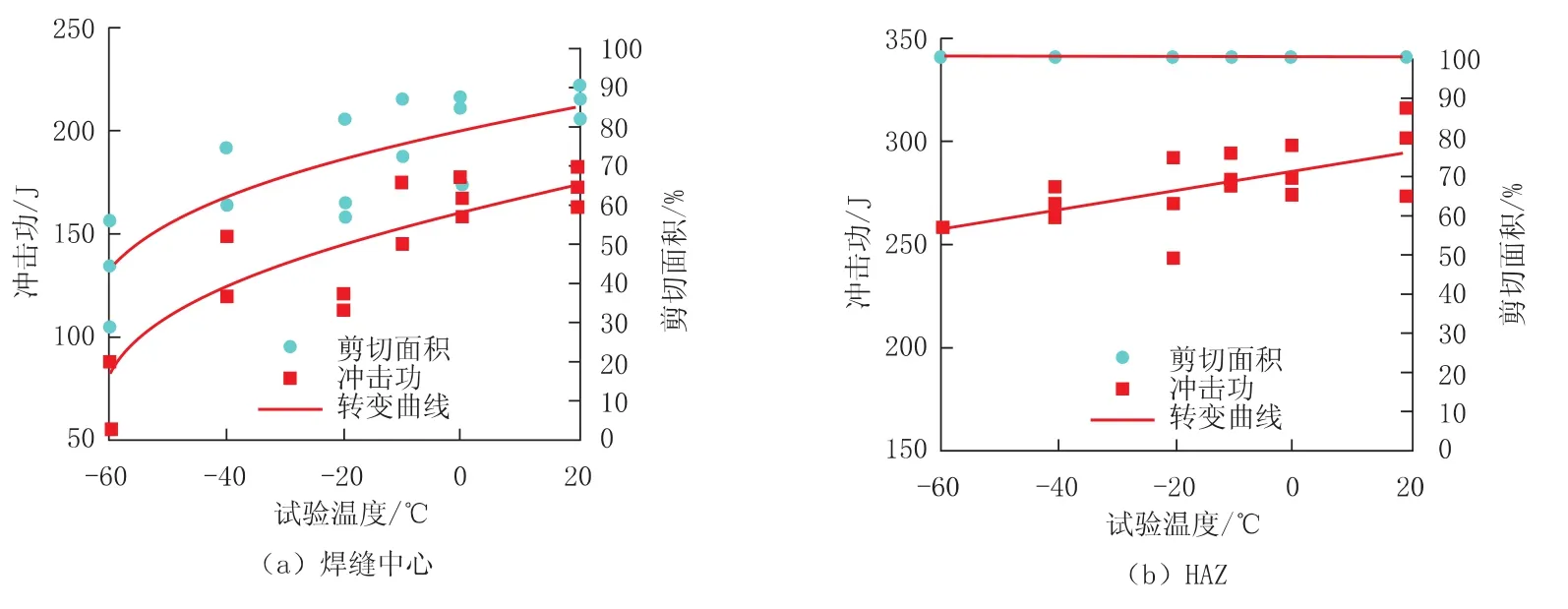
圖2 溫度對沖擊吸收功和剪切面積的影響
2.2 焊縫顯微硬度
焊縫處硬度測試點如圖1所示,圖1中自上而下依次有外、中和內3條測試線,在中間焊縫區域,外線上的點處在外焊縫上,內線上的點處在內焊縫上。硬度測試結果見表3。試樣3條測試線上硬度變化曲線見圖3。由圖3可以發現,在同一測試線上X80級φ1 219 mm×18.4 mm焊管焊縫金相試樣的硬度變化均呈現先增大、后減小、再增大的交替發展趨勢,且焊縫中心處硬度大于HAZ和母材。在焊縫熔敷金屬區域,內焊縫區域維氏硬度值明顯高于外焊縫區域。
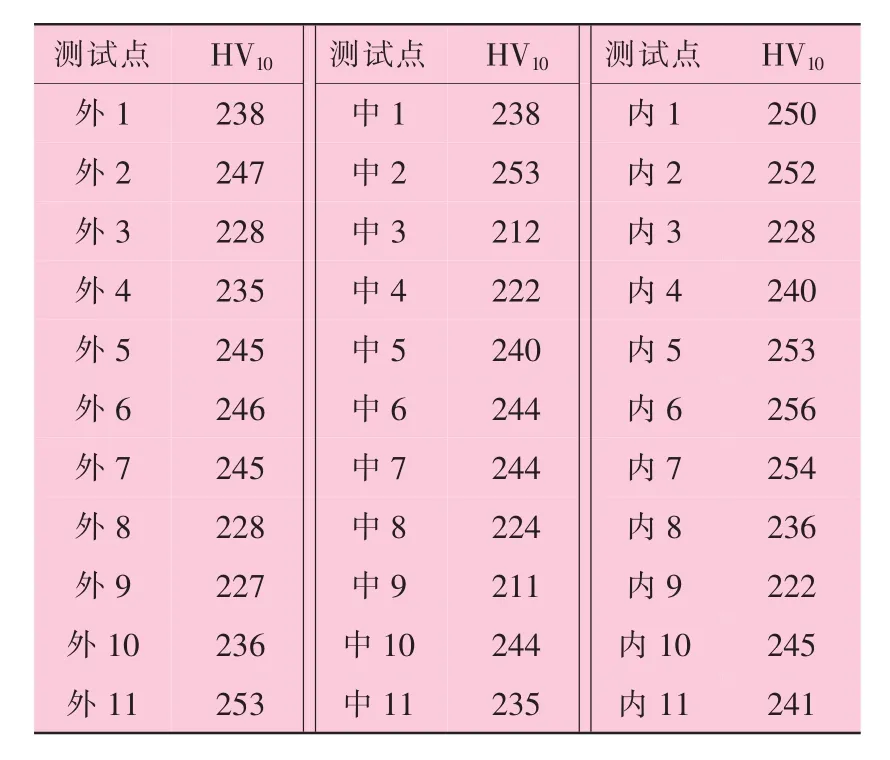
表3 X80級φ1 219 mm×18.4 mm螺旋埋弧焊管焊接接頭維氏硬度檢測結果
焊縫中心處硬度較高的原因主要是由于焊絲和焊劑中微合金元素在焊接中擴散不充分,分布不均勻,產生了微合金元素的富集區,并在此區域生成多種硬質相的化合物或氧化物(包括Al2O3,MgO,Ti2O3,MnO和SiO2等)[6-7],造成其顯微硬度的突高。而內焊縫區域硬度高于外焊縫區域主要是由于內焊余熱和焊接熱循環雙重作用所致[8]。因此,在工藝制定時需考慮焊絲和焊劑的合理匹配,并使用恰當的焊接參數達到熱輸入的精確控制,實現焊縫的低硬度和高韌性。
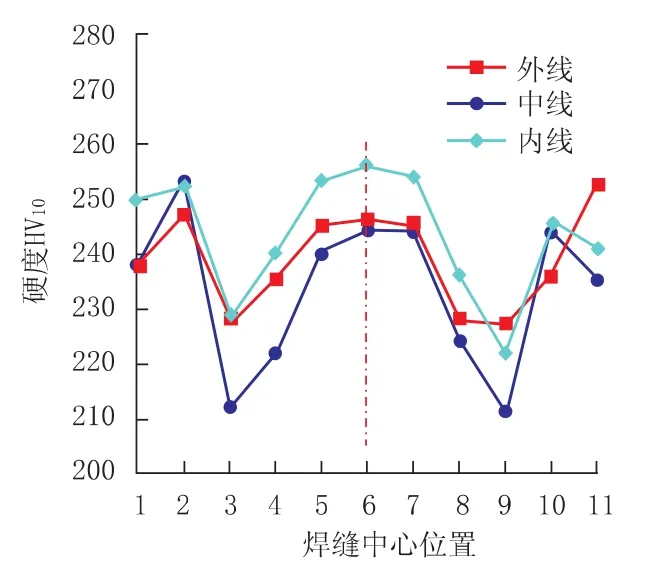
圖3 硬度變化曲線
2.3 焊縫微觀組織特征
圖 4給出了 X80級 φ1 219 mm×18.4 mm焊管焊縫橫截面宏觀形貌,內、外焊縫區及HAZ的光學顯微組織。圖4(a)所示的是X80級φ1 219 mm×18.4 mm焊管焊縫的橫截面宏觀照,圖4(b)是外焊縫區顯微組織,圖4(c)是內焊縫區顯微組織,圖4(d)是HAZ顯微組織。通過圖4(a)可知,焊接接頭處內、外焊無錯邊現象,且內、外焊重合量達到3.5 mm,形貌平滑規整。圖4(b)中外焊縫區為針狀鐵素體+少量準多邊形鐵素體組織。圖4(c)中內焊縫區為多邊形鐵素體+少量針狀鐵素體組織,晶粒尺寸較外焊縫區粗大。而圖4(d)中HAZ為粗大且均勻性差的粒狀貝氏體組織,且晶界清晰可見。內焊縫區組織粗大的原因主要由內焊余熱和焊接熱循環雙重作用所致[8],HAZ微觀組織粗大的原因也是如此。因此,適當降低內焊余熱和精確控制焊接熱輸入可以有效改善內焊縫組織特征,進而可改善焊縫沖擊韌性。
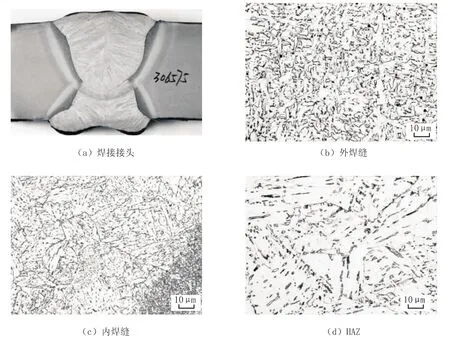
圖4 焊接接頭宏觀形貌及區域組織
細小且分布均勻的組織結構,能有效延長裂紋擴展路徑,增大裂紋擴展阻力,對提高韌性有交大作用[6]。因此,有效控制內焊余熱(適當調整內、外焊之間的螺距)和焊接熱輸入對細化焊縫及HAZ微觀組織提高其韌性有重要作用。
3 結 論
(1) X80級 φ1 219 mm×18.4 mm 螺旋埋弧焊管焊縫中心沖擊韌性受溫度變化影響顯著。在-60~20℃范圍內有明顯的韌脆轉變現象,且韌脆轉變溫度為-40℃。而HAZ在試驗溫度范圍內無韌脆轉變現象出現,且沖擊韌性優良。說明焊接參數設置合理可行。
(2)焊縫中心處由于焊絲和焊劑中微合金元素在焊接中擴散不充分,分布不均勻,易產生微合金元素的富集,生成多種硬質相的化合物或氧化物,造成其顯微硬度的升高。而造成內焊縫區硬度較高的原因主要是內焊余熱和焊接熱循環作用所致。
(3)焊縫內、外焊成形平滑規整,無錯邊。外焊縫區為針狀鐵素體+少量準多邊形鐵素體組織;內焊縫區為多邊形鐵素體+少量針狀鐵素體組織,晶粒尺寸較外焊縫區粗大; HAZ為粗大且均勻性差的粒狀貝氏體組織,且晶界清晰可見。
[1]潘家華.我國的天然氣及天然氣管道工業[J].焊管,2008,31(4):5-6.
[2]李鶴林,吉玲康,謝麗華.中國石油管的發展現狀分析[J].河北科技大學學報,2006,27(1):1-5.
[3]牛靖,董俊明,何源,薛錦.超高強鋼 30CrMnSiNi2A沖擊韌度試驗研究[J].機械強度,2006,28(4):607-610.
[4]鄧偉,高秀華,秦小梅,等.X80管線鋼的沖擊斷裂行為[J].金屬學報,2010,46(5):533-540.
[5]周民,杜林秀,劉相華,等.不同溫度下X100管線鋼的沖擊韌性[J].塑性工程學報,2010,17(5):108-113.
[6]翟戰江,魏金山, 彭云, 齊彥昌.熱輸入對X80焊縫金屬低溫沖擊性能的影響 [J].熱加工工藝,2011(5):146-154.
[7]李紅英, 魏冬冬, 林武, 等.X80管線鋼沖擊韌性研究[J].材料熱處理學報,2010,31(11):73-78.
[8]畢宗岳.管線鋼管焊接技術[M].北京,石油工業出版社,2013:1
[9]畢宗岳,楊軍,牛靖,張建勛.X100高強管線鋼焊接接頭的斷裂韌性[J].金屬學報,2013,49(5):576-582.
[10]BI Z Y.Investigation on microstructure and properties of X90 high-strength pipeline steel welded joints[C].//Advanced Materials Research. Zurich:TransTech Publication Ltd.,2014.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
